1.本发明属于机械加工领域领域,特别是涉及一种用于壳体工件钻孔攻丝的夹具。
背景技术:
2.现有机械加工过程中对于壳体工件难以实现定位夹紧固定,无法通过一套装夹工装实现工件的全部工序加工,无法实现工件的钻孔和攻丝。
技术实现要素:
3.本发明为了解决现有技术中的问题,提出一种用于壳体工件钻孔攻丝的夹具。
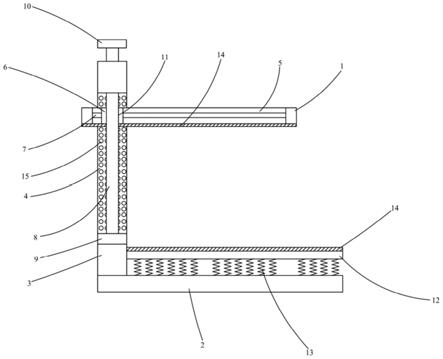
4.为实现上述目的,本发明采用以下技术方案:一种用于壳体工件钻孔攻丝的夹具,它包括夹具体和钻孔板,所述夹具体上端与钻孔板固定连接,所述钻孔板上设置有快换钻套,所述夹具体上开设有定位孔,所述定位孔周向均布有多个夹持机构,所述夹持机构包括套筒、双头螺栓、弹簧和钩形压板,所述套筒穿过夹具体并相连,所述双头螺栓穿过套筒并相连,所述钩形压板穿接在双头螺栓上,所述弹簧设置在钩形压板与套筒之间,所述双头螺栓上端与带肩六角头螺母相连。
5.更进一步的,所述夹具体上设置有支承机构,所述支承机构包括螺钉支座、六角头支承和螺母,所述螺钉支座与夹具体相连,所述六角头支承穿过螺钉支座并相连,所述六角头支承后端与螺母相连。
6.更进一步的,所述钻孔板通过第二圆柱销、弹簧垫圈和螺栓与夹具体相连。
7.更进一步的,所述快换钻套数量为两个。
8.更进一步的,所述快换钻套通过钻套螺钉与钻孔板相连。
9.更进一步的,所述套筒通过第一圆柱销与夹具体相连。
10.更进一步的,所述双头螺栓通过紧定螺钉与套筒相连。
11.更进一步的,所述夹持机构数量为四个。
12.与现有技术相比,本发明的有益效果是:本发明解决了现有壳体工件夹具无法实现工件的钻孔和攻丝的问题。该夹具定位完全,且设计基准与定位基准重合,符合“基准重合原则”。四个角落处的钩形压板设计,不仅使得结构紧凑,而且也使得夹紧更加牢固可靠。所以该夹具也可以对工件进行钻镗加工。
附图说明
13.图1为本发明所述的一种用于壳体工件钻孔攻丝的夹具主视结构示意图;
14.图2为本发明所述的图1中侧向剖视结构示意图;
15.图3为本发明所述的图2中k向结构示意图;
16.图4为本发明所述的图1中n
‑
n向结构示意图;
17.图5为本发明所述的图1中m
‑
m向结构示意图;
18.图6为本发明所述的图3中q
‑
q向结构示意图;
19.图7为本发明所述的一种用于壳体工件钻孔攻丝的夹具立体结构示意图;
20.图8为本发明所述的一种用于壳体工件钻孔攻丝的夹具爆炸结构示意图;
21.图9为本发明所述的工件立体结构示意图;
22.图10为本发明所述的工件装夹位置结构示意图;
[0023]1‑
夹具体,2
‑
工件,3
‑
螺钉支座,4
‑
六角头支承,5
‑
螺母,6
‑
套筒,7
‑
第一圆柱销,8
‑
双头螺栓,9
‑
紧定螺钉,10
‑
弹簧,11
‑
钩形压板,12
‑
带肩六角头螺母, 13
‑
钻孔板,14
‑
第二圆柱销,15
‑
弹簧垫圈,16
‑
螺栓,17
‑
快换钻套,18
‑
钻套螺钉。
具体实施方式
[0024]
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地阐述。
[0025]
参见图1
‑
10说明本实施方式,一种用于壳体工件钻孔攻丝的夹具,它包括夹具体1和钻孔板13,所述夹具体1上端与钻孔板13固定连接,所述钻孔板 13上设置有快换钻套17,所述夹具体1上开设有定位孔,所述定位孔周向均布有多个夹持机构,所述夹持机构包括套筒6、双头螺栓8、弹簧10和钩形压板 11,所述套筒6穿过夹具体1并相连,所述双头螺栓8穿过套筒6并相连,所述钩形压板11穿接在双头螺栓8上,所述弹簧10设置在钩形压板11与套筒6 之间,所述双头螺栓8上端与带肩六角头螺母12相连。
[0026]
本实施例所述夹具体1上设置有支承机构,所述支承机构包括螺钉支座3、六角头支承4和螺母5,所述螺钉支座3与夹具体1相连,所述六角头支承4 穿过螺钉支座3并相连,所述六角头支承4后端与螺母5相连,所述钻孔板13 通过第二圆柱销14、弹簧垫圈15和螺栓16与夹具体1相连,所述快换钻套17 数量为两个,所述快换钻套17通过钻套螺钉18与钻孔板13相连,所述套筒6 通过第一圆柱销7与夹具体1相连,所述双头螺栓8通过紧定螺钉9与套筒6 相连,所述夹持机构数量为四个。
[0027]
本实施例以图9和10所述壳体工件2为例,该工件2材料牌号为zl102;毛坯种类为铸件;毛坯外形尺寸为195mm
×
186mm
×
123mm;铸件毛坯飞边毛刺打磨干净,φ50以下的孔不铸出。工件2以φ180f7外圆表面作为定位基准,限制2个自由度,再以φ180f7外圆表面的台肩平面定位限制3个自由度,以凸台端面定位限制最后一个转动的自由度,完全定位。在四个角落处压紧。
[0028]
壳体工件2的φ180f7外圆柱面与夹具体1的定位孔精密配合而定位,限制 2个自由度,然后,壳体工件2的φ180f7外圆柱面台肩端平面与夹具体1的平面接触,限制3个自由度,接着壳体工件2的凸台平面与六角头支承4接触,限制转动的自由度,形成完全定位;转动钩形压板11压住工件,拧紧带肩六角螺母12压紧工件;由于四个角落处压紧,所以压紧牢固可靠;钻头通过可换钻套17的引导,即可进行钻孔加工操作。钻孔结束后,卸下可换钻套,钻头换成丝锥,即可进行攻丝操作。
[0029]
以上对本发明所提供的一种用于壳体工件钻孔攻丝的夹具,进行了详细介绍,本文中应用了具体个例对本发明的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本发明的方法及其核心思想;同时,对于本领域的一般技术人员,依据本发明的思想,在具体实施方式及应用范围上均会有改变之处,综上所述,本说明书内容不应理解为对本发明的限制。
技术特征:
1.一种用于壳体工件钻孔攻丝的夹具,其特征在于:它包括夹具体(1)和钻孔板(13),所述夹具体(1)上端与钻孔板(13)固定连接,所述钻孔板(13)上设置有快换钻套(17),所述夹具体(1)上开设有定位孔,所述定位孔周向均布有多个夹持机构,所述夹持机构包括套筒(6)、双头螺栓(8)、弹簧(10)和钩形压板(11),所述套筒(6)穿过夹具体(1)并相连,所述双头螺栓(8)穿过套筒(6)并相连,所述钩形压板(11)穿接在双头螺栓(8)上,所述弹簧(10)设置在钩形压板(11)与套筒(6)之间,所述双头螺栓(8)上端与带肩六角头螺母(12)相连。2.根据权利要求1所述的一种用于壳体工件钻孔攻丝的夹具,其特征在于:所述夹具体(1)上设置有支承机构,所述支承机构包括螺钉支座(3)、六角头支承(4)和螺母(5),所述螺钉支座(3)与夹具体(1)相连,所述六角头支承(4)穿过螺钉支座(3)并相连,所述六角头支承(4)后端与螺母(5)相连。3.根据权利要求1所述的一种用于壳体工件钻孔攻丝的夹具,其特征在于:所述钻孔板(13)通过第二圆柱销(14)、弹簧垫圈(15)和螺栓(16)与夹具体(1)相连。4.根据权利要求1所述的一种用于壳体工件钻孔攻丝的夹具,其特征在于:所述快换钻套(17)数量为两个。5.根据权利要求1所述的一种用于壳体工件钻孔攻丝的夹具,其特征在于:所述快换钻套(17)通过钻套螺钉(18)与钻孔板(13)相连。6.根据权利要求1所述的一种用于壳体工件钻孔攻丝的夹具,其特征在于:所述套筒(6)通过第一圆柱销(7)与夹具体(1)相连。7.根据权利要求1所述的一种用于壳体工件钻孔攻丝的夹具,其特征在于:所述双头螺栓(8)通过紧定螺钉(9)与套筒(6)相连。8.根据权利要求1所述的一种用于壳体工件钻孔攻丝的夹具,其特征在于:所述夹持机构数量为四个。
技术总结
本发明提出了一种用于壳体工件钻孔攻丝的夹具,属于机械加工领域。解决了现有壳体工件夹具无法实现工件的钻孔和攻丝的问题。它包括夹具体和钻孔板,所述夹具体上端与钻孔板固定连接,所述钻孔板上设置有快换钻套,所述夹具体上开设有定位孔,所述定位孔周向均布有多个夹持机构,所述夹持机构包括套筒、双头螺栓、弹簧和钩形压板,所述套筒穿过夹具体并相连,所述双头螺栓穿过套筒并相连,所述钩形压板穿接在双头螺栓上,所述弹簧设置在钩形压板与套筒之间,所述双头螺栓上端与带肩六角头螺母相连。它主要用于壳体工件的钻孔和攻丝。连。它主要用于壳体工件的钻孔和攻丝。连。它主要用于壳体工件的钻孔和攻丝。
技术研发人员:冯纪良 陈玉文 姚素芹 叶伟
受保护的技术使用者:常州机电职业技术学院
技术研发日:2021.07.23
技术公布日:2021/11/8
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。