1.本发明涉及磨削系统技术领域,具体为一种智能数控平台的磨削系统。
背景技术:
2.一个国家强盛的基础是工业,而工业强盛的基础是机床,为了抵抗国外的工业制裁,我国开始大力发展、研制自己的数控机床,机床的种类有很多,包括车床、铣床、磨床等。
3.经过多年的发展,目前的数控磨床已经有了显著进步,但受技术条件影响,任有不足,如:
4.1、智能化程度低,需要人工干预的步骤较多,因此容易因为不熟练或粗心出现操作问题,而这些问题,往往是在生产完成或产生较大影响后才被发现,如此增大了生产成本和危险性。
5.2、设备使用一段时间后,可能应设备震动导致部分零部件松动,如果不及时发现、调整,会影响加工精度。
技术实现要素:
6.为了克服上述现有技术的不足,本发明的目的在于提供一种智能数控平台的磨削系统,具有及时发现设备故障,且监测准确的作用。
7.本发明具备以下有益效果:
8.1、该智能数控平台的磨削系统,通过在加工前将设备数据带入系统,先进行模拟加工,判断运行过程是否合理,完成后的模型参数与预先设定的是否有误差,如有错误可及时调整,如此减少了生产不良率,也避免了因程序或模块安装错误导致设备损坏,同时模拟模型数据为后续加工的误差判断和矫正提供了基础。
9.2、该智能数控平台的磨削系统,通过在工作过程中切入冲洗模块,在磨削一段时间后,利用冲洗模块对零件表面进行冲洗,去除磨屑和磨剂颗粒的残留,防止这些干扰因素影响了扫描模块的光线反射,从而导致扫描结果出现误差,如此更有利于提高零件加工监测的精确度。
10.3、该智能数控平台的磨削系统,通过使粗糙度扫描的激光探头可以跟随模拟模型变化,这样让激光探头尽可能的与加工零件垂直,减少加工零件形状对反射光线的影响,有利用通过扫描的准确性。
11.4、该智能数控平台的磨削系统,通过形状扫描和粗糙度扫描对零件的外形和粗糙度进行扫描,在利用对比模块将这些数据和模拟模型的对应阶段数据进行对比,如果错误超过设定范围,则可能因为设备内零部件松动,产生了误差,及时停机调整,如此可及时发现设备问题,改善加工质量和效率,节约成本。
12.同时对比模块也对比实际磨屑的重量和模拟模型计算的重量,判断对应阶段磨削量,进一步保证监测的准确性。
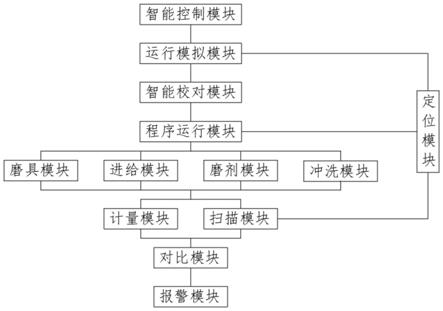
13.本发明为实现技术目的采用如下技术方案:一种智能数控平台的磨削系统,智能
控制模块,运行模拟模块,智能校对模块,程序运行模块,磨具模块,进给模块,磨剂模块,冲洗模块,计量模块,扫描模块,定位模块,对比模块,报警模块;
14.智能控制模块,用于数控程序或模型的导入编辑,和数控平台整体的模块控制;
15.运行模拟模块,用于模拟运行数控程序,判定程序的可实施性、各模块的位置和型号是否有误,可及时发现设备的错漏和故障;
16.智能校对模块,用于对磨具模块、进给模块、磨剂模块、冲洗模块错漏和故障处的校对、调整;
17.磨具模块,用于安装磨削过程所需的磨具,并识别磨具型号;
18.进给模块,用于控制磨具的移动;
19.磨剂模块,用于喷洒辅助磨具的打磨的磨剂,并识别磨剂种类;
20.冲洗模块,用于冲洗掉零件表面的磨剂和磨屑,使扫描模块测得的数据更加准确;
21.扫描模块,用于扫描加工零件的外形和粗糙度,采用的方法是光线反射,扫描模块通过两种激光探头组排列组合而成,分别进行形状扫描和粗糙度扫描,粗糙度扫描激光探头组的形状可根据运行模拟模块提供的图形信息进行形状组合调整;
22.定位模块,用于对磨具模块和进给模块进行定位,为模拟磨削和实际磨削提高了位置信息,在出现误差时也可及时调整;
23.报警模块;用于智能校对模块收到第三次校对信号或对比模块收到错误信号在时报警。
24.一种智能数控平台的磨削系统运行方法,步骤包括:
25.s1、将图像或程序信息导入智能控制模块,智能控制模块对图像或程序进行扫描分析,并根据信息装配所需的磨具、磨剂、零件,调整进给模块;
26.s2、完成准备工作后,将磨具模块、磨剂模块、进给模块、定位模块的位置、参数信息发生给运行模拟模块,运行模拟模块根据信息进行模拟运行,判断运行过程是否合理,完成后的模型参数与预先设定的是否有误差;
27.s3、如果无法运行或误差超过设定范围,则进入步骤s4,如果完美运行且误差不超过设定范围,进入步骤s6;
28.s4、智能校对模块对错误处进行调整,调整完毕后,重新开始步骤s2,如果智能校对模块调整两次后再次接收到出现错误的信号,则进入步骤s5;
29.s5、报警模块报警,通知人工检修调整;
30.s6、程序运行模块启动,定位模块重新定位,获取磨具模块、零件位置,做最后校对;
31.s7、磨具模块、进给模块、磨剂模块、冲洗模块根据指令开始运行,对零件进行磨削,这过程中计量模块和扫描模块分别开始工作;
32.s8、扫描模块的激光探头组根据模型信息调整排列形状,在冲洗模块和磨剂模块切换的间隙中,两种激光探头分别向加工零件射出光线,并接收反射回的光线,计算零件的形状和表面粗糙度;
33.s9、计量模块开始统计磨屑、磨剂、和洗剂的重量;
34.s10、对比模块根据扫描模块、计量模块反馈的信息与模拟模型信息对比,如果误差在合理范围内,进入步骤s11,如果超出误差范围,进入s5;
35.s11、等待加工完成。
36.作为优化,所述s1中用于加工的初始零件均是统一的规格标准。
37.作为优化,所述s4中如果出现的问题是空刀、撞刀、尺寸误差,则调整检测导入程序,定位模块,如果出现粗糙度问题,则检测磨具模块、磨剂模块。
38.作为优化,所述扫描模块中的形状扫描通过激光探头组范围扫描,而粗糙度扫描则通过激光探头组检修顶点扫描,两种激光探头组中间有0.1
‑
0.2s的间隔差。
39.作为优化,所述磨具模块、进给模块、磨剂模块与冲洗模块不同步工作,磨具模块、进给模块、磨剂模块同步工作30s,立即切换冲洗模块工作1s,间隔1.5s后,磨具模块、进给模块、磨剂模块再同步工作30s,如此循环,而在冲洗模块工作结束后的1秒内后,扫描模块工作0.5s。
40.作为优化,所述对比模块的详细工作步骤:
41.(1)对比模块将扫描模块每阶段探测的形状、粗糙度信息和模拟模型对应阶段的数据进行对比,查看是否超过设定误差;
42.(2)计量模块根据磨剂模块和冲洗模块反馈的流量数据,算得磨屑的净重,在根据模拟模型计算的磨屑重量进行对比判断是否磨屑过度。
附图说明
43.图1为本发明智能数控平台的磨削系统模块图。
44.图2为本发明智能数控平台的磨削系统流程图。
45.图3为本发明智能数控平台的磨削系统冲洗模块切换图。
46.图4为本发明智能数控平台的磨削系统扫描模块示意图。
47.图5为本发明智能数控平台的磨削系统运行模拟模块数据收集图。
具体实施方式
48.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
49.实施例1
50.请参阅图1
‑
2,一种智能数控平台的磨削系统,智能控制模块,运行模拟模块,智能校对模块,程序运行模块,磨具模块,进给模块,磨剂模块,冲洗模块,计量模块,扫描模块,定位模块,对比模块,报警模块;
51.智能控制模块,用于数控程序或模型的导入编辑,和数控平台整体的模块控制;
52.运行模拟模块,用于模拟运行数控程序,判定程序的可实施性、各模块的位置和型号是否有误,可及时发现设备的错漏和故障;
53.智能校对模块,用于对磨具模块、进给模块、磨剂模块、冲洗模块错漏和故障处的校对、调整;
54.磨具模块,用于安装磨削过程所需的磨具,并识别磨具型号;
55.进给模块,用于控制磨具的移动;
56.磨剂模块,用于喷洒辅助磨具的打磨的磨剂,并识别磨剂种类;
57.报警模块;用于智能校对模块收到第三次校对信号或对比模块收到错误信号在时报警。
58.一种智能数控平台的磨削系统运行方法,步骤包括:
59.s1、将图像或程序信息导入智能控制模块,智能控制模块对图像或程序进行扫描分析,并根据信息装配所需的磨具、磨剂、零件,调整进给模块;
60.s2、完成准备工作后,将磨具模块、磨剂模块、进给模块、定位模块的位置、参数信息发生给运行模拟模块,运行模拟模块根据信息进行模拟运行,判断运行过程是否合理,完成后的模型参数与预先设定的是否有误差;
61.s3、如果无法运行或误差超过设定范围,则进入步骤s4,如果完美运行且误差不超过设定范围,进入步骤s6;
62.s4、智能校对模块对错误处进行调整,调整完毕后,重新开始步骤s2,如果智能校对模块调整两次后再次接收到出现错误的信号,则进入步骤s5;
63.s5、报警模块报警,通知人工检修调整;
64.s1中用于加工的初始零件均是统一的规格标准。
65.s4中如果出现的问题是空刀、撞刀、尺寸误差,则调整检测导入程序,定位模块,如果出现粗糙度问题,则检测磨具模块、磨剂模块。
66.通过在加工前将设备数据带入系统,先进行模拟加工,判断运行过程是否合理,完成后的模型参数与预先设定的是否有误差,如有错误可及时调整,如此减少了生产不良率,也避免了因程序或模块安装错误导致设备损坏,同时模拟模型数据为后续加工的误差判断和矫正提供了基础。
67.实施例2
68.请参阅图1
‑
3,一种智能数控平台的磨削系统,智能控制模块,运行模拟模块,智能校对模块,程序运行模块,磨具模块,进给模块,磨剂模块,冲洗模块,计量模块,扫描模块,定位模块,对比模块,报警模块;
69.智能控制模块,用于数控程序或模型的导入编辑,和数控平台整体的模块控制;
70.磨具模块,用于安装磨削过程所需的磨具,并识别磨具型号;
71.进给模块,用于控制磨具的移动;
72.磨剂模块,用于喷洒辅助磨具的打磨的磨剂,并识别磨剂种类;
73.冲洗模块,用于冲洗掉零件表面的磨剂和磨屑,使扫描模块测得的数据更加准确;
74.扫描模块,用于扫描加工零件的外形和粗糙度,采用的方法是光线反射,扫描模块通过两种激光探头组排列组合而成,分别进行形状扫描和粗糙度扫描,粗糙度扫描激光探头组的形状可根据运行模拟模块提供的图形信息进行形状组合调整;
75.报警模块;用于智能校对模块收到第三次校对信号或对比模块收到错误信号在时报警。
76.一种智能数控平台的磨削系统运行方法,步骤包括:
77.s1、将图像或程序信息导入智能控制模块,智能控制模块对图像或程序进行扫描分析,并根据信息装配所需的磨具、磨剂、零件,调整进给模块;
78.s2、程序运行模块启动,定位模块重新定位,获取磨具模块、零件位置,做最后校
对;
79.s3、磨具模块、进给模块、磨剂模块、冲洗模块根据指令开始运行,对零件进行磨削,这过程中计量模块和扫描模块分别开始工作;
80.s4、扫描模块的激光探头组根据模型信息调整排列形状,在冲洗模块和磨剂模块切换的间隙中,两种激光探头分别向加工零件射出光线,并接收反射回的光线,计算零件的形状和表面粗糙度;
81.磨具模块、进给模块、磨剂模块与冲洗模块不同步工作,磨具模块、进给模块、磨剂模块同步工作30s,立即切换冲洗模块工作1s,间隔1.5s后,磨具模块、进给模块、磨剂模块再同步工作30s,如此循环,而在冲洗模块工作结束后的1s内后,扫描模块工作0.5s,这空出的1s可以使零件表面残留的水渍滴落,进一步提高扫描的精确度。
82.通过在工作过程中切入冲洗模块,在磨削一段时间后,利用冲洗模块对零件表面进行冲洗,去除磨屑和磨剂颗粒的残留,防止这些干扰因素影响了扫描模块的光线反射,从而导致扫描结果出现误差,如此更有利于提高零件加工监测的精确度。
83.实施例3
84.请参阅图1
‑
4,一种智能数控平台的磨削系统,智能控制模块,运行模拟模块,智能校对模块,程序运行模块,磨具模块,进给模块,磨剂模块,冲洗模块,计量模块,扫描模块,定位模块,对比模块,报警模块;
85.智能控制模块,用于数控程序或模型的导入编辑,和数控平台整体的模块控制;
86.运行模拟模块,用于模拟运行数控程序,判定程序的可实施性、各模块的位置和型号是否有误,可及时发现设备的错漏和故障;
87.磨具模块,用于安装磨削过程所需的磨具,并识别磨具型号;
88.进给模块,用于控制磨具的移动;
89.磨剂模块,用于喷洒辅助磨具的打磨的磨剂,并识别磨剂种类;
90.冲洗模块,用于冲洗掉零件表面的磨剂和磨屑,使扫描模块测得的数据更加准确;
91.扫描模块,用于扫描加工零件的外形和粗糙度,采用的方法是光线反射,扫描模块通过两种激光探头组排列组合而成,分别进行形状扫描和粗糙度扫描,粗糙度扫描激光探头组的形状可根据运行模拟模块提供的图形信息进行形状组合调整。
92.一种智能数控平台的磨削系统运行方法,步骤包括:
93.s1、将图像或程序信息导入智能控制模块,智能控制模块对图像或程序进行扫描分析,并根据信息装配所需的磨具、磨剂、零件,调整进给模块;
94.s2、完成准备工作后,将磨具模块、磨剂模块、进给模块、定位模块的位置、参数信息发生给运行模拟模块,运行模拟模块根据信息进行模拟运行,判断运行过程是否合理,完成后的模型参数与预先设定的是否有误差;
95.s3、程序运行模块启动,定位模块重新定位,获取磨具模块、零件位置,做最后校对;
96.s4、磨具模块、进给模块、磨剂模块、冲洗模块根据指令开始运行,对零件进行磨削,这过程中计量模块和扫描模块分别开始工作;
97.s5、扫描模块的激光探头组根据模型信息调整排列形状,在冲洗模块和磨剂模块切换的间隙中,两种激光探头分别向加工零件射出光线,并接收反射回的光线,计算零件的
形状和表面粗糙度;
98.扫描模块中的形状扫描通过激光探头组范围扫描,而粗糙度扫描则通过激光探头组检修顶点扫描,两种激光探头组中间有0.1
‑
0.2s的间隔差。
99.通过使粗糙度扫描的激光探头可以跟随模拟模型变化,这样让激光探头尽可能的与加工零件垂直,减少加工零件形状对反射光线的影响,有利用通过扫描的准确性。
100.实施例4
101.请参阅图1
‑
2,一种智能数控平台的磨削系统,智能控制模块,运行模拟模块,智能校对模块,程序运行模块,磨具模块,进给模块,磨剂模块,冲洗模块,计量模块,扫描模块,定位模块,对比模块,报警模块;
102.智能控制模块,用于数控程序或模型的导入编辑,和数控平台整体的模块控制;
103.运行模拟模块,用于模拟运行数控程序,判定程序的可实施性、各模块的位置和型号是否有误,可及时发现设备的错漏和故障;
104.磨具模块,用于安装磨削过程所需的磨具,并识别磨具型号;
105.进给模块,用于控制磨具的移动;
106.磨剂模块,用于喷洒辅助磨具的打磨的磨剂,并识别磨剂种类;
107.冲洗模块,用于冲洗掉零件表面的磨剂和磨屑,使扫描模块测得的数据更加准确;
108.计量模块,用于测量磨屑、磨剂、洗剂的重量,而最后需要的数值是扣除磨剂模块、冲洗模块排出的磨剂和洗剂重量,得到的磨屑净重;
109.扫描模块,用于扫描加工零件的外形和粗糙度,采用的方法是光线反射,扫描模块通过两种激光探头组排列组合而成,分别进行形状扫描和粗糙度扫描,粗糙度扫描激光探头组的形状可根据运行模拟模块提供的图形信息进行形状组合调整;
110.定位模块,用于对磨具模块和进给模块进行定位,为模拟磨削和实际磨削提高了位置信息,在出现误差时也可及时调整;
111.报警模块;用于智能校对模块收到第三次校对信号或对比模块收到错误信号在时报警。
112.一种智能数控平台的磨削系统运行方法,步骤包括:
113.s1、将图像或程序信息导入智能控制模块,智能控制模块对图像或程序进行扫描分析,并根据信息装配所需的磨具、磨剂、零件,调整进给模块;
114.s2、完成准备工作后,将磨具模块、磨剂模块、进给模块、定位模块的位置、参数信息发生给运行模拟模块,运行模拟模块根据信息进行模拟运行,判断运行过程是否合理,完成后的模型参数与预先设定的是否有误差;
115.s3、程序运行模块启动,定位模块重新定位,获取磨具模块、零件位置,做最后校对;
116.s4、磨具模块、进给模块、磨剂模块、冲洗模块根据指令开始运行,对零件进行磨削,这过程中计量模块和扫描模块分别开始工作;
117.s5、扫描模块的激光探头组根据模型信息调整排列形状,在冲洗模块和磨剂模块切换的间隙中,两种激光探头分别向加工零件射出光线,并接收反射回的光线,计算零件的形状和表面粗糙度;
118.s6、计量模块开始统计磨屑、磨剂、和洗剂的重量;
119.s7、对比模块根据扫描模块、计量模块反馈的信息与模拟模型信息对比,如果误差在合理范围内,进入步骤s11,如果超出误差范围,进入s5;
120.s8、等待加工完成。
121.对比模块的详细工作步骤:
122.(1)对比模块将扫描模块每阶段探测的形状、粗糙度信息和模拟模型对应阶段的数据进行对比,查看是否超过设定误差;
123.(2)计量模块根据磨剂模块和冲洗模块反馈的流量数据,算得磨屑的净重,在根据模拟模型计算的磨屑重量进行对比判断是否磨屑过度。
124.通过形状扫描和粗糙度扫描对零件的外形和粗糙度进行扫描,在利用对比模块将这些数据和模拟模型的对应阶段数据进行对比,如果错误超过设定范围,则可能因为设备内零部件松动,产生了误差,及时停机调整,如此可及时发现设备问题,改善加工质量和效率,节约成本。
125.同时对比模块也对比实际磨屑的重量和模拟模型计算的重量,判断对应阶段磨削量,进一步保证监测的准确性。
126.实施例5
127.请参阅图1
‑
5,一种智能数控平台的磨削系统,智能控制模块,运行模拟模块,智能校对模块,程序运行模块,磨具模块,进给模块,磨剂模块,冲洗模块,计量模块,扫描模块,定位模块,对比模块,报警模块;
128.智能控制模块,用于数控程序或模型的导入编辑,和数控平台整体的模块控制;
129.运行模拟模块,用于模拟运行数控程序,判定程序的可实施性、各模块的位置和型号是否有误,可及时发现设备的错漏和故障;
130.智能校对模块,用于对磨具模块、进给模块、磨剂模块、冲洗模块错漏和故障处的校对、调整;
131.磨具模块,用于安装磨削过程所需的磨具,并识别磨具型号;
132.进给模块,用于控制磨具的移动;
133.磨剂模块,用于喷洒辅助磨具的打磨的磨剂,并识别磨剂种类;
134.冲洗模块,用于冲洗掉零件表面的磨剂和磨屑,使扫描模块测得的数据更加准确;
135.扫描模块,用于扫描加工零件的外形和粗糙度,采用的方法是光线反射,扫描模块通过两种激光探头组排列组合而成,分别进行形状扫描和粗糙度扫描,粗糙度扫描激光探头组的形状可根据运行模拟模块提供的图形信息进行形状组合调整;
136.定位模块,用于对磨具模块和进给模块进行定位,为模拟磨削和实际磨削提高了位置信息,在出现误差时也可及时调整;
137.报警模块;用于智能校对模块收到第三次校对信号或对比模块收到错误信号在时报警。
138.一种智能数控平台的磨削系统运行方法,步骤包括:
139.s1、将图像或程序信息导入智能控制模块,智能控制模块对图像或程序进行扫描分析,并根据信息装配所需的磨具、磨剂、零件,调整进给模块;
140.s2、完成准备工作后,将磨具模块、磨剂模块、进给模块、定位模块的位置、参数信息发生给运行模拟模块,运行模拟模块根据信息进行模拟运行,判断运行过程是否合理,完
成后的模型参数与预先设定的是否有误差;
141.s3、如果无法运行或误差超过设定范围,则进入步骤s4,如果完美运行且误差不超过设定范围,进入步骤s6;
142.s4、智能校对模块对错误处进行调整,调整完毕后,重新开始步骤s2,如果智能校对模块调整两次后再次接收到出现错误的信号,则进入步骤s5;
143.s5、报警模块报警,通知人工检修调整;
144.s6、程序运行模块启动,定位模块重新定位,获取磨具模块、零件位置,做最后校对;
145.s7、磨具模块、进给模块、磨剂模块、冲洗模块根据指令开始运行,对零件进行磨削,这过程中计量模块和扫描模块分别开始工作;
146.s8、扫描模块的激光探头组根据模型信息调整排列形状,在冲洗模块和磨剂模块切换的间隙中,两种激光探头分别向加工零件射出光线,并接收反射回的光线,计算零件的形状和表面粗糙度;
147.s9、计量模块开始统计磨屑、磨剂、和洗剂的重量;
148.s10、对比模块根据扫描模块、计量模块反馈的信息与模拟模型信息对比,如果误差在合理范围内,进入步骤s11,如果超出误差范围,进入s5;
149.s11、等待加工完成。
150.s1中用于加工的初始零件均是统一的规格标准。
151.s4中如果出现的问题是空刀、撞刀、尺寸误差,则调整检测导入程序,定位模块,如果出现粗糙度问题,则检测磨具模块、磨剂模块。
152.扫描模块中的形状扫描通过激光探头组范围扫描,而粗糙度扫描则通过激光探头组检修顶点扫描,两种激光探头组中间有0.1
‑
0.2s的间隔差。
153.磨具模块、进给模块、磨剂模块与冲洗模块不同步工作,磨具模块、进给模块、磨剂模块同步工作30s,立即切换冲洗模块工作1s,间隔1.5s后,磨具模块、进给模块、磨剂模块再同步工作30s,如此循环,而在冲洗模块工作结束后的1秒内后,扫描模块工作0.5s。
154.对比模块的详细工作步骤:
155.(1)对比模块将扫描模块每阶段探测的形状、粗糙度信息和模拟模型对应阶段的数据进行对比,查看是否超过设定误差;
156.(2)计量模块根据磨剂模块和冲洗模块反馈的流量数据,算得磨屑的净重,在根据模拟模型计算的磨屑重量进行对比判断是否磨屑过度。
157.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。