1.本实用新型涉及压铸设备技术领域,尤其公开了一种锁模力自动调节装置。
背景技术:
2.压铸设备在生产过程中,每一次压铸都需要对动模和定模进行锁紧,动模和定模的缩合锁模力应该要处于一个合理的范围才能保证生产的顺利进行,若锁模力过大,会导致电能的浪费以及设备成品过大,而锁模力太小,同样也会导致压铸生产的废品率太高,而现有技术中的压铸设备都没有很好地控制实际锁模力在设定范围内。
技术实现要素:
3.为了克服现有技术中存在的缺点和不足,本实用新型的目的在于提供一种结构简单,测量精确,能保证实际锁模力在设定值范围内的锁模力自动调节装置。
4.为实现上述目的,本实用新型的一种锁模力自动调节装置,包括有第一检测单元、控制主单元以及调节单元,所述第一检测单元、调节单元分别与控制主单元电性连接,所述控制主单元用于接收第一检测单元检测到的数据信息并识别分析以调控所述调节单元,还包括有位于锁模机构上的导柱,所述第一检测单元设置于所述导柱上,并用于检测所述导柱上的拉伸量,所检测到的拉伸量输送至所述控制主单元上,并经过控制主单元的识别分析以调控所述调节单元;
5.所述调节单元包括有调模螺母,所述调模螺母可转动地套设于所述导柱上,所述控制主单元用于调控所述调节单元相对所述导柱转动以调节锁模力,所述调模螺母上设置有用于检测其转动幅度的第二检测单元;
6.所述控制主单元连接有反馈单元,所述反馈单元用于显示实际锁模力的大小。
7.进一步地,所述第一检测单元包括有锁模力感测器,所述锁模力感测器套设于所述导柱上,所述锁模力感测器用于检测所述导柱的拉伸量的数据信息,并将该数据信息传送至所述控制主单元,并与控制主单元中预设的设定值进行对比分析,以输出控制指令调控所述调节单元。
8.进一步地,所述调节单元还包括有调节电机,所述调节电机的输出端连接有第一齿轮,所述第一齿轮经由第二齿轮与调模螺母传动连接,所述第一齿轮与第二齿轮啮合传动,所述第二齿轮套设于所述调模螺母的外侧,并与调模螺母啮合传动,所述调节电机用于驱动所述调模螺母相对导柱转动以调节锁模力。
9.进一步地,所述第二检测单元包括有电阻式薄膜压力传感器,所述调模螺母经由第一平面轴承连接有弹性连接件,所述弹性连接件上贴设有所述电阻式薄膜压力传感器,所述电阻式薄膜压力传感器用于检测所述调模螺母转动的幅度,所述弹性连接桥经由第二平面轴承与锁模机构上的固定件连接。
10.进一步地,所述调模螺母上设置有凸部,所述凸部用于与所述第一平面轴承抵触贴设安装。
11.进一步地,所述反馈单元包括有连接于控制主单元并用于显示实际锁模力大小的显示终端。
12.本实用新型的有益效果:本实用新型中,采用第一检测单元以检测实际锁模力的大小,并将实际锁模力的大小反馈给控制主单元,进而,控制主单元控制实际锁模力在设定值范围内,提高模具生产产品的质量,也满足了不同压铸件对不同锁模力的要求,且这一过程无需人工操作,简单方便,安全快捷;且本实用新型还设置有用于检测调模螺母的转动幅度的第二检测单元,所述第二检测单元用于检测并反馈调模螺母的转动幅度,避免因其转动的速度过快而造成各部件的使用寿命的缩短,有效地保护了各部件,延长了本实用新型的使用寿命;控制主单元计算出的实际锁模力的大小,可经由反馈单元输出,便于工作人员实时了解到实际的锁模力,清楚便利。
附图说明
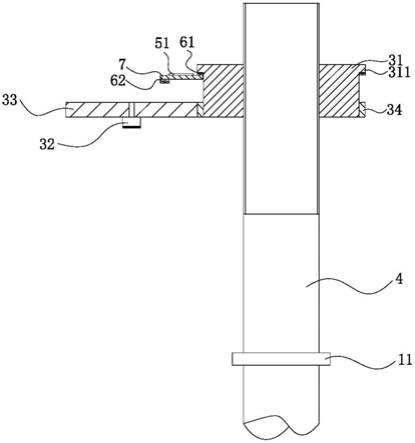
13.图1为本实用新型的结构示意图;
14.图2为本实用新型的工作原理框图。
15.附图标记包括:
16.1—第一检测单元
ꢀꢀꢀꢀꢀꢀ
11—锁模力感测器
ꢀꢀꢀꢀꢀ
2—控制主单元
17.3—调节单元
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
31—调模螺母
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
32—调节电机
18.33—第一齿轮
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
34—第二齿轮
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
4—导柱
19.5—第二检测单元
ꢀꢀꢀꢀꢀꢀ
51—电阻式薄膜压力传感器
20.61—第一平面轴承
ꢀꢀꢀꢀꢀ
62—第二平面轴承
ꢀꢀꢀꢀꢀ
7—弹性连接件
21.8—反馈单元
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
81—显示终端。
具体实施方式
22.为了便于本领域技术人员的理解,下面结合实施例及附图对本实用新型作进一步的说明,实施方式提及的内容并非对本实用新型的限定。
23.请参阅图1至图2所示,本实用新型的一种锁模力自动调节装置,包括有第一检测单元1、控制主单元2以及调节单元3,所述第一检测单元1、调节单元3分别与控制主单元2电性连接,所述控制主单元2用于接收第一检测单元1检测到的数据信息并识别分析以调控所述调节单元3,还包括有位于锁模机构上的导柱4。具体地,该锁模力自动调节装置安装于锁模机构上,根据第一检测单元1检测到的数据信息以调控所述调节单元3,以对锁模力进行自动调节,以满足不同压铸件的锁模力的要求。
24.所述第一检测单元1设置于所述导柱4上,并用于检测所述导柱4上的拉伸量,需要知道的是,在生产过程中,锁模力的测量方法是采用导柱4的拉伸量来计算锁模力,所检测到的拉伸量输送至所述控制主单元2上,并经过控制主单元2的识别分析以调控所述调节单元3。
25.所述调节单元3包括有调模螺母31,所述调模螺母31可转动地套设于所述导柱4上,所述控制主单元2用于调控所述调节单元3相对所述导柱4转动以调节锁模力,所述调模螺母31上设置有用于检测其转动幅度的第二检测单元5。
26.所述控制主单元2连接有反馈单元8,所述反馈单元8用于显示实际锁模力的大小,
具体地,控制主单元2根据导柱的拉伸量来计算锁模力的大小,并向反馈单元8输出实际锁模力的大小,以便于工作人员了解到实际锁模力的大小,一目了然。
27.在实际使用中,所述第一检测单元1检测导柱4的拉伸量,并将检测到的该拉伸量输送至所述控制主单元2,所述控制主单元2接收该拉伸量并用于计算锁模力,计算好的锁模力与预设的设定值范围进行比较,超出设定值的范围,根据设定的锁模力的要求,输出控制指令以调控调模螺母31相对导柱4转动,以达到调节锁模力的要求;且设置于调模螺母31上的第二检测单元5用于检测其转动的幅度,若调模螺母31转动的幅度过大,则控制主单元2输出指令以控制所述调模螺母31的转动的速度,以延长本实用新型的使用寿命,降低成本,同时,也避免了因调模螺母31转速过快导致的第一检测单元1的损伤。
28.本实用新型中,采用第一检测单元1以检测实际锁模力的大小,并将实际锁模力的大小反馈给控制主单元2,进而,控制主单元2控制实际锁模力在设定值范围内,提高模具生产产品的质量,也满足了不同压铸件对不同锁模力的要求,且这一过程无需人工操作,简单方便,安全快捷;且本实用新型还设置有用于检测调模螺母31的转动幅度的第二检测单元5,所述第二检测单元5用于检测并反馈调模螺母31的转动幅度,避免因其转动的速度过快而造成各部件的使用寿命的缩短,有效地保护了各部件,延长了本实用新型的使用寿命;控制主单元2计算出的实际锁模力的大小,可经由反馈单元8输出,便于工作人员实时了解到实际的锁模力,清楚便利。
29.本实施例中,所述第一检测单元1包括有锁模力感测器11,所述锁模力感测器11套设于所述导柱4上,用于所述锁模力感测器11用于检测所述导柱4的拉伸量的数据信息,并将该数据信息传送至所述控制主单元2,并与控制主单元2中预设的设定值进行对比分析,以输出控制指令调控所述调节单元3。
30.本实施例中,所述调节单元3还包括有调节电机32,所述调节电机32的输出端连接有第一齿轮33,所述第一齿轮33经由第二齿轮34与调模螺母31传动连接,所述第一齿轮33与第二齿轮34啮合传动,所述第二齿轮34套设于所述调模螺母31的外侧,并与调模螺母31啮合传动,所述调节电机32用于驱动所述调模螺母31相对导柱4转动以调节锁模力。
31.在实际使用中,通过控制主单元2控制调节电机32的启停,进而控制所述调模螺母31的转动与否。
32.本实施例中,所述第二检测单元5包括有电阻式薄膜压力传感器51,所述调模螺母31经由第一平面轴承61连接有弹性连接件7,所述弹性连接件7上贴设有所述电阻式薄膜压力传感器51,所述电阻式薄膜压力传感器51用于检测所述调模螺母31转动的幅度,所述弹性连接桥7经由第二平面轴承62与锁模机构上的固定件连接。
33.具体地,所述电阻式薄膜压力传感器51检测调模螺母31的转动幅度,需要知道的是,调模螺母31转动幅度越大,所述电阻式薄膜压力传感器51的变形量越大,所述电阻式薄膜压力传感器51与控制主单元2电性连接,所述电阻式薄膜压力传感器51的实时电阻值传递给控制主单元2,根据预设的变形量的范围,对调节电机32进行调节,以实现电阻式薄膜压力传感器51的变形量在规定变形量的范围内。
34.本实施例中,所述调模螺母31上设置有凸部311,所述凸部311用于与所述第一平面轴承61抵触贴设安装。
35.本实施例中,所述反馈单元8包括有连接于控制主单元2并用于显示实际锁模力大
小的显示终端81,具体地,通过设置显示终端81,以便于工作人员了解到实际锁模力的大小,一目了然。
36.以上内容仅为本实用新型的较佳实施例,对于本领域的普通技术人员,依据本实用新型的思想,在具体实施方式及应用范围上均会有改变之处,本说明书内容不应理解为对本实用新型的限制。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。