技术特征:
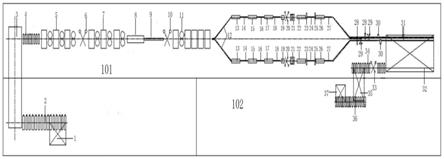
1.一种中规格螺纹钢控轧控冷设备,其特征在于:包括主轧跨(101)和成品跨(102),所述的主轧跨(101)与成品跨(102)同跨布置、且所述成品跨(101)安设在所述主轧跨(102)的另一侧。2.根据权利要求1所述的一种中规格螺纹钢控轧控冷设备,其特征在于:所述的主轧跨(101)包括上料台架(1),在所述上料台架(1)上安设有入炉辊道(2),在所述入炉辊道(2)的另一侧安设有加热炉(3),在所述加热炉(3)的另一侧、与入炉辊道(2)相对的一侧安设有出炉辊道(4),在所述出炉辊道(4)的另一侧安设有粗轧机组(5),在所述粗轧机组(5)的另一侧安设有中轧机组(7),在所述中轧机组(7)的另一侧安设有1号水箱(8),在所述1号水箱(8)的的另一侧安设有1号恢复段(9),在所述1号恢复段(9)的另一侧安设有预精轧机组(11)。3.根据权利要求2所述的一种中规格螺纹钢控轧控冷设备,其特征在于:在所述相互连接的粗轧机组(5)与中轧机组(7)之间安设有1号飞剪(6);在所述相互连接的的1号恢复段(9)与预精轧机组(11)之间安设有2号飞剪(10)。4.根据权利要求1所述的一种中规格螺纹钢控轧控冷设备,其特征在于:所述的成品跨(102)包括连接在预精轧机组(11)另一侧的导槽(12),在所述导槽(12)另一侧的两端分别安设有一个2号水箱(13),在所述2号水箱(13)的另一侧安设有2号恢复段(14),在所述2号恢复段(14)的另一侧安设有3号水箱(15),在所述3号水箱(15)的另一侧安设有3号恢复段(16),在所述3号恢复段(16)的另一侧安设有4号水箱(17),在所述4号水箱(17)的另一侧安设有4号恢复段(18),在所述4号恢复段(18)的另一侧安设有320悬臂精轧机组(21),在所述320悬臂精轧机组(21)的另一侧安设有5号水箱(22),在所述5号水箱(22)的另一侧安设有5号恢复段(24),在所述5号恢复段(24)的另一侧安设有6号水箱(26),在所述6号水箱(26)的另一侧安设有6号恢复段(27),在所述6号恢复段(27)的另一侧安设有棒尾制动器(30),在所述棒尾制动器(30)的另一侧安设有上钢装置(31);在两侧所述上钢装置(31)的另一侧安设有冷床(32),所述的上钢装置(31)共同安设在冷床(32)上,在所述冷床(32)的另一侧安设有剪后辊道(34),在所述剪后辊道(34)上还安设有过跨台架(35),在所述过跨台架(35)的另一侧安设有输送辊道(36),在所述输送辊道(36)的另一侧安设有成品收集台架(37)。5.根据权利要求4所述的一种中规格螺纹钢控轧控冷设备,其特征在于:在相互连接的4号恢复段(18)与320悬臂精轧机组(21)之间相继安设有1号夹送辊(19)及3号飞剪(20);在相互连接的5号水箱(22)与5号恢复段(24)之间安设有2号夹送辊(23);在相互连接的5号恢复段(24)与6号水箱(26)之间安设有3号夹送辊(25);在相互连接的6号恢复段(27)与棒尾制动器(30)之间相继安设有4号夹送辊(28)及倍尺飞剪(29);在相互连接的冷床(32)与剪后辊道(34)之间安设有定尺剪(33)。6.如权利要求1
‑
5所述的一种中规格螺纹钢控轧控冷设备的制备工艺,其特征在于,具体制备工艺的步骤如下:(1)、上料台架(1)
→
中轧机组(7):上料台架(1)
→
入炉辊道(2)
→
加热炉(3)
→
出炉辊道(4)
→
粗轧机组(5)
→
1号飞剪(6)
→
中轧机组(7);
(2)、控轧控冷段1号水箱(8)
→
冷床(32):总线:第一次控轧控冷
→
第二次控轧控冷
→
第三次控冷;
①
、第一次控轧控冷:1号水箱(8)
→
1号恢复段(9)
→
2号飞剪(10)
→
预精轧机组(11);
②
、第二次控轧控冷:导槽(12)
→
2号水箱(13)
→
2号恢复段(14)
→
3号水箱(15)
→
3号恢复段(16)
→
4号水箱(17)
→
4号恢复段(18)
→
1号夹送辊(19)
→
3号飞剪(20)
→
320悬臂精轧机组(21);
③
、第三次控冷:5号水箱(22)
→
2号夹送辊(23)
→
5号恢复段(24)
→
3号夹送辊(25)
→
6号水箱(26)
→
6号恢复段(27)
→
4号夹送辊(28)
→
倍尺飞剪(29)
→
棒尾制动器(30)
→
上钢装置(31)
→
冷床(32);(3)、定尺剪(33)
→
成品收集台架(37):定尺剪(33)
→
剪后辊道(34)
→
过跨台架(35)
→
输送辊道(36)
→
成品收集台架(37)
→
制成的成品入库。7.根据权利要求6所述的一种中规格螺纹钢控轧控冷设备的制备工艺,其特征在于,在步骤(1)中,所述加热炉(3)的温度加热至1050℃。8.根据权利要求6所述的一种中规格螺纹钢控轧控冷设备的制备工艺,其特征在于,在步骤(2)中,所述1号水箱(8)、2号水箱(13)、3号水箱(15)、4号水箱(17)、5号水箱(22)及6号水箱(26)中每台水箱的冷却温度是50℃
‑
100℃。9.根据权利要求6所述的一种中规格螺纹钢控轧控冷设备的制备工艺,其特征在于,在步骤(2)中,所述控制轧件的温度是900℃
‑
1000℃。10.根据权利要求6所述的一种中规格螺纹钢控轧控冷设备的制备工艺,其特征在于,在步骤(2)中,所述的冷床(32)温度是700℃
‑
800℃。
技术总结
本发明公开了一种中规格螺纹钢控轧控冷设备及其制备工艺。属于冶金领域,包括连接的上料台架、入炉辊道、加热炉、出炉辊道、粗轧机组、1号飞剪、中轧机组、1号水箱、1号恢复段、2号飞剪、预精轧机组、导槽、2号水箱、2号恢复段、3号水箱、3号恢复段、4号水箱、4号恢复段、1号夹送辊、3号飞剪、320悬臂精轧机组、5号水箱、2号夹送辊、5号恢复段、3号夹送辊、6号水箱、6号恢复段、4号夹送辊、倍尺飞剪、棒尾制动器、上钢装置、冷床、定尺剪、剪后辊道、过跨台架、输送辊道及成品收集台架;通过在生产线布置多组水箱,对轧件逐级水冷;控制轧机进入轧机机组的温度,进行控制控冷,保证成品力学性能的同时也降低了连铸坯合金元素的添加。降低了连铸坯合金元素的添加。降低了连铸坯合金元素的添加。
技术研发人员:彭东 甄圣明 吕启春
受保护的技术使用者:南京先河工程技术股份有限公司
技术研发日:2021.09.22
技术公布日:2021/11/24
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。