1.本发明涉及跑步机加工技术领域,更具体地说,它涉及跑步机手把连接横杆的铸造工艺。
背景技术:
2.跑步机是称为跑步机器的运动器材。跑步机使用沿着无限的轨道旋转的带在小空间内提供步行或跑步锻炼的效果,并因此广泛用于家庭或体育中心。由于跑步机允许用户即使在冬天也能在室内在适当的温度下进行步行或跑步锻炼,并允许任意控制跑步速度,因此对跑步机的需求不断增加。
3.跑步机的结构大体相近,包含两侧的手把,是用于手扶、搬抬操作,而在两个手把之间会设有一个横杆进行连接固定,此横杆有助于手把的稳定,要求其具有较好的强度等力学品质,并且因健身使用,难免会碰触汗渍,因此还需要其具有良好的耐腐耐锈能力。
4.现有技术中,横杆的铸造方法较为传统,加工出的横杆力学性能、耐腐耐锈能力较差,因此亟需研发出一种可提高耐腐耐锈能力的横杆的铸造工艺。
技术实现要素:
5.针对现有技术存在的不足,本发明的目的在于提供跑步机手把连接横杆的铸造工艺,此工艺加工出的连接横杆力学品质好,且自身具有很强的耐腐耐锈能力。
6.为实现上述目的,本发明提供了如下技术方案:跑步机手把连接横杆的铸造工艺,包括如下步骤:(1)合金熔炼处理:对合金进行熔炼,期间加入改性剂,随后除气后出炉备用;(2)浇注处理:采用低压浇铸的方法进行模具浇铸,期间还进行了超声处理,完成后取出冷却备用;(3)热处理:进行升温热处理,然后再进行水淬冷却,最后自然冷却至室温备用;(4)时效处理:自然冷却完成后进行人工时效处理,完成后再进行打磨,检验合格后即可。
7.通过采用上述技术方案,能够对手把连接横杆进行快速的加工成型,并赋予了其很好的力学、化学性能,避免了再加工、流程复杂的问题。
8.进一步的,步骤(1)中所述的合金包括如下对应重量百分比的成分:8.0~9.5%硅、0.1~0.2%铁、0.3~0.5%镁、0.1~0.3%铜、0.4~0.7%锰、0.01~0.04%钛、0.01~0.03%硼、0.1~0.4%杂质,余量为铝。
9.通过采用上述技术方案,选定合适配方的合金,保证了横杆的基础性能和可加工性,为后续的加工奠定了基础。
10.进一步的,步骤(1)中所述的改性剂的加入量是合金总质量的0.5~1%;所述改性剂加入时对应炉内的温度为750~760℃。
11.通过采用上述技术方案,使用的改性剂能够提升铝合金流体的流动性能和热处理后的稳定性,同时还能促进铝合金晶粒的细化,提升晶粒的均匀性,增强整体的耐磨、耐腐蚀等特性。
12.进一步的,所述的改性剂是由如下对应重量份的成分组成:20~25份锶、10~15份铬、1~3份钇、4~8份银。
13.通过采用上述技术方案,严格配伍的元素成分,更好的达到了上述效果。
14.进一步的,步骤(1)中所述的除气时控制炉内的温度为760~770℃;出炉时控制出炉的温度为725~735℃。
15.进一步的,步骤(2)中所述的浇铸时控制浇铸的温度为700~710℃,控制压力为0.2~0.25mpa。
16.进一步的,步骤(2)中所述的超声处理时控制超声的频率为700~800khz。
17.通过采用上述技术方案,利用超声波促进熔体的流动和气泡的消除,加快了加工的速度,提高了产品的良率。
18.进一步的,步骤(3)中所述的升温热处理具体是先于3.5~4h内将温度升至500~520℃,然后在此温度下保温处理5~7h。
19.进一步的,步骤(3)中所述的水淬冷却处理具体是,将合金放入到水淬液中,处理5~8min;所述的水淬液是由如下对应重量份的成分组成:3~6份纳米碳化钛、0.3~0.5份十六烷基三甲基溴化铵、1~1.5份焦磷酸钠、1~2份硅烷偶联剂、260~300份去离子水。
20.通过采用上述技术方案,以特殊的水淬液进行水淬,一方面能够加快水淬速度,降低应力和不良率,另一方面又能改善铝合金的表面品质特性,提高其耐候性及稳定性。
21.进一步的,步骤(4)中所述的人工时效处理是于150~160℃的条件下保温处理5~6h。
22.综上所述,与现有技术相比,本发明具有以下有益效果:本发明提供了跑步机手把连接横杆的铸造工艺,此工艺能够快速的实现手把连接横杆的加工制造,并且制造出的产品具有力学品质好、耐腐防锈能力强、使用性能稳定性等优点,且此工艺方法较为简单,易于推广应用,极具市场竞争力。
具体实施方式
23.下面结合实施例,对本发明进行详细描述。
24.实施例1:跑步机手把连接横杆的铸造工艺,包括如下步骤:(1)合金熔炼处理:对合金进行熔炼,期间加入改性剂,随后除气后出炉备用;(2)浇注处理:采用低压浇铸的方法进行模具浇铸,期间还进行了超声处理,完成后取出冷却备用;(3)热处理:
进行升温热处理,然后再进行水淬冷却,最后自然冷却至室温备用;(4)时效处理:自然冷却完成后进行人工时效处理,完成后再进行打磨,检验合格后即可。
25.步骤(1)中的合金包括如下对应重量百分比的成分:8.0%硅、0.1~0.2%铁、0.3%镁、0.1%铜、0.4%锰、0.01%钛、0.01%硼、0.1%杂质,余量为铝。
26.步骤(1)中的改性剂的加入量是合金总质量的0.5%;改性剂加入时对应炉内的温度为750℃。
27.改性剂是由如下对应重量份的成分组成:20份锶、10份铬、1份钇、4份银。
28.步骤(1)中的除气时控制炉内的温度为760℃;出炉时控制出炉的温度为725℃。
29.步骤(2)中的浇铸时控制浇铸的温度为700℃,控制压力为0.2mpa。
30.步骤(2)中的超声处理时控制超声的频率为700khz。
31.步骤(3)中的升温热处理具体是先于3.5h内将温度升至500℃,然后在此温度下保温处理5h。
32.步骤(3)中的水淬冷却处理具体是,将合金放入到水淬液中,处理5min;所述的水淬液是由如下对应重量份的成分组成:3份纳米碳化钛、0.3份十六烷基三甲基溴化铵、1份焦磷酸钠、1份硅烷偶联剂、260份去离子水。
33.步骤(4)中的人工时效处理是于150~160℃的条件下保温处理5h。
34.实施例2:跑步机手把连接横杆的铸造工艺,包括如下步骤:(1)合金熔炼处理:对合金进行熔炼,期间加入改性剂,随后除气后出炉备用;(2)浇注处理:采用低压浇铸的方法进行模具浇铸,期间还进行了超声处理,完成后取出冷却备用;(3)热处理:进行升温热处理,然后再进行水淬冷却,最后自然冷却至室温备用;(4)时效处理:自然冷却完成后进行人工时效处理,完成后再进行打磨,检验合格后即可。
35.步骤(1)中的合金包括如下对应重量百分比的成分:9.0%硅、0.15%铁、0.4%镁、0.2%铜、0.6%锰、0.03%钛、0.02%硼、0.3%杂质,余量为铝。
36.步骤(1)中的改性剂的加入量是合金总质量的0.8%;改性剂加入时对应炉内的温度为755℃。
37.改性剂是由如下对应重量份的成分组成:23份锶、12份铬、2份钇、6份银。
38.步骤(1)中的除气时控制炉内的温度为765℃;出炉时控制出炉的温度为730℃。
39.步骤(2)中的浇铸时控制浇铸的温度为705℃,控制压力为0.23mpa。
40.步骤(2)中的超声处理时控制超声的频率为770khz。
41.步骤(3)中的升温热处理具体是先于3.8h内将温度升至510℃,然后在此温度下保温处理6h。
42.步骤(3)中的水淬冷却处理具体是,将合金放入到水淬液中,处理7min;所述的水
淬液是由如下对应重量份的成分组成:5份纳米碳化钛、0.4份十六烷基三甲基溴化铵、1.3份焦磷酸钠、1.5份硅烷偶联剂、280份去离子水。
43.步骤(4)中的人工时效处理是于150~160℃的条件下保温处理5.5h。
44.实施例3:跑步机手把连接横杆的铸造工艺,包括如下步骤:(1)合金熔炼处理:对合金进行熔炼,期间加入改性剂,随后除气后出炉备用;(2)浇注处理:采用低压浇铸的方法进行模具浇铸,期间还进行了超声处理,完成后取出冷却备用;(3)热处理:进行升温热处理,然后再进行水淬冷却,最后自然冷却至室温备用;(4)时效处理:自然冷却完成后进行人工时效处理,完成后再进行打磨,检验合格后即可。
45.步骤(1)中的合金包括如下对应重量百分比的成分:9.5%硅、0.2%铁、0.5%镁、0.3%铜、0.7%锰、0.04%钛、0.03%硼、0.4%杂质,余量为铝。
46.步骤(1)中的改性剂的加入量是合金总质量的1%;改性剂加入时对应炉内的温度为760℃。
47.改性剂是由如下对应重量份的成分组成:25份锶、15份铬、3份钇、8份银。
48.步骤(1)中的除气时控制炉内的温度为770℃;出炉时控制出炉的温度为735℃。
49.步骤(2)中的浇铸时控制浇铸的温度为710℃,控制压力为0.25mpa。
50.步骤(2)中的超声处理时控制超声的频率为800khz。
51.步骤(3)中的升温热处理具体是先于4h内将温度升至520℃,然后在此温度下保温处理7h。
52.步骤(3)中的水淬冷却处理具体是,将合金放入到水淬液中,处理8min;所述的水淬液是由如下对应重量份的成分组成:6份纳米碳化钛、0.5份十六烷基三甲基溴化铵、1.5份焦磷酸钠、2份硅烷偶联剂、300份去离子水。
53.步骤(4)中的人工时效处理是于150~160℃的条件下保温处理6h。
54.对比实施例1本对比实施例1与实施例2相比,区别仅在于,步骤(1)中省去了改性剂中的成分钇,除此外的方法步骤均相同。
55.对比实施例2本对比实施例2与实施例2相比,区别仅在于,步骤(1)中省去了改性剂,除此外的方法步骤均相同。
56.对比实施例3本对比实施例3与实施例2相比,区别仅在于,步骤(3)中用普通的清水取代水淬液,除此外的方法步骤均相同。
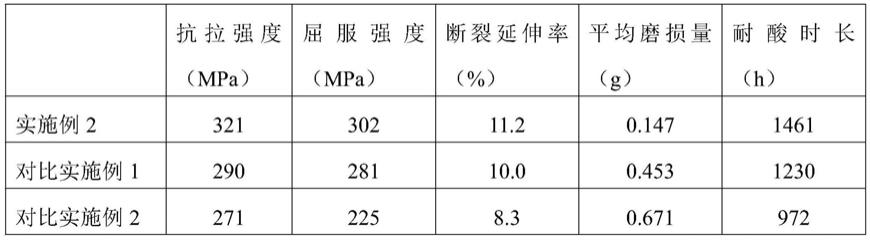
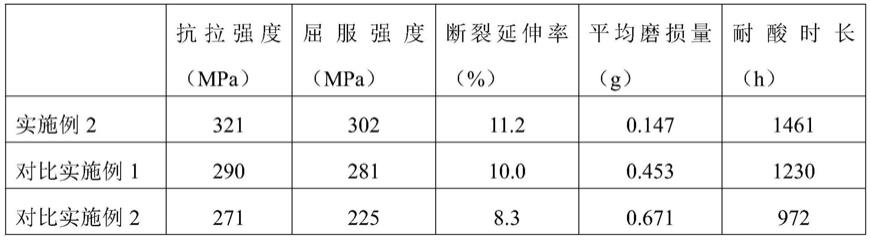
57.为了对比本发明效果,对上述实施例2、对比实施例1、对比实施例2、对比实施例3对应制得的手把连接横杆进行性能测试,具体结果如下表1所示:
表1表1注:上表1中所述的抗拉强度、屈服强度和断裂延伸率均是根据国标进行测定;所述的平均磨损量是对横杆表面进行磨损实验测得,实验具体是用盘削式磨损试验机对横杆表面进行磨损测试,试验的载荷为80n,转速为600转/分,试验时间为60min;所述的耐酸时长是指用质量分数为5%的硫酸溶液浸泡处理,保持温度为35℃,观察横杆表面无变化的持续时长,以此对比其耐酸特性。
58.由上表1可以看出,本发明方法制得的手把连接横杆的综合品质有着显著的改善和增强,相较于现有常规方式加工的方法,不仅具有产品性能优势,还具有加工工序少的特点,极具市场竞争力。
59.本具体实施方式的实施例均为本发明的较佳实施例,并非依此限制本发明的保护范围,故:凡依本发明的结构、形状、原理所做的等效变化,均应涵盖于本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。