1.本发明属于环段类零件机械加工技术领域,尤其涉及一种用于环段类零件切断加工的万能工装及方法。
背景技术:
2.目前航空发动机环段类零件加工领域,主要使用旋转工作台的电火花线切割机床进行分度切断加工。环段类零件在电火花线切割机床进行切断加工时,需要使用专用夹具装夹零件,每个专用夹具通常只能加工一种零件,专用夹具的通用性差。
3.航空发动机环段类零件种类多、批量小、转换频繁、数量多,专用夹具设计制造周期长、费用高、夹具转换时间长,无法满足研制加工需要。同时,部分固定工作台的电火花线切割机床,由于工作台不能旋转,无法加工环段类零件,造成产能浪费。
技术实现要素:
4.针对现有技术存在的不足,本发明提供一种用于环段类零件切断加工的万能工装及方法,能够同时满足在固定式工作台电火花线切割机床和旋转式工作台电火花线切割机床的加工要求,使现有固定式工作台电火花线切割机床具备环段类零件的角向分度切割加工的能力,能够装夹不同直径、不同高度、不同形状、不同弧长、不同弦高、不同段数的零件进行加工,通用性强。本发明解决了环段类零件种类多、批量小、转换频繁、数量多、对专用夹具需求数量大、夹具转换困难、频次高的问题。
5.一种用于环段类零件切断加工的万能工装,包括基座主体、周向定位转接滑块、周向转接滑块、伸长板和定位接头,周向定位转接滑块、周向转接滑块通过键槽配合设置在基座主体上,周向定位转接滑块和周向转接滑块的上部依次设置有伸长板和定位接头,并通过螺钉将伸长板一端与定位接头和周向定位转接滑块或周向转接滑块紧固,周向定位转接滑块上部的伸长板另一端设置有键定位轴和导向件,周向转接滑块部的伸长板另一端设置有键定位轴和压紧件,共同对待加工零件进行装夹压紧。
6.所述基座主体包括外径大小不同的两部分,分别是位于上部的小端和位于下部的大端;所述小端为环形,小端的上表面开设有t形环状键槽,t形环状键槽的下部环槽用于安装t型螺母;小端的上表面开设有小端面向心直键槽,大端的下表面开设有大端面向心直键槽,用于基座主体在机床上的定位。
7.所述小端面向心直键槽的数量大于1。
8.所述周向定位转接滑块下表面开设有圆弧键,周向定位转接滑块的上表面开设有十字键槽,圆弧键与基座主体的小端面开设的t形环状键槽的上部环槽配合,所述周向定位转接滑块的内外两侧的角向中心位置沿高度方向开设有垂直键槽,垂直键槽内安装有一字键与小端面向心直键槽配合。
9.所述周向转接滑块下表面开设有圆弧键,周向转接滑块的上表面开设有十字键槽,圆弧键与基座主体的小端面开设的t形环状键槽的上部环槽配合。
10.所述伸长板上表面用于待加工零件轴向定位的平面,伸长板的上表面和下表面均开设有十字键槽,伸长板下表面的十字键槽内安装十字键与周向定位转接滑块或周向转接滑块上表面的十字键槽配合,所述伸长板另一端安装有键定位轴,键定位轴下表面开设有十字键槽,十字键槽内安装有一字键,与伸长板上表面十字键槽中向心的键槽配合;所述周向转接滑块上部的伸长板上表面十字键槽中向心的键槽内安装有t型螺钉,t型螺钉上安装有压紧件;所述周向定位转接滑块上部的伸长板上表面十字键槽中向心的键槽内安装有t型螺钉,t型螺钉上安装有导向件。
11.上述的一种用于环段类零件切断加工的万能工装,在固定式工作台的电火花线切割机床上加工,具体包括以下步骤:
12.步骤一:将基座主体安装到机床工作台上,拉直基座主体大端的定位块两侧的基准面,将工装找正;
13.步骤二:根据待加工零件的段数安装相应数量的周向定位转接滑块、周向转接滑块、伸长板和定位接头,将伸长板的一端朝向工装的中心,另一端与基座主体的小端的外圆齐平;键定位轴的数量为3
‑
4个;
14.步骤三:对伸长板进行分度,伸长板的分度方式有三种,第一种是将周向转接滑块内外两侧的角向中心刻线与基座主体小端内圆、外圆的角向刻度线进行对照,实现快速分度;第二种是用基座主体小端的一个小端面向心键槽作为0度位置,将0度位置的小端面向心键槽作为角向零点,对周向转接滑块和伸长板按相应的角度进行分度,分度是通过测量所需分度的定位接头与角向零点处的周向定位转接滑块上的定位接头的中心距,从而实现伸长板的精确分度;第三种是在基准孔内插入定位销,通过测量定位销与键定位轴的中心距实现伸长板的精确分度;
15.步骤四:将朝向工装的中心的伸长板一端通过一字键安装键定位轴,安装有一字键的键定位轴在伸长板的向心的键槽内移动,通过测量键定位轴与定位接头的中心距精确调整止口大小;
16.步骤五:安装并压紧待加工零件:将待加工零件放在伸长板的上表面上,侧面与键定位轴侧面接触,然后将压紧件和导向件压紧在待加工零件上表面;
17.步骤六:钼丝在基座主体内侧进行x轴与z轴的直线插补加工出所需尺寸。
18.上述的一种用于环段类零件切断加工的万能工装,在旋转式工作台的电火花线切割机床上加工,具体包括以下步骤:
19.步骤一:将基座主体安装到机床工作台上,拉直基座主体大端的定位块两侧的基准面,将工装找正;
20.步骤二:根据待加工零件的段数安装相应数量的周向定位转接滑块、周向转接滑块、伸长板和定位接头,将伸长板的一端朝向工装的外侧,另一端与基座主体的小端的内圆齐平;键定位轴的数量为3
‑
4个;
21.步骤三:对伸长板进行分度,伸长板的分度方式有三种,第一种是将周向转接滑块内外两侧的角向中心刻线与基座主体小端内圆、外圆的角向刻度线进行对照,实现快速分度;第二种是用基座主体小端的一个小端面向心键槽作为0度位置,将0度位置的小端面向心键槽作为角向零点,对周向转接滑块和伸长板按相应的角度进行分度,分度是通过测量所需分度的定位接头与角向零点处的周向定位转接滑块上的定位接头的中心距,从而实现
伸长板的精确分度;第三种是在基准孔内插入定位销,通过测量定位销与键定位轴的中心距实现伸长板的精确分度;
22.步骤四:将朝向工装的中心的伸长板一端通过一字键安装键定位轴,安装有一字键的键定位轴在伸长板的向心的键槽内移动,通过测量键定位轴与定位接头的中心距精确调整止口大小;
23.步骤五:安装并压紧待加工零件:将待加工零件安装在伸长板上,待加工零件放在伸长板的上表面上,侧面与键定位轴侧面接触,然后将压紧件和导向件压紧在待加工零件上表面;
24.步骤六:钼丝在基座主体内侧进行x轴与z轴的直线插补加工出所需尺寸。
25.本发明的有益效果是:本发明实现环段类零件分度切割加工工装通用化、标注化、系列化和模块化,保证研制与交付进度、降低专用工装成本、减少工装转换时间。本发明结构简易、安装简易、操作简单、方便装夹、成本低廉、应用效果明显。本发明已成功应用与商发大型涡扇发动机、某型涡扇发动机、转包等项目环段类零件的分度切断加工,是用该万能工装及方法已解决20约个件号的工装难题,实现环段类零件分度切断加工工装的标准化和模块化,保证了研制与交付进度,减少专用工装790余项,节约工装费用约57.65万元,减少专用工装设计工时1100余小时,缩短生产准备周期85%。具有广泛的推广性,可从节约专用工装成本、减少零件质量损失、减少加工工时、缩短生产准备时间撰写方面带来经济效益,年节约费用约百万余元。
附图说明
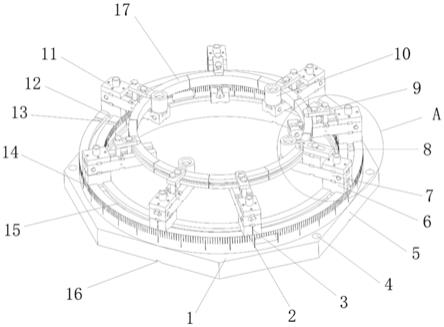
26.图1为本发明实施例提供的万能工装的装夹示意图;
27.图2为本发明实施例提供的万能工装的主视图;
28.图3为图2的俯视图;
29.图4为图3的a
‑
a向视图;
30.图5为图1中的a部放大图;
31.其中,
[0032]1‑
基座主体,2
‑
周向转接滑块,3
‑
角向中心刻线,4
‑
基准孔,5
‑
基准面,6
‑
周向定位转接滑块,7
‑
伸长板,8
‑
导向件,9
‑
压紧件,10
‑
键定位轴,11
‑
定位接头,12
‑
t型螺母,13
‑
小端面向心直键槽,14
‑
角向刻度线,15
‑
t形环状键槽,16
‑
大端面向心直键槽,17
‑
待加工零件。
具体实施方式
[0033]
为了更好的解释本发明,以便于理解,下面结合附图,通过具体实施方式,对本发明的技术方案和效果作详细描述。
[0034]
如图1所示,一种用于环段类零件切断加工的万能工装,包括基座主体1、周向定位转接滑块6、周向转接滑块2、伸长板7和定位接头11,周向定位转接滑块6、周向转接滑块2通过键槽配合设置在基座主体1上,周向定位转接滑块6和周向转接滑块2的上部依次设置有伸长板7和定位接头11,并通过螺钉将伸长板7一端与定位接头11和周向定位转接滑块6或周向转接滑块2紧固,周向定位转接滑块6上部的伸长板7另一端设置有键定位轴10和导向
件8,周向转接滑块2部的伸长板7另一端设置有键定位轴10和压紧件9,共同对待加工零件17进行装夹压紧。
[0035]
如图2
‑
4所示,所述基座主体1为本装置的主体部分,所述基座主体1包括外径大小不同的两部分,分别是位于上部的小端和位于下部的大端;所述小端为环形,小端的上表面开设有t形环状键槽15,t形环状键槽15的上部环槽用于基座主体1与周向转接滑块2和周向定位转接滑块6之间径向尺寸与角向尺寸基准的转换,t形环状键槽15的下部环槽用于安装t型螺母12;小端的上表面开设有小端面向心直键槽13,用于周向转接滑块2分度时的角向定位;大端的下表面开设有大端面向心直键槽16,用于基座主体1在机床上的定位。本实施例中的小端面向心直键槽13的数量为四个,沿t形环状键槽15的周向均布;本实施例中的大端面向心直键槽16的数量为四个,沿大端的周向均布。
[0036]
如图5所示,所述周向定位转接滑块6下表面开设有圆弧键,周向定位转接滑块6的上表面开设有十字键槽,圆弧键与基座主体1的小端面开设的t形环状键槽15的上部环槽配合,周向定位转接滑块6能够沿着t形环状键槽15滑动。圆弧键与t形环状键槽15的配合,将基座主体1的径向基准转换到周向定位转接滑块6上表面的十字键槽的中心处。所述周向定位转接滑块6的中心沿高度方向开设有通孔,用于压紧固定。所述周向定位转接滑块6的内外两侧的角向中心位置沿高度方向开设有垂直键槽,垂直键槽内安装有一字键与小端面向心直键槽13配合,将基座主体1的角向基准转换到周向定位转接滑块6上表面的十字键槽的中心处。
[0037]
如图5所示,所述周向转接滑块2下表面开设有圆弧键,周向转接滑块2的上表面开设有十字键槽,圆弧键与基座主体1的小端面开设的t形环状键槽15的上部环槽配合,周向转接滑块2能够沿着t形环状键槽15滑动。圆弧键与t形环状键槽15的配合,将基座主体1的径向基准转换到周向转接滑块2上表面的十字键槽的中心处。所述周向转接滑块2的中心沿高度方向开设有通孔,用于压紧固定。
[0038]
所述伸长板7上表面用于待加工零件17轴向定位的平面,伸长板7的上表面和下表面均开设有十字键槽,伸长板7下表面的十字键槽内安装十字键与周向定位转接滑块6或周向转接滑块2上表面的十字键槽配合,将基座主体1的径向与角向尺寸基准转换到伸长板7上表面的十字键槽的中心处。所述伸长板7另一端安装有键定位轴10,键定位轴10下表面开设有十字键槽,十字键槽内安装有一字键,与伸长板7上表面十字键槽中向心的键槽配合,键定位轴10可以沿着伸长板7上表面十字键槽中向心的键槽滑动。通过安装有一字键的键定位轴10,键定位轴10的移动可以调整定位止口的大小,使键定位轴10侧面与待加工零件17的侧面接触,对其进行定位。
[0039]
所述伸长板7中部沿高度方向开设有直通孔。
[0040]
在固定时工作台电火花线切割机床加工时,将伸长板7的一端朝向工装的中心,另一端与基座主体1的小端的外圆齐平,钼丝在基座主体1内侧进行直线插补加工出所需的尺寸。在旋转式工作台的电火花线切割机床加工时,将伸长板7的一端朝向工装的外侧,另一端与基座主体1的小端的内圆齐平,钼丝在基座主体1内侧进行直线插补加工出所需的尺寸。
[0041]
所述周向转接滑块2上部的伸长板7上表面十字键槽中向心的键槽内安装有t型螺钉,t型螺钉上安装有压紧件9,用于待加工零件17的装夹和压紧。
[0042]
所述周向定位转接滑块6上部的伸长板7上表面十字键槽中向心的键槽内安装有t型螺钉,t型螺钉上安装有导向件8,用于待加工零件17的导向和装夹。
[0043]
本实施例中待加工的环段类零件为八段,共设置有七个周向转接滑块2和一个周向定位转接滑块6,共设置有四个键定位轴10。
[0044]
所述定位接头11下表面开设有十字键槽,伸长板7上表面的十字键槽内安装有十字键,与定位接头11下表面的十字键槽配合,将基座主体1的径向与角向尺寸基准转换到定位接头11的中心处。所述定位接头11中部沿高度方向开设有通孔,螺钉依次穿过定位接头11、伸长板7、周向定位转接滑块6或周向转接滑块2,与t形环状键槽15内的t型螺母12配合进行压紧。
[0045]
所述基座主体1大端沿其高度方向对称开设有基准孔4,用于周向转接滑块2分度时的角向定位;所述基座主体1大端中位于基准孔4两侧的侧面为基准面5,相对于基座主体1的中心对称,用于整个工装的找正。本实施例中所述基准孔4的大小为φ21h7。
[0046]
所述基座主体1小端的内圆和外圆面上设有角向刻度线14,用于周向转接滑块2的快速分度。
[0047]
所述周向转接滑块2的内外两侧的角向中心位置设有角向中心刻线3,用于周向转接滑块2的快速分度。
[0048]
加工时,根据待加工零件17的段数安装相应数量的周向定位转接滑块6、周向转接滑块2、伸长板7和定位接头11,所述周向定位转接滑块6和周向转接滑块2的总数量与待加工零件17的段数相等,其中周向定位转接滑块6的数量大于1。伸长板7的分度方式有三种,第一种是将周向转接滑块2内外两侧的角向中心刻线3与基座主体1小端内圆、外圆的角向刻度线14进行对照,实现快速分度;第二种是用基座主体1小端的一个小端面向心键槽作为0度位置,将0度位置的小端面向心键槽作为角向零点,对周向转接滑块2和伸长板7按相应的角度进行分度,分度是通过测量所需分度的定位接头11与角向零点处的周向定位转接滑块6上的定位接头11的中心距,从而实现伸长板7的精确分度;第三种是在基准孔4内插入定位销,通过测量定位销与键定位轴10的中心距实现伸长板7的精确分度。
[0049]
采用上述一种用于环段类零件切断加工的万能工装,在固定式工作台的电火花线切割机床上加工,具体包括以下步骤:
[0050]
步骤一:将基座主体1安装到机床工作台上,拉直基座主体1大端的定位块两侧的基准面5,将工装找正。
[0051]
步骤二:根据待加工零件17的段数安装相应数量的周向定位转接滑块6、周向转接滑块2、伸长板7和定位接头11,将伸长板7的一端朝向工装的中心,另一端与基座主体1的小端的外圆齐平。
[0052]
步骤三:对伸长板7进行分度,伸长板7的分度方式有三种,第一种是将周向转接滑块2内外两侧的角向中心刻线3与基座主体1小端内圆、外圆的角向刻度线14进行对照,实现快速分度;第二种是用基座主体1小端的一个小端面向心键槽作为0度位置,将0度位置的小端面向心键槽作为角向零点,对周向转接滑块2和伸长板7按相应的角度进行分度,分度是通过测量所需分度的定位接头11与角向零点处的周向定位转接滑块6上的定位接头11的中心距,从而实现伸长板7的精确分度;第三种是在基准孔4内插入定位销,通过测量定位销与键定位轴10的中心距实现伸长板7的精确分度。本实施例中采用第二种分度方式。
[0053]
步骤四:将朝向工装的中心的伸长板7一端通过一字键安装键定位轴10,安装有一字键的键定位轴10在伸长板7的向心的键槽内移动,通过测量键定位轴10与定位接头11的中心距精确调整止口大小。
[0054]
步骤五:安装并压紧待加工零件17:将待加工零件17放在伸长板7的上表面上,侧面与键定位轴10侧面接触,然后将压紧件9和导向件8压紧在待加工零件17上表面。
[0055]
步骤六:钼丝在基座主体1内侧进行x轴与z轴的直线插补加工出所需尺寸。
[0056]
采用上述一种用于环段类零件切断加工的万能工装,在旋转式工作台的电火花线切割机床上加工,具体包括以下步骤:
[0057]
步骤一:将基座主体1安装到机床工作台上,拉直基座主体1大端的定位块两侧的基准面5,将工装找正。
[0058]
步骤二:根据待加工零件17的段数安装相应数量的周向定位转接滑块6、周向转接滑块2、伸长板7和定位接头11,将伸长板7的一端朝向工装的外侧,另一端与基座主体1的小端的内圆齐平。
[0059]
步骤三:对伸长板7进行分度,伸长板7的分度方式有三种,第一种是将周向转接滑块2内外两侧的角向中心刻线3与基座主体1小端内圆、外圆的角向刻度线14进行对照,实现快速分度;第二种是用基座主体1小端的一个小端面向心键槽作为0度位置,将0度位置的小端面向心键槽作为角向零点,对周向转接滑块2和伸长板7按相应的角度进行分度,分度是通过测量所需分度的定位接头11与角向零点处的周向定位转接滑块6上的定位接头11的中心距,从而实现伸长板7的精确分度;第三种是在基准孔4内插入定位销,通过测量定位销与键定位轴10的中心距实现伸长板7的精确分度。本实施例中采用第二种分度方式。
[0060]
步骤四:将朝向工装的中心的伸长板7一端通过一字键安装键定位轴10,安装有一字键的键定位轴10在伸长板7的向心的键槽内移动,通过测量键定位轴10与定位接头11的中心距精确调整止口大小。
[0061]
步骤五:安装并压紧待加工零件17:将待加工零件17安装在伸长板7上,待加工零件17放在伸长板7的上表面上,侧面与键定位轴10侧面接触,然后将压紧件9和导向件8压紧在待加工零件17上表面。
[0062]
步骤六:钼丝在基座主体1内侧进行x轴与z轴的直线插补加工出所需尺寸。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。