技术特征:
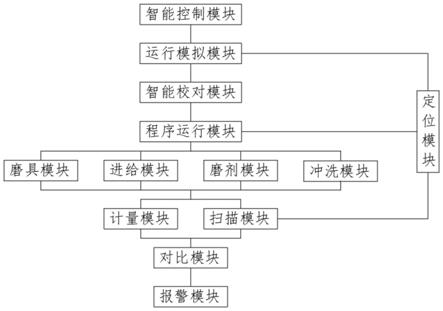
1.一种智能数控平台的磨削系统,其特征在于:智能控制模块,运行模拟模块,智能校对模块,程序运行模块,磨具模块,进给模块,磨剂模块,冲洗模块,计量模块,扫描模块,定位模块,对比模块,报警模块;智能控制模块,用于数控程序或模型的导入编辑,和数控平台整体的模块控制;运行模拟模块,用于模拟运行数控程序,判定程序的可实施性、各模块的位置和型号是否有误,可及时发现设备的错漏和故障;智能校对模块,用于对磨具模块、进给模块、磨剂模块、冲洗模块错漏和故障处的校对、调整;磨具模块,用于安装磨削过程所需的磨具,并识别磨具型号;进给模块,用于控制磨具的移动;磨剂模块,用于喷洒辅助磨具的打磨的磨剂,并识别磨剂种类;冲洗模块,用于冲洗掉零件表面的磨剂和磨屑,使扫描模块测得的数据更加准确;计量模块,用于测量磨屑、磨剂、洗剂的重量,而最后需要的数值是扣除磨剂模块、冲洗模块排出的磨剂和洗剂重量,得到的磨屑净重;扫描模块,用于扫描加工零件的外形和粗糙度,采用的方法是光线反射,扫描模块通过两种激光探头组排列组合而成,分别进行形状扫描和粗糙度扫描,粗糙度扫描激光探头组的形状可根据运行模拟模块提供的图形信息进行形状组合调整;定位模块,用于对磨具模块和进给模块进行定位,为模拟磨削和实际磨削提高了位置信息,在出现误差时也可及时调整;报警模块;用于智能校对模块收到第三次校对信号或对比模块收到错误信号在时报警。2.一种根据权利要求1所述的智能数控平台的磨削系统运行方法,其特征在于:步骤包括:s1、将图像或程序信息导入智能控制模块,智能控制模块对图像或程序进行扫描分析,并根据信息装配所需的磨具、磨剂、零件,调整进给模块;s2、完成准备工作后,将磨具模块、磨剂模块、进给模块、定位模块的位置、参数信息发生给运行模拟模块,运行模拟模块根据信息进行模拟运行,判断运行过程是否合理,完成后的模型参数与预先设定的是否有误差;s3、如果无法运行或误差超过设定范围,则进入步骤s4,如果完美运行且误差不超过设定范围,进入步骤s6;s4、智能校对模块对错误处进行调整,调整完毕后,重新开始步骤s2,如果智能校对模块调整两次后再次接收到出现错误的信号,则进入步骤s5;s5、报警模块报警,通知人工检修调整;s6、程序运行模块启动,定位模块重新定位,获取磨具模块、零件位置,做最后校对;s7、磨具模块、进给模块、磨剂模块、冲洗模块根据指令开始运行,对零件进行磨削,这过程中计量模块和扫描模块分别开始工作;s8、扫描模块的激光探头组根据模型信息调整排列形状,在冲洗模块和磨剂模块切换的间隙中,两种激光探头分别向加工零件射出光线,并接收反射回的光线,计算零件的形状和表面粗糙度;
s9、计量模块开始统计磨屑、磨剂、和洗剂的重量;s10、对比模块根据扫描模块、计量模块反馈的信息与模拟模型信息对比,如果误差在合理范围内,进入步骤s11,如果超出误差范围,进入s5;s11、等待加工完成。3.根据权利要求2所述的一种智能数控平台的磨削系统运行方法,其特征在于:所述s1中用于加工的初始零件均是统一的规格标准。4.根据权利要求2所述的一种智能数控平台的磨削系统运行方法,其特征在于:所述s4中如果出现的问题是空刀、撞刀、尺寸误差,则调整检测导入程序,定位模块,如果出现粗糙度问题,则检测磨具模块、磨剂模块。5.根据权利要求2所述的一种智能数控平台的磨削系统运行方法,其特征在于:所述扫描模块中的形状扫描通过激光探头组范围扫描,而粗糙度扫描则通过激光探头组检修顶点扫描,两种激光探头组中间有0.1
‑
0.2s的间隔差。6.根据权利要求1所述的一种智能数控平台的磨削系统运行方法,其特征在于:所述磨具模块、进给模块、磨剂模块与冲洗模块不同步工作,磨具模块、进给模块、磨剂模块同步工作30s,立即切换冲洗模块工作1s,间隔1.5s后,磨具模块、进给模块、磨剂模块再同步工作30s,如此循环,而在冲洗模块工作结束后的1秒内后,扫描模块工作0.5s。7.根据权利要求2所述的一种智能数控平台的磨削系统运行方法,其特征在于:所述对比模块的详细工作步骤:(1)对比模块将扫描模块每阶段探测的形状、粗糙度信息和模拟模型对应阶段的数据进行对比,查看是否超过设定误差;(2)计量模块根据磨剂模块和冲洗模块反馈的流量数据,算得磨屑的净重,在根据模拟模型计算的磨屑重量进行对比判断是否磨屑过度。
技术总结
本发明公开了一种智能数控平台的磨削系统,智能控制模块,运行模拟模块,智能校对模块,程序运行模块,磨具模块,进给模块,磨剂模块,冲洗模块,计量模块,扫描模块,定位模块,报警模块;智能控制模块,用于数控程序或模型的导入编辑,和数控平台整体的模块控制;运行模拟模块,用于模拟运行数控程序,判定程序的可实施性、各模块的位置和型号是否有误,可及时发现设备的错漏和故障。该智能数控平台的磨削系统,通过在工作过程中切入冲洗模块,在磨削一段时间后,利用冲洗模块对零件表面进行冲洗,去除磨屑和磨剂颗粒的残留,防止这些干扰因素影响了扫描模块的光线反射,从而导致扫描结果出现误差,如此更有利于提高零件加工监测的精确度。的精确度。的精确度。
技术研发人员:朱巍 李蔚
受保护的技术使用者:无锡森导智能工业技术有限公司
技术研发日:2021.09.05
技术公布日:2021/11/21
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。