1.本发明涉及在对板状的被加工物进行切削时使用的切削装置。
背景技术:
2.在以移动电话、个人计算机为代表的电子设备中,电子电路等的具有器件的器件芯片成为必须的结构要素。器件芯片例如是通过按照分割预定线(间隔道)将由硅等半导体材料构成的晶片的正面侧划分为多个区域,在各区域中形成了器件之后按照该分割预定线对晶片进行分割而得到的。
3.在将以晶片为代表的板状的被加工物分割成器件芯片等小片时,例如使用在作为旋转轴的主轴上安装有被称为切削刀具的环状的磨具工具的切削装置。通过使切削刀具高速地进行旋转,一边提供切削用的液体(切削水)一边使切削刀具切入被加工物的分割预定线,从而能够对该被加工物进行切削而分割成多个小片。
4.但是,在上述那样的切削装置中,由于使切削刀具高速地进行旋转而切入被加工物,因此提供到被加工物或切削刀具的切削水与由切削加工产生的切屑等一起由于切削刀具的旋转力而飞散。近年来,为了能够抑制切屑等向被加工物的附着,还提出了具有能够捕集并去除与切削水一起飞散的切屑等的除去部件的切削装置等(例如,参照专利文献1)。
5.专利文献1:日本特开2006
‑
289509号公报
6.但是,在上述那样的现有的切削装置中,存在如下的问题:由于不一定能够充分地抑制因切削水的飞散而引起的雾的产生,所以在收纳被加工物和切削刀具的加工室的内部充满雾而无法从外部目视确认该加工室。另外,当在加工室的内部产生的雾附着于切削装置的驱动部时,该驱动部的寿命也有可能变短。
技术实现要素:
7.本发明是鉴于上述问题而完成的,其目的在于,提供能够抑制因切削水的飞散而引起的雾的产生的切削装置。
8.根据本发明的一个方式,提供切削装置,其包含:保持构件,其对被加工物进行保持;切削构件,其具有能够旋转的主轴,该主轴安装有对该保持构件所保持的被加工物进行切削的切削刀具;x轴进给构件,其将该保持构件和该切削构件沿x轴方向相对地进行加工进给;以及y轴进给构件,其将该保持构件和该切削构件沿与该x轴方向垂直的y轴方向相对地进行分度进给,该切削构件还具有:刀具罩,其覆盖该切削刀具;喷嘴,其设置于该刀具罩,向该切削刀具提供切削水;以及雾抑制部,其通过附壁效应来抑制由于切削水伴随着该切削刀具的旋转沿该x轴方向飞散而引起的雾的产生。
9.在本发明的一个方式中,优选的是,该雾抑制部具有以在高度方向上具有规定的间隔的方式配置的多个弯曲板。
10.根据本发明的另一个方式,提供切削装置,其包含:保持构件,其对被加工物进行保持;切削构件,其具有能够旋转的主轴,该主轴安装有对该保持构件所保持的被加工物进
行切削的切削刀具;x轴进给构件,其将该保持构件和该切削构件沿x轴方向相对地进行加工进给;以及y轴进给构件,其将该保持构件和该切削构件沿与该x轴方向垂直的y轴方向相对地进行分度进给,该切削构件还具有:刀具罩,其覆盖该切削刀具;喷嘴,其设置于该刀具罩,向该切削刀具提供切削水;以及雾抑制部,其具有以在高度方向上具有规定的间隔的方式配置的多个弯曲板。
11.在本发明的一个方式和另一个方式中,优选的是,该多个是指5张~10张,该规定的间隔是指3mm~5mm。
12.本发明的一个方式的切削装置具有利用了附壁效应的雾抑制部,因此能够适当地抑制因切削水的飞散而引起的雾的产生。同样,本发明的另一个方式的切削装置具有以在高度方向上具有规定的间隔的方式配置的多个弯曲板,因此能够适当地抑制因切削水的飞散而引起的雾的产生。
附图说明
13.图1是切削装置的立体图。
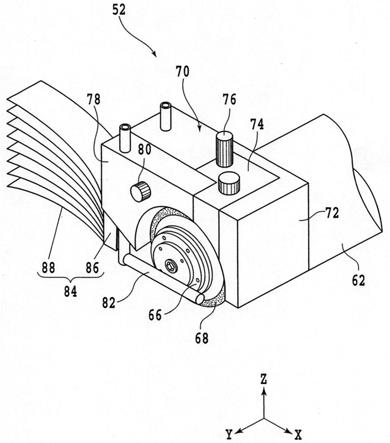
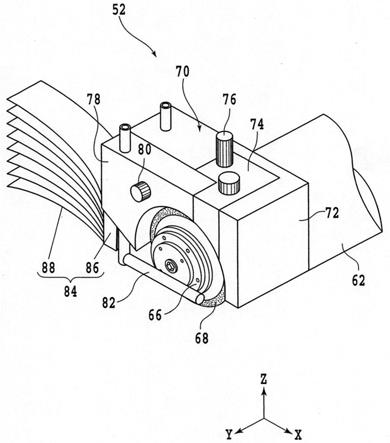
14.图2是切削单元的立体图。
15.图3是局部被分解的切削单元的立体图。
16.图4是从罩侧观察切削单元的侧视图。
17.图5是从罩侧观察变形例的切削单元的侧视图。
18.标号说明
19.2:切削装置;4:基台;6:第1移动机构(x轴进给构件);8:x轴导轨;10:x轴移动板;12:丝杠轴;14:x轴脉冲电动机;16:θ工作台;18:卡盘工作台基座;20:卡盘工作台(保持构件);22:框体;24:多孔板;24a:上表面;26:夹具;28:工作台罩;30:水箱;32:支承构造;34:第2移动机构(y轴进给构件、z轴进给构件);36:y轴导轨;38:y轴移动板;40:丝杠轴;42:y轴脉冲电动机;44:z轴导轨;46:z轴移动板;48:丝杠轴;50:z轴脉冲电动机;52:切削单元(切削构件);54:照相机;56:控制单元;62:主轴壳体;64:主轴;66:安装座;68:切削刀具;70:刀具罩;72:第1罩;72a:前部;72b:后部;72c:中间部;72d:间隙;72e:螺纹孔;72f:螺纹孔;74:第2罩;74a:贯通孔;76:螺钉;78:第3罩;78a:贯通孔;80:螺钉;82:喷嘴;84:雾抑制部;86:框体;88:弯曲板;88a:前端部;88b:后端部;152:切削单元;184:雾抑制部;186:框体;188:弯曲板;188a:前端部;188b:后端部;11:被加工物;13:带(划片带);15:框架;21:切削水;23:液滴。
具体实施方式
20.参照附图对本发明的实施方式进行说明。图1是实施方式的切削装置2的立体图。另外,在图1中,用功能块等表示一部分结构要素。另外,在以下的说明中使用的x轴方向(加工进给方向、前后方向)、y轴方向(分度进给方向、左右方向)以及z轴方向(切入进给方向、高度方向)相互垂直。
21.如图1所示,切削装置2具有搭载各结构要素的基台4。在基台4的上表面设置有第1移动机构(x轴进给构件)6。第1移动机构6例如具有固定于该基台4的上表面且与x轴方向大致平行的一对x轴导轨8。
22.在一对x轴导轨8上以能够沿x轴方向滑动的方式安装有x轴移动板10。在x轴移动板10的下表面(背面)侧设置有构成滚珠丝杠的螺母(未图示)。在该螺母上以能够旋转的方式连结(螺合)有与x轴导轨8大致平行的丝杠轴12。
23.丝杠轴12的一端部与x轴脉冲电动机14连接。因此,如果通过x轴脉冲电动机14使丝杠轴12进行旋转,则x轴移动板10沿着x轴导轨8在x轴方向上移动。另外,在x轴导轨8的附近设置有位置传感器(未图示),通过该位置传感器来检测x轴移动板10的x轴方向的位置。
24.在x轴移动板10的上表面侧(正面侧)经由θ工作台16而设置有柱状的卡盘工作台基座18。在卡盘工作台基座18的上表面配置有卡盘工作台(保持构件)20,该卡盘工作台20构成为能够对板状的被加工物11进行保持。另外,该卡盘工作台20以能够装卸的方式安装于卡盘工作台基座18。
25.被加工物11例如是由硅等半导体构成的圆盘状的晶片。该被加工物11的正面(上表面)侧被相互交叉的多条加工预定线(间隔道)划分为多个小区域,在各小区域中形成有ic(integrated circuit:集成电路)等器件。
26.在被加工物11的背面(下表面)侧例如粘贴有直径比被加工物11大的带(划片带)13。另外,带13的外周部分固定于包围被加工物11的环状的框架15。这样,被加工物11在以正面侧露出的方式借助带13被框架15支承的状态下被切削。
27.另外,在本实施方式中,将由硅等半导体构成的圆盘状的晶片作为被加工物11,但被加工物11的材质、形状、构造、大小等没有限制。例如,也可以将由其他半导体、陶瓷、树脂、金属等材料构成的基板等用作被加工物11。
28.同样地,形成于被加工物11的器件的种类、数量、形状、构造、大小、配置等也没有限制。也可以不在被加工物11上形成器件。另外,被加工物11有时也在正面侧粘贴有带13而其背面侧露出的状态、未粘贴带13的状态、未被框架15支承的状态等下被加工。
29.θ工作台16具有电动机等旋转驱动源(未图示)。卡盘工作台基座18和卡盘工作台20通过θ工作台16的旋转驱动源产生的力而绕与z轴方向大致平行的旋转轴进行旋转。另外,如果通过上述第1移动机构6使x轴移动板10沿x轴方向移动,则卡盘工作台基座18和卡盘工作台20沿x轴方向进行加工进给。
30.卡盘工作台20包含:框体22,其使用不锈钢等金属而形成,在上表面侧具有凹部;以及多孔板24,其使用陶瓷等形成为多孔质状,并固定于框体22的凹部。多孔板24的上表面24a成为用于对被加工物11进行保持的保持面。
31.在卡盘工作台20的周围配置有4个夹具26,该4个夹具26从四周对支承被加工物11的环状的框架15进行固定。另外,包含x轴移动板10的第1移动机构6的上方被工作台罩28和波纹状罩(未图示)覆盖。但是,卡盘工作台20和夹具26等向工作台罩28的上方露出。
32.在第1移动机构6的上方设置有搬送被加工物11的搬送机构(未图示)。另外,在第1移动机构6的周围设置有水箱30,该水箱30暂时贮存在对被加工物11进行切削时使用的切削水的废液等。贮存在水箱30内的废液经由排水管(未图示)等排出到切削装置2的外部。
33.在基台4的上表面配置有横跨第1移动机构6的门型的支承构造32。在支承构造32的前表面的上部配置有2组第2移动机构(y轴进给构件、z轴进给构件)34。各第2移动机构34固定于支承构造32的前表面,共同具有与y轴方向大致平行的一对y轴导轨36。在一对y轴导轨36上以能够沿y轴方向滑动的方式安装有各第2移动机构34的y轴移动板38。
34.在各y轴移动板38的背面侧(后表面侧)设置有构成滚珠丝杠的螺母(未图示)。在该螺母上以能够旋转的方式连结(螺合)有与y轴导轨36大致平行的丝杠轴40。各丝杠轴40的一端部与y轴脉冲电动机42连接。
35.因此,如果通过y轴脉冲电动机42使丝杠轴40进行旋转,则y轴移动板38沿着y轴导轨36在y轴方向上移动。另外,在y轴导轨36的附近设置有位置传感器(未图示),通过该位置传感器来检测y轴移动板38的y轴方向的位置。
36.在各y轴移动板38的正面(前表面)固定有与z轴方向大致平行的一对z轴导轨44。在一对z轴导轨44上以能够沿z轴方向滑动的方式安装有各第2移动机构34的z轴移动板46。在各z轴移动板46的背面侧(后表面侧)设置有构成滚珠丝杠的螺母(未图示)。在该螺母上以能够旋转的方式连结(螺合)有与z轴导轨44大致平行的丝杠轴48。
37.各丝杠轴48的一端部与z轴脉冲电动机50连接。因此,如果通过z轴脉冲电动机50使丝杠轴48进行旋转,则z轴移动板46沿着z轴导轨44在z轴方向上移动。另外,在z轴导轨44的附近设置有位置传感器(未图示),通过该位置传感器来检测z轴移动板46的z轴方向的位置。
38.在各z轴移动板46的下部固定有在对被加工物11进行切削时使用的切削单元(切削构件)52和在对被加工物11等进行拍摄时使用的照相机54。如果通过各第2移动机构34使y轴移动板38沿y轴方向移动,则切削单元52(和照相机54)沿y轴方向进行分度进给。另外,如果通过各第2移动机构34使z轴移动板46沿z轴方向移动,则切削单元52(和照相机54)沿z轴方向进行切入进给。
39.在基台4的上部形成有加工室(未图示)。在对被加工物11进行切削时,卡盘工作台20和切削单元52等被收纳于该加工室的内部。加工室例如与管道单元连接,该管道单元能够对在内部产生的雾状的切削水进行吸引并排出到加工室的外部。
40.基台4的上部被能够收纳上述加工室的壳体罩(未图示)覆盖。在壳体罩的侧面配置有作为用户界面的触摸屏(输入输出装置)(未图示)。例如,将在对被加工物11进行切削时使用的各种条件输入到该触摸屏。
41.另外,例如,利用照相机54对被加工物11等进行拍摄而得到的图像显示在该触摸屏上。另外,也可以分别设置液晶显示器等显示装置(输出装置)以及键盘和鼠标等输入装置,从而代替显示装置(输出装置)和输入装置成为一体的触摸屏。
42.第1移动机构6、θ工作台16、搬送机构、第2移动机构34、切削单元52、照相机54、触摸屏等结构要素分别与控制单元56连接。该控制单元56按照被加工物11的切削所需的一系列工序来控制上述各结构要素。
43.控制单元56例如由计算机构成,该计算机包含cpu(central processing unit:中央处理单元)等处理装置、dram(dynamic random access memory:动态随机存取存储器)等主存储装置以及硬盘驱动器或闪存等辅助存储装置。通过按照存储在辅助存储装置中的软件使处理装置等进行动作,能够实现控制单元56的功能。但是,控制单元56也可以通过硬件来实现。
44.图2是切削单元52的立体图,图3是局部被分解的状态的切削单元52的立体图,图4是切削单元52的侧视图。如图2和图3所示,切削单元52具有筒状的主轴壳体62。在该主轴壳体62中以能够旋转的方式收纳有作为与y轴方向大致平行的旋转轴的主轴64(图3)。主轴64
的一端部从主轴壳体62的一端侧向外部露出。
45.在该主轴64的一端部经由圆盘状的安装座66等安装有环状的切削刀具68。切削刀具68例如是通过利用树脂或金属等结合剂固定金刚石等磨粒而形成的,适于被加工物11的切削。在主轴64的另一端侧连结有电动机等旋转驱动源(未图示),安装于主轴64的一端部的切削刀具68通过该旋转驱动源产生的力而进行旋转。
46.在主轴壳体62的一端侧设置有刀具罩70,该刀具罩70覆盖安装于主轴64的状态的切削刀具68的外周部的上侧。刀具罩70例如具有固定于主轴壳体62的一端部的第1罩72。
47.如图3所示,第1罩72包含:前部72a,其位于x轴方向的一侧(前方侧);后部72b,其位于x轴方向的另一侧(后方侧);以及中间部72c,其位于前部72a与后部72b之间。中间部72c的沿着y轴方向的长度比前部72a的沿着y轴方向的长度和后部72b的沿着y轴方向的长度短。
48.另外,中间部72c将前部72a的主轴壳体62侧的一部分和后部72b的主轴壳体62侧的一部分连接起来。即,在前部72a与后部72b之间的与主轴壳体62相反的一侧设置有不存在中间部72c的间隙72d。在后部72b的上表面的与间隙72d相邻的位置形成有螺纹孔72e。另外,在后部72b的与主轴壳体62相反的一侧的面上形成有螺纹孔72f。
49.在第1罩72的上部以封闭该间隙72d的方式安装有具有与间隙72d对应的形状的第2罩74。在第2罩74上形成有与第1罩72的螺纹孔72e对应的贯通孔74a,通过该贯通孔74a将螺钉76拧入螺纹孔72e,从而将第2罩74固定于第1罩72。
50.在第1罩72的后部72b的与主轴壳体62相反的一侧的面上安装有与第1罩72的后部72b相似的形状的第3罩78。在第3罩78上形成有与第1罩72的螺纹孔72f对应的贯通孔78a,通过该贯通孔78a将螺钉80拧入螺纹孔72f,从而将第3罩78固定于第1罩72。
51.在第1罩72的后部72b的下端和第3罩78的下端设置有一对喷嘴82,该一对喷嘴82以在y轴方向上夹着切削刀具68的方式配置。在对被加工物11进行切削时,从该一对喷嘴82向切削刀具68提供切削水。作为切削水,例如使用水(纯水)或在水中添加了药品的液体等。
52.另外,在第1罩72(后部72b)的下部设置有雾抑制部84,该雾抑制部84能够抑制因与切削刀具68的旋转相伴的切削水的飞散而引起的雾的产生。雾抑制部84具有上端固定于第1罩72(后部72b)的下部的框体86。该框体86在中央具有沿x轴方向贯通的开口部。框体86和开口部例如从x轴方向观察时形成为矩形状。
53.在框体86的开口部的内侧以沿z轴方向具有规定的间隔的方式配置有在x轴方向和y轴方向上具有规定的长度的多个弯曲板88。具体而言,位于各弯曲板88的x轴方向的一端(前端)的前端部88a固定于框体86的开口部的内侧的边缘。
54.各弯曲板88的x轴方向的长度例如为5cm~15cm左右(代表性的是10cm),各弯曲板88的y轴方向的长度例如为2cm~4cm左右(代表性的是3cm)。另外,各弯曲板88的厚度例如为0.1mm~2mm左右(代表性的是0.5mm)。但是,各弯曲板88可以不必在上述范围内。
55.如图4所示,各弯曲板88例如以投影到xz平面的轮廓(或者与xz平面平行的截面)描绘出向上凸出的抛物线的方式弯曲。换言之,各弯曲板88沿着与切削刀具68的旋转相伴地沿x轴方向飞散的切削水所描绘的轨迹弯曲。另外,各弯曲板88配置成位于x轴方向的另一端(后端)的后端部88b的z轴方向的位置比固定于框体86的前端部88a的z轴方向的位置高。
56.但是,各弯曲板88只要至少以在xz平面内描绘出向上凸出的曲线的方式弯曲,则可以不必呈抛物线状弯曲。另外,各弯曲板88也可以配置成后端部88b的z轴方向的位置为与前端部88a的z轴方向的位置相同的程度。此外,将各弯曲板88投影到yz平面的轮廓(或者与yz平面平行的截面)可以弯曲,也可以不弯曲。在本实施方式中,使用投影到yz平面的轮廓不弯曲而与y轴方向大致平行的弯曲板88。
57.例如,在使切削刀具68高速地进行旋转的状态下,当从喷嘴82向切削刀具68提供切削水时,该切削水伴随着切削刀具68的旋转而向x轴方向的另一侧(后方侧)飞散。切削刀具68的转速例如是10000rpm~30000rpm左右(代表性的是20000rpm),从喷嘴82提供的切削水的流量例如是0.5l/min~2l/min(代表性的是1l/min)左右。
58.如图4所示,伴随着切削刀具68的旋转而飞散的切削水21卷入周围的气氛并在相邻的弯曲板88的间隙中沿着各弯曲板88的表面高速地流动。这样的粘性流体(喷流)通过附壁效应而被吸引到附近的壁面。即,切削水21与周围的气氛一起一边被弯曲板88吸引一边朝向x轴方向的另一侧(后方侧)流动。
59.其结果为,切削水21在弯曲板88的表面或附近凝聚,如图4所示,成为液滴23而从各弯曲板88的后端部88b落下。即,能够使雾化的切削水21恢复为液滴23。另外,还能够抑制与切削水21碰撞加工室的壁面相伴的雾的产生。这样,通过在切削水伴随着切削刀具68的旋转而飞散的x轴方向的另一侧(后方侧)配置包含多个弯曲板88的雾抑制部84,能够抑制因切削水的飞散而引起的雾的产生。
60.这里,构成雾抑制部84的弯曲板88的张数、相邻的弯曲板88的前端部88a在z轴方向上的间隔d1等条件优选按照如下的方式来确定:不阻碍与切削刀具68的旋转相伴地沿x轴方向飞散的包含切削水在内的流体(气氛)的流动,并且使多个弯曲板88的表面积的总和尽可能大。
61.例如,如果弯曲板88的前端部88a的间隔d1过小,则包含切削水的流体的流动被弯曲板88阻碍,其流速降低,弯曲板88所起到的附壁效应变小,不能充分地抑制雾的产生。另外,如果弯曲板88的张数过少,则不能充分地确保多个弯曲板88的表面积,附壁效应变小,不能充分地抑制雾的产生。
62.因此,在本实施方式中,将弯曲板88的前端部88a的间隔d1例如设定为3mm~5mm(代表性的是4mm),将弯曲板88的张数例如设定为5张~10张(代表性的是8张)。通过将前端部88a的间隔d1和弯曲板88的张数设定为这样的值,能够增大附壁效应,充分地抑制雾的产生。
63.另外,相邻的弯曲板88的后端部88b的间隔可以与相邻的前端部88a的间隔d1相同,也可以不同。在本实施方式中,以相邻的后端部88b的间隔比相邻的前端部88a的间隔d1宽的方式配置多个弯曲板88。另外,多个弯曲板88的形状可以分别相同,也可以不同。
64.如上所述,本实施方式的切削装置2具有利用附壁效应的雾抑制部84,该雾抑制部84具有以在高度方向上具有规定的间隔d1的方式配置的多个弯曲板88,因此能够适当地抑制因切削水的飞散而引起的雾的产生。
65.另外,由于使用弯曲成规定的形状的弯曲板88,因此例如与利用平板的情况等相比,能够产生较大的附壁效应而适当地抑制雾的产生。此外,由于将弯曲板88(前端部88a)的间隔d1设定为3mm~5mm,将弯曲板88的张数设定为5张~10张,因此能够产生较大的附壁
效应而适当地抑制雾的产生。
66.另外,本发明并不限定于上述实施方式的记载,能够进行各种变更来实施。图5是变形例的切削单元(切削构件)152的侧视图。另外,对与上述实施方式的切削单元52相同的结构要素标注相同的标号而省略其详细说明。
67.如图5所示,在变形例的切削单元152上设置有与上述实施方式的雾抑制部84不同方式的雾抑制部184。雾抑制部184具有上端固定于第1罩72(图3等)的下部的框体186。框体186的构造可以与上述实施方式的框体86的构造相同。
68.在框体186的开口部的内侧以沿z轴方向具有规定的间隔的方式配置有在x轴方向和y轴方向上具有规定的长度的多个弯曲板188。具体而言,位于各弯曲板188的x轴方向的一端(前端)的前端部188a固定于框体186的开口部的内侧的边缘。
69.构成雾抑制部184的各弯曲板188的x轴方向的长度、各弯曲板188的y轴方向的长度、各弯曲板188的厚度、相邻的弯曲板188的前端部188a的间隔d2、弯曲板188的张数等条件可以与上述实施方式的雾抑制部84相同。
70.另一方面,在变形例的雾抑制部184中,以各弯曲板88的x轴方向的另一端(后端)朝向斜下方的方式使位于该另一端的后端部88b大幅弯曲。由此,能够使伴随着切削刀具68的旋转而飞散的切削水21高效地凝聚,从而能够更适当地抑制因切削水的飞散而引起的雾的产生。
71.另外,在上述实施方式(变形例)中,以后端部88b(后端部188b)的z轴方向的位置比前端部88a(前端部188a)的z轴方向的位置高的方式配置各弯曲板88(弯曲板188),但例如也可以按照后端部88b的z轴方向的位置与前端部88a的z轴方向的位置为相同程度、相邻的弯曲板88的前端部88a的间隔d1与相邻的弯曲板88的后端部88b的间隔大致相等的方式配置各弯曲板88。在该情况下,也能够使伴随着切削刀具68的旋转而飞散的切削水21高效地凝聚,从而能够更适当地抑制因切削水的飞散而引起的雾的产生。
72.另外,在上述实施方式中,将雾抑制部84的框体86固定于第1罩72(后部72b),但也可以将框体86固定于能够从第1罩72卸下的第3罩78。在该情况下,由于能够将雾抑制部84与第3罩78一起从第1罩72卸下,因此雾抑制部84的维护变得容易。
73.除此以外,上述实施方式和变形例的构造、方法等能够在不脱离本发明的目的的范围内进行适当变更来实施。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。