1.本发明涉及仪表盘领域,更具体的说是一种汽车仪表盘及其制造工艺。
背景技术:
2.汽车仪表盘是反映车辆各系统工作状况的装置;常见的有燃油指示灯、清洗液指示灯、电子油门指示灯、前后雾灯指示灯及报警灯;例如现有技术中的一种旋转锁死仪表盘的仪表台,包括操作台面、滑道、连杆、第二凹槽和簧片,操作台面上镶嵌有仪表盘外壳,且仪表盘外壳的内部设置有仪表盘,所述滑道和第一凹槽均开设在仪表盘外壳的内壁上,且滑道和第一凹槽相连通,所述连杆的一端贯穿仪表盘外壳的侧壁,且连杆的另一端与第一弹簧相连接,同时第一弹簧固定在第一凹槽的内部,所述连杆上固定有卡块,所述第二凹槽开设在仪表盘的侧壁上,且第二凹槽的内部固定有第二弹簧,所述簧片的中部贯穿仪表盘的侧壁;现有技术中的缺点是无法快速安装和拆卸防护玻璃。
技术实现要素:
3.本发明的目的是提供一种汽车仪表盘及其制造工艺,可以快速的安装和拆卸防护玻璃。
4.本发明的目的通过以下技术方案来实现:
5.一种汽车仪表盘制造工艺,该工艺包括以下步骤:
6.步骤一:将待加工环放置在汽车仪表盘制造装置的更换机构上,装夹机构对待加工环进行装夹;
7.步骤二:加工机构根据轨迹机构的形状对待加工环进行多次切割形成多个卡接槽;
8.步骤三:对待加工环进行打孔加工,并在加工形成的孔内放置弹性柱,形成卡接机构;
9.步骤四:将卡接机构固定连接在仪表盘体上,连接机构卡接在卡接机构上。
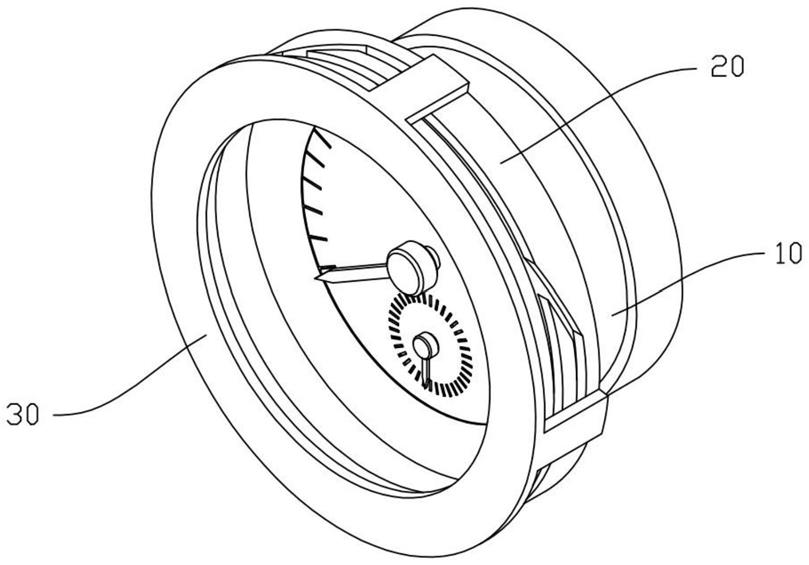
10.一种汽车仪表盘,包括仪表盘体、卡接机构和连接机构,仪表盘体上固定连接有卡接机构,卡接机构上卡接有连接机构;
11.卡接机构包括卡接环和弹性柱,卡接环上设置有四个卡接槽,每个卡接槽内均固定连接有两个弹性柱,卡接环固定连接在仪表盘体上;
12.连接机构包括连接环、圆弧侧板、密封环和卡接柱,连接环上固定连接有四个圆弧侧板,连接环上固定连接有密封环,每个圆弧侧板的内侧均固定连接有卡接柱,每个卡接柱上均设置有定位孔,四个卡接柱分别滑动连接在四个卡接槽内,两个弹性柱卡接在对应的定位孔内,连接环上设置有防护玻璃;
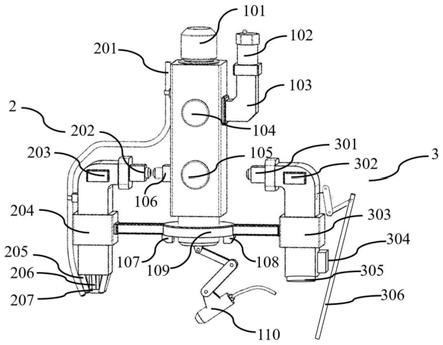
13.一种汽车仪表盘制造装置,包括装置支架、驱动机构、装夹机构、更换机构、加工机构和轨迹机构;
14.装夹机构包括伸缩机构ⅰ和装夹转盘,伸缩机构ⅰ的伸缩端上转动连接有装夹转
盘,伸缩机构ⅰ固定连接在装置支架上;
15.更换机构包括更换装夹、锥形轮和锥形摩擦轮,更换装夹转动连接在装置支架上,更换装夹上设置有驱动更换装夹进行转动的动力机构,动力机构优选为伺服电机,更换装夹上转动连接有多个锥形轮,每个锥形轮上均固定连接有锥形摩擦轮,装置支架上固定连接有驱动机构,驱动机构和其中一个锥形摩擦轮接触;
16.加工机构包括伸缩机构ⅱ、伸缩机构ⅲ、滑动支架、加工支架、挤压柱、伸缩机构ⅳ、加工电机和加工刀具,伸缩机构ⅱ固定连接在装置支架上,伸缩机构ⅱ的伸缩端上固定连接有伸缩机构ⅲ,伸缩机构ⅲ的伸缩端上固定连接有滑动支架,滑动支架上滑动连接有加工支架,加工支架和滑动支架之间固定连接有压缩弹簧,加工支架上固定连接有挤压柱,加工支架上固定连接有伸缩机构ⅳ,伸缩机构ⅳ的伸缩端上固定连接有加工电机,加工电机的输出轴上固定连接有加工刀具,加工支架上滑动连接有滑块,滑块滑动连接在装置支架上;
17.轨迹机构包括螺纹杆、轨迹侧板、竖直滑块、轨迹底板和轨迹侧板,螺纹杆转动连接在装置支架,螺纹杆两端的螺纹旋向相反,螺纹杆的两端均通过螺纹连接有轨迹侧板,两个轨迹侧板上均滑动连接有竖直滑块,两个竖直滑块的内侧均铰接有轨迹侧板,两个轨迹侧板之间铰接有轨迹底板,装置支架上固定连接有升降机构,轨迹底板固定连接在升降机构的升降端,挤压柱和轨迹底板接触。
附图说明
18.下面结合附图和具体实施方法对本发明做进一步详细的说明。
19.图1是本发明的仪表盘结构示意图一;
20.图2是本发明的仪表盘结构示意图二;
21.图3是本发明的卡接机构结构示意图一;
22.图4是本发明的卡接机构结构示意图二;
23.图5是本发明的连接机构结构示意图二
24.图6是本发明的汽车仪表盘制造装置结构示意图一;
25.图7是本发明的汽车仪表盘制造装置结构示意图二;
26.图8是本发明的装夹机构结构示意图;
27.图9是本发明的更换机构结构示意图一;
28.图10是本发明的更换机构结构示意图二;
29.图11是本发明的加工机构结构示意图;
30.图12是本发明的轨迹机构结构示意图;
31.图13是本发明的汽车仪表盘制造工艺示意图。
32.图中:仪表盘体10;卡接机构20;卡接环21;卡接槽22;弹性柱23;连接机构30;连接环31;圆弧侧板32;密封环33;卡接柱34;定位孔35;装置支架40;驱动机构50;装夹机构60;伸缩机构ⅰ61;装夹转盘62;更换机构70;更换装夹71;锥形轮72;锥形摩擦轮73;加工机构80;伸缩机构ⅱ81;伸缩机构ⅲ82;滑动支架83;加工支架84;挤压柱85;伸缩机构ⅳ86;加工电机87;加工刀具88;滑块89;轨迹机构90;螺纹杆91;轨迹侧板92;竖直滑块93;轨迹底板94;轨迹侧板95;升降机构100;待加工环110。
具体实施方式
33.下面结合附图对本发明作进一步详细说明。
34.为了解决如何快速的安装和拆卸防护玻璃这一技术问题,下面对一种汽车仪表盘制造工艺的步骤和功能进行详细的说明;
35.一种汽车仪表盘制造工艺,该工艺包括以下步骤:
36.步骤一:将待加工环110放置在汽车仪表盘制造装置的更换机构70上,装夹机构60对待加工环110进行装夹;
37.步骤二:加工机构80根据轨迹机构90的形状对待加工环110进行多次切割形成多个卡接槽22;
38.步骤三:对待加工环110进行打孔加工,并在加工形成的孔内放置弹性柱23,形成卡接机构20;
39.步骤四:将卡接机构20固定连接在仪表盘体10上,连接机构30卡接在卡接机构20上;
40.如图9所示,将待加工环110放置在锥形轮72上,由于锥形轮72为锥形设置,进而对待加工环110进行初步的定位扶正,如图6所示,当放置有待加工环110的锥形轮72运动到装夹机构60的下端时,启动伸缩机构ⅰ61,伸缩机构ⅰ61可以是液压缸或者电动推杆,伸缩机构ⅰ61的伸缩端推动装夹转盘62向下进行运动,如图8所示,装夹转盘62的下端固定连接有四个挤压柱,四个挤压柱和待加工环110接触,四个挤压柱对待加工环110进一步扶正,完成待加工环110的装夹;
41.启动加工机构80,加工机构80在轨迹机构90的限位下对待加工环110进行切割加工,形成卡接槽22,启动驱动机构50,驱动机构50驱动锥形轮72进行转动,进而驱动待加工环110进行进行转动,待加工环110转动四分之一圈后,加工机构80再次对待加工环110进行加工,依次在待加工环110上形成多个卡接槽22,加工完成后对待加工环110进行打孔,可以通过现有技术中的打孔机构对待加工环110进行打孔,在将弹性柱23固定连接在打出的孔内,及完成了卡接机构20的加工,通过卡接机构20可以完成仪表盘体10和连接机构30的快速安装和连接;
42.下面对一种汽车仪表盘的结构和功能进行详细的说明,一种汽车仪表盘,包括仪表盘体10、卡接机构20和连接机构30,仪表盘体10上固定连接有卡接机构20,卡接机构20上卡接有连接机构30;
43.卡接机构20包括卡接环21和弹性柱23,卡接环21上设置有四个卡接槽22,每个卡接槽22内均固定连接有两个弹性柱23,卡接环21固定连接在仪表盘体10上;
44.连接机构30包括连接环31、圆弧侧板32、密封环33和卡接柱34,连接环31上固定连接有四个圆弧侧板32,连接环31上固定连接有密封环33,每个圆弧侧板32的内侧均固定连接有卡接柱34,每个卡接柱34上均设置有定位孔35,四个卡接柱34分别滑动连接在四个卡接槽22内,两个弹性柱23卡接在对应的定位孔35内,连接环31上设置有防护玻璃;
45.当需要将卡接机构20和连接机构30进行快速连接时,预先将防护玻璃固定连接在连接环31上,如图1和2所示,圆弧侧板32设置有四个,卡接柱34设置有四个,卡接槽22设置有四个,四个圆弧侧板32均扣合在卡接环21的外侧,对连接环31进行定位,这时转动连接环31,同时对连接环31施加一定的压力,使得连接环31有向卡接机构20运动的趋势,及当四个
卡接柱34运动到四个卡接槽22内时,四个卡接柱34分别滑入四个卡接槽22内,卡接槽22的前端倾斜设置,卡接槽22的后端水平设置,继续旋转连接环31,连接环31带动四个卡接柱34分别在四个卡接槽22内进行滑动,卡接槽22前端的倾斜部分带动卡接环21和连接环31相互靠近运动,使得卡接环21插入到密封环33内,对仪表盘体10内部进行密封,卡接槽22后端的水平部分完成卡接环21和连接环31的锁紧,使得四个卡接柱34不会轻易脱离卡接槽22,及完成了卡接机构20和连接机构30的快速连接;
46.进一步的,卡接柱34上设置有定位孔35,卡接环21上固定连接有弹性柱23,如图4所示,当卡接柱34运动到卡接槽22的后端时,弹性柱23卡入定位孔35内,进一步对卡接机构20的位置进行锁紧,完成卡接机构20和连接机构30的连接;
47.下面对一种汽车仪表盘制造装置的结构和功能进行详细的说明,一种汽车仪表盘制造装置,包括装置支架40、驱动机构50、装夹机构60、更换机构70、加工机构80和轨迹机构90;
48.装夹机构60包括伸缩机构ⅰ61和装夹转盘62,伸缩机构ⅰ61的伸缩端上转动连接有装夹转盘62,伸缩机构ⅰ61固定连接在装置支架40上;
49.更换机构70包括更换装夹71、锥形轮72和锥形摩擦轮73,更换装夹71转动连接在装置支架40上,更换装夹71上设置有驱动更换装夹71进行转动的动力机构,动力机构优选为伺服电机,更换装夹71上转动连接有多个锥形轮72,每个锥形轮72上均固定连接有锥形摩擦轮73,装置支架40上固定连接有驱动机构50,驱动机构50和其中一个锥形摩擦轮73接触;
50.加工机构80包括伸缩机构ⅱ81、伸缩机构ⅲ82、滑动支架83、加工支架84、挤压柱85、伸缩机构ⅳ86、加工电机87和加工刀具88,伸缩机构ⅱ81固定连接在装置支架40上,伸缩机构ⅱ81的伸缩端上固定连接有伸缩机构ⅲ82,伸缩机构ⅲ82的伸缩端上固定连接有滑动支架83,滑动支架83上滑动连接有加工支架84,加工支架84和滑动支架83之间固定连接有压缩弹簧,加工支架84上固定连接有挤压柱85,加工支架84上固定连接有伸缩机构ⅳ86,伸缩机构ⅳ86的伸缩端上固定连接有加工电机87,加工电机87的输出轴上固定连接有加工刀具88,加工支架84上滑动连接有滑块89,滑块89滑动连接在装置支架40上;
51.轨迹机构90包括螺纹杆91、轨迹侧板92、竖直滑块93、轨迹底板94和轨迹侧板95,螺纹杆91转动连接在装置支架40,螺纹杆91两端的螺纹旋向相反,螺纹杆91的两端均通过螺纹连接有轨迹侧板92,两个轨迹侧板92上均滑动连接有竖直滑块93,两个竖直滑块93的内侧均铰接有轨迹侧板95,两个轨迹侧板95之间铰接有轨迹底板94,装置支架40上固定连接有升降机构100,轨迹底板94固定连接在升降机构100的升降端,挤压柱85和轨迹底板94接触;
52.如图6至12所示,使用时,将待加工环110放置在锥形轮72上,为了满足不同的加工需求,即需要加工不同大小的卡接机构20时,锥形轮72是锥形设置的,因此锥形轮72上可以放置不同直径的待加工环110,不同大小的待加工环110均可以通过锥形轮72的锥形侧面进行扶正;
53.待加工环110放置完成后,启动连接在更换装夹71上的动力机构,动力机构可以固定连接在装置支架40上,动力机构的输出轴带动更换装夹71进行转动,更换装夹71带动多个锥形轮72进行转动,使得待锥形轮72上的加工环110运动到装夹机构60的下端,并且运动
到装夹机构60下端的锥形摩擦轮73和驱动机构50接触,当驱动机构50的输出轴进行转动时,驱动机构50的输出轴可以带动锥形摩擦轮73进行转动,锥形摩擦轮73可以带动锥形轮72进行转动,锥形轮72带动待加工环110进行转动,进而更换加工位置;
54.启动伸缩机构ⅰ61,伸缩机构ⅰ61的伸缩端带动装夹转盘62进行运动,装夹转盘62对待加工环110进行挤压装夹,预先根据卡接槽22的加工需求调整轨迹底板94和轨迹侧板95之间的角度,轨迹底板94的高度,启动升降机构100,升降机构100可以是液压缸或者电动推杆,升降机构100的升降端带动轨迹底板94进行运动,进而调整轨迹底板94的高度,轨迹底板94高度的变化可以控制挤压柱85和轨迹底板94接触时,加工支架84的最低位置,即伸缩机构ⅳ86、加工电机87和加工刀具88运动的最底位置,进而调整加工刀具88的加工位置,使得加工刀具88可以对不同直径的待加工环110进行加工,同时也可以调整卡接槽22后端水平部分的位置,转动螺纹杆91,螺纹杆91转动时通过螺纹带动两个轨迹侧板92进行运动,两个轨迹侧板92分别带动两个竖直滑块93进行运动,竖直滑块93在轨迹侧板92上进行竖直滑动,进而调整轨迹侧板95的倾斜程度,即当挤压柱85在轨迹侧板95和轨迹底板94之间进行滑动时,轨迹侧板95对挤压柱85的滑动位置进行限位,即调整加工刀具88的切割轨迹,调整卡接槽22前端倾斜部分的角度,满足不同的加工需求;
55.当轨迹机构90调整完成,进行加工时,启动伸缩机构ⅲ82,伸缩机构ⅲ82可以是液压缸或者电动推杆,伸缩机构ⅲ82的伸缩端带动滑动支架83进行往复运动一次,滑动支架83带动加工支架84进行往复运动一次,加工支架84带动伸缩机构ⅳ86、加工电机87和加工刀具88进行往复运动一次,在压缩弹簧的拉动下,压缩弹簧拉动加工支架84产生向下运动的趋势,使得加工支架84上固定连接在挤压柱85贴着轨迹底板94和轨迹侧板95进行运动,预先启动加工电机87,加工电机87的输出轴带动加工刀具88进行转动,加工刀具88运动时对待加工环110进行加工,需要注意的是,伸缩机构ⅲ82带动滑动支架83运动的路径为先从一个轨迹侧板95向下进行运动,即在待加工环110上加工形成卡接槽22前端的倾斜部分,在运动到轨迹底板94上形成卡接槽22后端的水平部分,这时伸缩机构ⅲ82的伸缩端开始收回或者放出,使得挤压柱85向回进行运动,挤压柱85复位后,完成卡接槽22的加工;
56.启动驱动机构50,驱动机构50的输出轴带动待加工环110转动四分之一圈,加工机构80在进行加工,驱动机构50和加工机构80配合运动,即完成待加工环110上四个卡接槽22的加工。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。