技术特征:
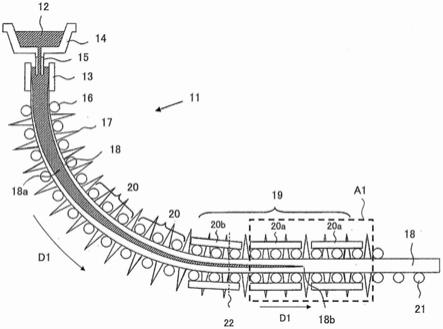
1.一种钢的连续铸造方法,在连续铸造机内的沿着铸片拉制方向的区间,将从在铸片宽度中央的沿着厚度方向的固相率的平均值在0.4~0.8的范围内的起点、到在所述铸片宽度中央的沿着厚度方向的固相率的平均值比在所述起点的固相率的平均值大且为1.0以下的范围内的终点设为第一区间,在所述第一区间内,将铸片单位表面积的水量密度设在50l/(m2×
min)~2000l/(m2×
min)的范围内,用水冷却铸片。2.根据权利要求1所述的钢的连续铸造方法,其中,在所述第一区间内,将铸片单位表面积的水量密度设在300l/(m2×
min)~1000l/(m2×
min)的范围内,用水冷却铸片。3.根据权利要求1或2所述的钢的连续铸造方法,其中,使在所述第一区间的终点的固相率的平均值小于1.0,且位于比所述第一区间靠下游的规定长度的区间设为第二区间,在所述第二区间,以比所述第一区间的铸片单位表面积的水量密度小的铸片单位表面积的水量密度,利用水冷却铸片。4.根据权利要求3所述的钢的连续铸造方法,其中,在所述第二区间,将铸片单位表面积的水量密度设在50l/(m2×
min)~300l/(m2×
min)的范围内,利用水冷却铸片。5.根据权利要求3或4所述的钢的连续铸造方法,其中,在所述第二区间,铸片的表面温度为200℃以下。6.根据权利要求1~5中任一项所述的钢的连续铸造方法,其中,所述第一区间是在连续铸造机内将铸片沿水平方向搬运的水平带的区域内。7.根据权利要求1~6中任一项所述的钢的连续铸造方法,其中,在从连续铸造机的铸模下端开始沿着铸片拉制的轧制线分离5m以上的下游侧的范围内、且从比所述第一区间的起点靠一个上游侧的辊间向上游侧至少5m以上的区间,在不对铸片喷射二次冷却水的情况下进行铸片的冷却,在将铸片的全部宽度设为w(-0.5w~宽度中央0~ 0.5w)时,从比所述第一区间的起点靠一个上游侧的辊间的铸片宽度的0.8w(-0.4w~宽度中央0~ 0.4w)的范围内的铸片表面温度的最大值与最小值之差为150℃以下。
技术总结
本发明提供一种可减少在铸片内产生的中心偏析的钢的连续铸造方法。本发明所涉及的钢的连续铸造方法是,在连续铸造机内的沿着铸片拉制方向的区间,将从铸片(18)的宽度中央的沿着厚度方向的固相率的平均值在0.4~0.8的范围内的起点、到在上述铸片宽度中央的沿着厚度方向的固相率的平均值比在上述起点的固相率的平均值大且为1.0以下的范围内的终点设为第一区间,在上述第一区间内,将铸片单位表面积的水量密度设在50L/(m2×
技术研发人员:入江脩平 上冈悟史 杉原广和 福田启之 荒牧则亲 松井章敏 大须贺显一 国府翔
受保护的技术使用者:杰富意钢铁株式会社
技术研发日:2020.03.27
技术公布日:2021/11/21
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。