1.本发明主要涉及工件的加工方法,尤其涉及一种工件的磨粒流加工方法。
背景技术:
2.磨粒流加工(abrasive flow machining,afm)是一种对于工件进行打磨抛光(polishing)的方法。将工件通过夹具固定在上下两个磨料缸之间,具有流动性的黏弹性流体磨料在一定的压力挤压作用下,以一定流速被迫往复地流过待加工壁面。壁面在磨粒的微量切削作用下被抛光,在抛光过程中产生的金属屑则包容在磨料载体中排走。磨粒流可以加工传统方法难以加工到的复杂的结构性表面,加工的表面完整性好,加工效率高,并且该加工方法对材料的适应性很强,可以对绝大多数金属构件进行加工。
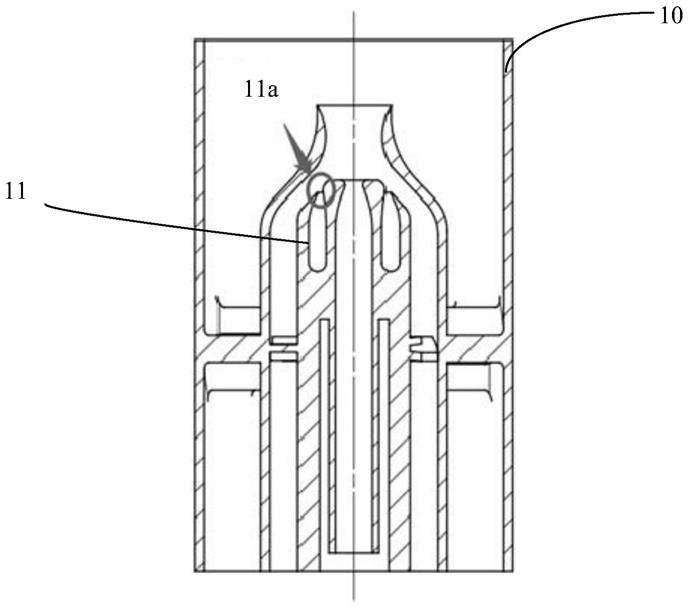
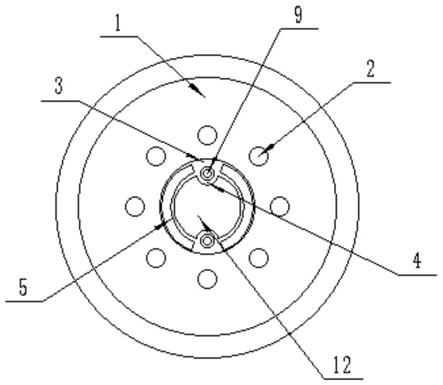
3.在经过磨粒流加工后,加工零件的清洁度必须满足使用要求,因此磨粒流加工后必须对零件进行全面的清理。对于开放性结构,如发动机叶盘、叶轮、静子叶片等一般使用压缩空气吹除即可完成零件的全面清理。对于尺寸较大、压缩空气无法导入的半封闭结构,一般使用有机溶剂浸泡和有机溶剂超声清洗的方法。但是,对于如图1所示的开口尺寸较小的激光选区熔化成形(selective laser melting,slm)的燃油喷嘴(fuel nozzle)10中的盲孔(blind via)和/或盲腔11,或者如图2a和2b所示的管路20内的凹台区域的盲孔21,在磨料经高压挤压后,由于盲孔是连接表层和内层而不贯通零件的导通孔,磨料会填充于此类结构。此时磨料致密度高,压缩空气、有机溶剂等都无法有效的进行磨料清除。
4.有些盲孔结构可使用金属工装将入口进行封闭,但若零件结构复杂,装配间隙不足以安装工装,则无法使用该方法。例如如图1所示的燃油喷嘴盲孔处在较大的环形散热腔中,而腔体开口11a仅为0.6mm的宽圆环,燃油喷嘴的开口尺寸也小于1mm。此外对于如图2a和2b所示的管路内的盲孔区域或散热结构中的间隙,仍无有效方法保证零件磨料清理的彻底性。
技术实现要素:
5.为解决上述技术问题,本发明提供了一种工件的磨粒流加工方法,可以改善磨料在盲孔、盲腔和/或沉孔中的残留。
6.本发明的工件的磨粒流加工方法包括以下步骤:将流动态的填充材料流入所述工件的盲孔、盲腔和/或沉孔中;使填充材料凝固;对工件进行磨粒流加工;以及从盲孔、盲腔和/或沉孔中清除填充材料。
7.在本发明的一实施例中,填充材料凝固后的强度大于磨粒流加工压力,且磨粒流加工的温度在填充材料的耐温区间内。
8.在本发明的一实施例中,填充材料凝固后的强度为20~80mpa,耐温区间为-60~100℃。
9.在本发明的一实施例中,工件是通过激光选区熔化成形。
10.在本发明的一实施例中,填充材料包括有机物,其中清除填充材料的步骤包括加
热使填充材料碳化。
11.在本发明的一实施例中,清除填充材料的步骤还包括压缩空气吹扫和/或超声清洗。
12.在本发明的一实施例中,盲孔、盲腔或沉孔的入口尺寸在0.4~1mm之间。
13.在本发明的一实施例中,工件为航空发动机构件。
14.在本发明的一实施例中,工件包括航空发动机的燃烧室喷嘴。
15.与现有技术相比,本发明通过预先在盲孔、盲腔或沉孔中填充材料,经过磨粒流加工后再去除填充材料的方法,有效地解决小尺寸盲孔、内部沉孔等结构经过磨粒流加工后,部分残留磨料无法清理的问题,保证工件清洁度达标。
附图说明
16.在下文中,将参考附图描述本发明的实施例,在附图中:
17.图1是一种开口尺寸较小的燃油喷嘴的截面图及其间隙入口盲孔的示意图。
18.图2a和2b是一种油管的截面图及其管路内盲孔的示意图。
19.图3是本发明一实施例的工件磨粒流加工方法的工序流程图。
具体实施方式
20.为了更清楚地说明本技术的实施例的技术方案,下面将结合附图对本发明的具体实施方式做详细的介绍。
21.应当注意的是,本技术使用了特定词语来描述本技术的实施例。如“一个实施例”、“一实施例”、和/或“一些实施例”意指与本技术至少一个实施例相关的某一特征、结构或特点。因此,应强调并注意的是,本说明书中在不同位置两次或多次提及的“一实施例”或“一个实施例”并不一定是指同一实施例。此外,本技术的一个或多个实施例中的某些特征、结构或特点可以进行适当的组合。除非另外具体说明,否则在这些实施例中阐述的部件和步骤的相对布置、和数值不限制本技术的范围。
22.图3是本发明一实施例的工件磨粒流加工方法的工序流程图。应当理解的是,操作不一定按照顺序来精确地执行,相反,可以按照倒序或同时处理各种步骤。同时,或将其他操作添加到这些过程中,或从这些过程移除某一步或数步操作,都属于本技术的精神和范围。下面结合图3对本发明的具体实施例做进一步详细的说明。
23.步骤31,对待加工的工件进行清理以去除工件表面的油脂、灰尘等。
24.在本发明的一些实施例中,可以采用超声清洗工艺对工件进行清洗。清洗用的洗液可以是蒸馏水,也可以是表面活性剂、乙醇或丙酮等有机溶剂。清洗完毕后使用压缩空气或者烘箱将工件烘干,保证无清洗液残留。应当理解的是,本发明中的清洗工艺并不局限于上述的清洗洗液以及烘干方法,根据工件的状态不同而使用的其他可以达到清洗目的的方法和洗液仍属于本发明的精神和范围。
25.在本发明的一些实施例中,待加工的工件是通过激光选区熔化成形。在本发明的一些实施例中,待加工的工件为航空发动机构件。例如,待加工的工件为航空发动机的燃烧室喷嘴。激光选区熔化通过专用软件对零件三维数字模型进行切片分层,获得各截面的轮廓数据后,利用高能激光束根据轮廓数据逐层选择性地熔化金属粉末,通过逐层铺粉,逐层
熔化凝固堆积的方式,制造三维实体零件。
26.步骤32,使用流动态的填充剂作为填充材料,将工件内盲孔、盲腔和/或沉孔结构进行填充。
27.在本发明的一些实施例中,加工的工件为如图1所示的开口尺寸较小的燃油喷嘴,此时适当的摆放方式就应该是将工件竖直摆放进行填充剂的填充,工件的填充效果会更充分和均匀。应当理解的是,本发明中工件的摆放方式不局限于竖直摆放,任何可以保证填充材料完全填充的适当的摆放方式都属于本发明的精神和范围。
28.在本发明的一些实施例中,填充材料为有机物,例如双组分环氧胶粘接剂、双组分酸酐固化粘接剂、双组分硫醇粘结剂、单组分阳离子固化剂等胶粘剂。应当理解的是,本发明的填充材料不局限于上述各种类的胶粘剂,其他可以起到填充作用的试剂及材料也属于本发明的精神和范围。
29.在本发明的一些实施例中,工件的盲孔、盲腔和/或沉孔的入口尺寸在0.4~1mm之间。
30.步骤33,使填充剂凝固。
31.例如,可以等待填充剂自行凝固。在本发明的一些实施例中,在等待流动态的填充剂凝固的过程中,技术人员需要将多余的填充剂去除。去除多余填充剂的方法可以是使用毛刷、剃刀、压缩空气吹扫等方法。应当理解的是,本发明中的去除多余填充剂的方法不局限于上述的吹扫等方法,其他可以起到去除多余填充剂的方法也属于本发明的精神和范围。
32.在本发明的一些实施例中,技术人员在去除多余的填充剂的同时,还需要考虑填充剂在凝固过程中的流动性变化,以防止灌注至盲孔、深孔内的填充剂形态受到破坏。
33.在本发明的一些实施例中,根据填充剂的物理属性的不同,可以通过调整固化的温度来控制填充剂固化的速度。
34.步骤34,在填充剂完全固化后,使用磨粒流对工件进行加工。
35.在本发明的实施例中,填充材料固化后的强度大于磨粒流加工压力,且磨粒流加工的温度在填充材料的耐温区间内。磨粒流加工温度一般<50℃,磨粒流加工压力一般小于10mpa。在本发明的一些实施例中,填充材料固化后的强度为20~80mpa,耐温区间为-60~100℃。填充材料能够耐受磨粒流加工温度,且在磨粒流加工压力下变形小。
36.步骤35,在磨粒流加工后,对工件中的残留磨料进行清理。
37.在本发明的一些实施例中,清理残留磨料的方法包括充分的压缩空气吹扫、有机溶剂超声清洗等。在本发明的一些实施例中,磨料中的有机溶剂为硅油,则可使用丙酮等有机溶剂进行溶解。应当理解的是,此步骤中清理残留磨料的方法不局限于上述的吹扫和/或清洗的方法,任何可以达到清理残留磨料目的的方法和试剂都属于本发明的精神和范围。
38.步骤36,对清理残留磨料后的工件进行高温处理。
39.在本发明的一些实施例中,填充剂包括有机物,相应的清除填充剂的方法包括加热使其碳化,碳化物粒径一般在20~50μm之间。
40.步骤37,将工件内的填充材料进行彻底的清理。
41.在本发明的一些实施例中,此步骤中的清理方法包括压缩空气吹扫和超声清洗,从而将填充材料,如粉末状的碳化物,进行彻底的清理。
42.本发明创造性解决了激光选区熔化成形小尺寸盲孔、内部沉孔等复杂的工件结构磨粒流加工后,部分磨料无法清理的问题,保证零件清洁度达标。同时益于扩展现有零件结构设计,提升零件散热性能,以便后续机械加工和特种加工等方面产生有益效果。
43.本技术使用了特定词语来描述本技术的实施例。如“一个实施例”、“一实施例”、和/或“一些实施例”意指与本技术至少一个实施例相关的某一特征、结构或特点。因此,应强调并注意的是,本说明书中在不同位置两次或多次提及的“一实施例”或“一个实施例”或“一替代性实施例”并不一定是指同一实施例。此外,本技术的一个或多个实施例中的某些特征、结构或特点可以进行适当的组合。
44.同理,应当注意的是,为了简化本技术披露的表述,从而帮助对一个或多个发明实施例的理解,前文对本技术实施例的描述中,有时会将多种特征归并至一个实施例、附图或对其的描述中。但是,这种披露方法并不意味着本技术对象所需要的特征比权利要求中提及的特征多。实际上,实施例的特征要少于上述披露的单个实施例的全部特征。
45.一些实施例中使用了描述成分、属性数量的数字,应当理解的是,此类用于实施例描述的数字,在一些示例中使用了修饰词“大约”、“近似”或“大体上”来修饰。除非另外说明,“大约”、“近似”或“大体上”表明所述数字允许有
±
20%的变化。相应地,在一些实施例中,说明书和权利要求中使用的数值参数均为近似值,该近似值根据个别实施例所需特点可以发生改变。在一些实施例中,数值参数应考虑规定的有效数位并采用一般位数保留的方法。尽管本技术一些实施例中用于确认其范围广度的数值域和参数为近似值,在具体实施例中,此类数值的设定在可行范围内尽可能精确。
46.虽然本发明已参照当前的具体实施例来描述,但是本技术领域中的普通技术人员应当认识到,以上的各实施例仅是用来说明本技术,在没有脱离本技术精神的情况下还可作出各种等效的变化或替换,因此,只要在本技术的实质精神范围内对上述实施例的变化、变型都将落在本技术的权利要求书的范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。