1.本实用新型涉及冲压模具技术领域,特别是涉及一种用于环状工件端面修毛边的冲压模具。
背景技术:
2.如图1所示,为一种通过连续模的折弯、冲孔等工艺加工而成的环状工件。该环状工件具有一环形侧壁7以及形成于环形侧壁7的内部的环形凸起72。该环形侧壁7的内侧壁和顶面的交汇处形成毛边71。该毛边71尖锐锋利,需要将该毛边71进行修理,以满足工艺需求。
技术实现要素:
3.针对上述存在的技术问题,本实用新型的目的是:提出了一种用于环状工件端面修毛边的冲压模具,通过倒角的方式,对环状工件的毛边进行修理,毛边处理速度快,效率高,有效适应连续模的生产加工。
4.本实用新型的技术解决方案是这样实现的:一种用于环状工件端面修毛边的冲压模具,包括上模组件和下模组件;所述上模组件包括上模座、固定于上模座底部的上夹板、活动设置于上夹板下方的脱背板、固定于脱背板底部的脱料板以及连接于上夹板与脱背板之间的第一复位弹簧;所述下模组件包括下模座、固定于下模座上的下垫板以及固定于下垫板上的下夹板;
5.所述上夹板上设有冲压头;所述冲压头活动穿设于所述脱背板和脱料板;所述冲压头包括底部端面、与底部端面相连的环形侧面、连接于环形侧面上端的环形斜面;所述环形斜面的上端朝远离冲压头的中心位置的方向延伸;
6.所述下夹板上对应冲压头设有凹腔;所述凹腔内上下活动设有顶板;所述顶板与下模座之间设有第二复位弹簧。
7.进一步的,所述环形斜面的倾斜方向与冲压头的中心轴线之间呈45
°
夹角。
8.进一步的,所述下模座的底面上设有固定板;所述固定板上设有定位杆;所述定位杆的上端穿过所述下模座、下垫板和下夹板,并延伸至下夹板的上方;所述脱料板上对应所述定位杆设有定位沉孔。
9.进一步的,所述下夹板上设有上下贯穿下夹板的安装孔;所述安装孔中设有镶嵌件;所述凹腔形成于所述镶嵌件上。
10.进一步的,所述镶嵌件上位于凹腔的下方设有安装腔;所述顶板设置于安装腔中,且与镶嵌件上下滑动连接;所述顶板的上端活动出入所述凹腔;所述安装腔的底部设有敞口;当所述上模组件与下模组件位于合模状态时,所述顶板的顶面与凹腔的底面相平齐,且所述顶板的底面抵接于所述下垫板上。
11.进一步的,所述底部端面与环形侧面的相交处设有圆角。
12.进一步的,所述冲压头的底部端面上设有避让槽。
13.由于上述技术方案的运用,本实用新型与现有技术相比具有下列优点:本实用新型通过冲压头的配合使用,在冲压头上设计有环形斜面。在上模组件与下模组件合模时,该环形斜面能够压合在环状工件的毛边处,从而通过倒角的方式,对环状工件的毛边进行修理。通过模具冲压加工的方式,修毛边的处理速度快,处理效率高,有效适应连续模的生产加工。
附图说明
14.下面结合附图对本实用新型技术方案作进一步说明:
15.图1为背景技术中的环形工件的三维结构示意图;
16.图2为图1的横截面示意图;
17.图3为图2加工后的横截面示意图;
18.图4为本实用新型的主视图结构示意图;
19.图5为本实用新型的冲压头的主视图结构示意图;
20.图6为图5中的a处放大图;
21.图7为本实用新型的下模组件的主视图结构示意图;
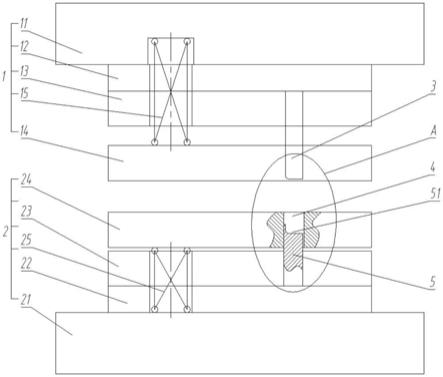
22.图8为本实用新型在合模状态时的主视图结构示意图;
23.图9为图8中的b处放大图;
24.其中:1、上模组件;11、上模座;12、上垫板;13、上夹板;14、脱背板; 15、脱料板;16、第一复位弹簧;2、下模组件;21、下垫板;22、下夹板;3、冲压头;31、底部端面;32、环形侧面;33、环形斜面;34、避让槽;4、镶嵌件;41、凹腔;42、安装腔;5、顶板;51、第二复位弹簧;6、定位杆;61、定位沉孔;7、环形侧壁;71、毛边;72、环形凸起。
具体实施方式
25.下面结合附图对本实用新型的较佳实施例进行详细阐述,以使本实用新型的优点和特征能更易于被本领域技术人员理解,从而对本实用新型的保护范围做出更为清楚明确的界定。
26.如图4
‑
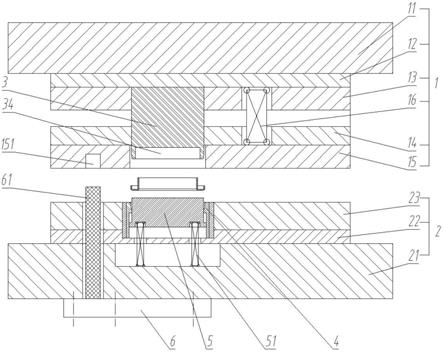
9所示为本实用新型所述的一种用于环状工件端面修毛边的冲压模具,包括上模组件1和下模组件2。上模组件1包括上模座11、固定于上模座 11底部的上夹板13、活动安装于上夹板13下方的脱背板14、固定于脱背板14 底部的脱料板15以及连接于上夹板13与脱背板14之间的第一复位弹簧16。在上夹板13和上模座11之间还安装有上垫板12。脱背板14以及脱料板15通过导向柱上下移动。第一复位弹簧16分布于上夹板13和脱背板14之间。下模组件2包括下模座21、固定于下模座21上的下垫板22以及固定于下垫板22上的下夹板23。上模组件1通过液压驱动机构的驱动,整体能够上下移动。
27.其中,所述上夹板13上安装有冲压头3。冲压头3的下端活动穿过脱背板 14和脱料板15。冲压头13包括底部端面31、与底部端面31相连的环形侧面 32、连接于环形侧面32上端的环形斜面33。环形斜面33的下端靠近冲压头3 的中心位置,环形斜面33的上端朝远离冲压头3的中心位置的方向延伸。该环形侧面32为圆柱面,环状工件的环形侧壁7具有内侧壁和外侧壁。该环形侧面 32与环形侧壁7的内侧壁相适配。环形侧面32的高度与环状侧壁7的高度相适配。该环形斜面33为圆台面结构。环形斜面33的倾斜方向(环形斜面33的母线的
延伸方向)与冲压头3的中心轴线之间呈45
°
角。底部端面31与环形侧面 32的相交处形成有圆角。该圆角与环状工件中相对应位置的圆角相适应。
28.下夹板23上对应冲压头3加工有凹腔41。该凹腔41与环状工件的外轮廓相适配,环状工件41能够通过紧密配合的方式容纳于凹腔41中。当冲压头3 的下端进入凹腔41中时,冲压头3的环形侧面与凹陷41的内周面之间形成容纳环状工件的环形侧壁7的间隙。
29.凹腔41内上下活动安装有顶板5。顶板5与下模座21之间安装有若干组第二复位弹簧51。第二复位弹簧51用于提供向上的弹性作用力,使得顶板5具有始终保持向上移动的趋势。
30.下模座21的底面上安装有固定板6。固定板6上安装有定位杆61。定位杆 61的上端穿过所下模座22、下垫板22和下夹板23,并延伸至下夹板23的上方。脱料板15上对应定位杆61加工有定位沉孔151。当上模组件1和下模组件2合模过程中,定位杆61的上端进入到定位沉孔151中。该定位杆61和定位沉孔 151相互配合,使得上模组件1和下模组件2合模过程中的位置准确可靠,且能够限制脱料板15向下移动的距离。
31.如图7所示,下夹板23上加工有上下贯穿下夹板23的安装孔。安装孔中装配有镶嵌件4。凹腔41形成于镶嵌件4上。镶嵌件4上位于凹腔41的下方加工有安装腔。顶板5安装于安装腔中,且通过导向槽滑块结构与镶嵌件4上下滑动连接。顶板5的上端活动出入凹腔41。安装腔的底部形成敞口。当上模组件1与下模组件2位于合模状态时,顶板5的顶面与凹腔41的底面相平齐,且顶板5的底面抵接于下垫板22上。当上模组件1与下模组件2位于分离状态时,在第二复位弹簧51的弹力作用下,顶板5能够将位于凹腔41中的环状工件顶出凹腔41。
32.冲压头3的底部端面31上加工有避让槽34。在冲压头下压过程中,环状工件上的环形凸台72进入到避让槽34中,从而防止环形凸台72与冲压头3发生干涉。
33.如图8、9所示,通过连续模的生产加工,环状工件移至顶板5上方的预定位置。上模组件1和下模组件2合模过程中,冲压头3下压环状工件,使得环状工件抵接到顶板5的顶面上,并进入到凹腔41中。环状工件的环形侧壁7被限位于冲压头3上的环形侧面32以及凹陷41的内周面之间。与此同时,冲压头3上的环形斜面33同步下压环状工件的毛边71位置,将该毛边71下压成斜角(如图3所示),以完成修毛边作业。作业完成后,上模组件1和下模组件2 相脱离,顶板5将环状工件顶出凹腔。
34.本实施例通过倒角的方式,对环状工件的毛边进行修理,通过模具冲压加工的方式,修毛边的处理速度快,处理效率高,有效适应连续模的生产加工。
35.以上所述仅为本实用新型的实施例,并非因此限制本实用新型的专利范围,凡是利用本实用新型说明书内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本实用新型的专利保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。