1.本发明涉及一种成型系统。
背景技术:
2.专利文献1中记载了一种能够提高向金属管材料供给流体时的密封性的成型系统。成型系统具备对金属管材料的端部进行加热的加热部、向金属管材料内供给流体从而使其膨胀的流体供给部以及控制加热部及流体供给部的控制部。控制部控制加热部以便在流体供给部供给流体之前的阶段对金属管材料的端部进行加热。
3.以往技术文献
4.专利文献
5.专利文献1:日本特开2016
‑
002578号公报
技术实现要素:
6.发明要解决的技术课题
7.在专利文献1所记载的成型系统中,供给至金属管材料内的气体伴随金属管材料的加热而高温化。成型系统中的金属管材料的成型完成之后释放已被高温化的气体,由此,流体流过的流路周边的部件可能会受到热影响。
8.鉴于上述情况,本发明的目的在于提供一种能够抑制对流路周边部件的热影响的成型系统。
9.用于解决技术课题的手段
10.本发明的一种实施方式涉及一种使被加热的金属管材料膨胀从而成型出金属管的成型系统。该成型系统具备:气体供给部,向被加热的金属管材料供给气体从而使金属管材料膨胀;排出部,在使金属管材料膨胀之后排出气体;及冷却部,冷却流过排出部的气体。
11.在该成型系统中,气体供给部将气体供给至已被加热的金属管材料,从而使金属管材料膨胀。气体通过被加热的金属管材料而成为高温的气体。成为高温的气体在使金属管材料膨胀之后经由排出部排出。在此,成型系统具备冷却流过排出部的气体的冷却部。由此,能够抑制高温流体流过成型系统内的流路。由此,能够抑制对流路周边部件的热影响。
12.气体供给部可以具有:喷嘴,具有供给气体的供给口;支承部,从喷嘴向与供给口相反的一侧延伸并且支承喷嘴;及驱动部,使该支承部沿支承部的延伸方向移动,在喷嘴及支承部形成有以使气体流向供给口侧并且使成为高温的气体从金属管材料流向排出部侧的方式延伸的流路,在气体供给部设置有冷却流过流路的成为高温的气体的冷却部,冷却部作为与喷嘴不同的部件而设置于至少比驱动部更靠延伸方向上的供给口侧的位置。
13.在该成型系统中,气体供给部将高压气体供给至已被加热的金属管材料,从而使金属管材料膨胀。高压气体通过被加热的金属管材料而成为高温的气体。成为高温的气体流过设置于喷嘴及支承部内的流路。冷却部配置成在至少比驱动部更靠延伸方向上的供给口侧的位置中冷却流路。因此,流过流路的成为高温的气体通过冷却部在至少比驱动部更
靠延伸方向上的供给口侧的位置中被冷却。至少比驱动部更靠延伸方向上的供给口侧的范围相比驱动部及比驱动部更靠延伸方向上的与供给口侧相反的一侧的范围不易受到热影响,因此能够将成为高温的气体带来的热影响抑制在该范围内。因此,能够抑制对流路周边部件的热影响。
14.气体供给部可以具有:喷嘴,具有供给气体的供给口;支承部,从喷嘴向与供给口相反的一侧延伸并且支承喷嘴;及驱动部,使该支承部沿支承部的延伸方向移动,在喷嘴及支承部形成有以使气体流向供给口侧并且使气体从金属管材料流向排出部侧的方式延伸的流路,在气体供给部设置有冷却流过流路的气体的冷却部,冷却部设置于至少比驱动部更靠延伸方向上的供给口侧的位置,其使流路的一部分区间的相对于延伸方向的横截面积相比流路的其他区间的相对于延伸方向的横截面积缩小,从而冷却成为高温的气体。
15.在该成型系统中,气体供给部将高压气体供给至已被加热的金属管材料,从而使金属管材料膨胀。高压气体通过被加热的金属管材料而成为高温的气体。成为高温的气体流过设置于喷嘴及支承部内的流路。在至少比驱动部更靠延伸方向上的供给口侧的位置上设置于流路的冷却部使流路的一部分区间缩小。流过流路的成为高温的气体通过冷却部则产生绝热变化。因此,成为高温的气体在至少比驱动部更靠延伸方向上的供给口侧的位置中被冷却。至少比驱动部更靠延伸方向上的供给口侧的范围相比驱动部及比驱动部更靠延伸方向上的与供给口侧相反的一侧的范围不易受到热影响,因此能够将成为高温的气体带来的热影响抑制在该范围内。因此,能够通过简单的结构有效地抑制对流路周边部件的热影响。
16.发明效果
17.根据本发明的成型系统,能够抑制对流路周边部件的热影响。
附图说明
18.图1是本实施方式所涉及的成型系统所包括的膨胀成型装置的概略图。
19.图2是图1所示的右侧管保持机构的主视图。
20.图3是表示本实施方式所涉及的成型系统的主要部分的概略图。
21.图4是表示本实施方式所涉及的成型系统的冷却部的详细剖视图。
具体实施方式
22.以下,参考附图对本发明的实施方式进行详细说明。另外,在以下说明中,对相同或相应的要件标注相同的符号,并省略重复说明。附图中的尺寸比例并非一定与所说明的尺寸比例一致。
23.[膨胀成型装置的概要]
[0024]
图1是本实施方式所涉及的成型系统所包括的膨胀成型装置的概略图。如图1所示,成型系统200包括通过吹塑成型成型出金属管的膨胀成型装置10。该膨胀成型装置10设置于水平面上。而且,相对于设置有膨胀成型装置10的水平面,将铅垂方向上方设为“上”,将铅垂方向下方设为“下”,将与该水平面平行的一个方向上的单侧(图1的左侧)设为“左”,将相反侧(图1的右侧)设为“右”。并且,将与图1的纸面垂直的方向上的前侧设为“前”,将里侧设为“后”。“上”“下”“左”“右”是基于图示状态的词语,是便于说明而设的词语。
[0025]
膨胀成型装置10具备:模具13,由彼此成对的下型11及上型12构成;上型驱动机构80,使上型12移动;一对管保持机构20,彼此之间隔着下型11及上型12而分别配置在其左右两侧并且保持金属管材料p的右端部及左端部;水循环机构14,强制性地对模具13进行水冷;控制装置100,控制上述各结构;及基座15,其上表面支承装置的大致整体结构。模具13为吹塑成型模具。另外,膨胀成型装置10以基座15的上表面成为水平的方式设置。
[0026]
下型11由钢铁制块构成,在其上表面具备与成型形状相对应的凹部111,在下型11的内部形成有冷却水通道112。上型12由钢铁制块构成,在其下表面具备与成型形状相对应的凹部121,在上型12的内部形成有冷却水通道122。水循环机构14与冷却水通道112、122连接,并且通过泵供给冷却水。
[0027]
在下型11与上型12彼此紧贴在一起的状态下,各个凹部111及凹部121形成金属管材料p的成型目标形状的空间。该目标形状为相对于与左右方向平行的直线形状在中途弯曲或折弯导致左右两端部朝向下方倾斜的形状。金属管材料p与该目标形状相同地折弯或弯曲,但其遍及整个长度的外径小于目标形状,在膨胀成型的过程中成型为目标形状。因此,一对管保持机构20以使金属管材料p的两端部成为与基于下型11及上型12的目标形状相同的朝向的方式保持金属管材料p。具体而言,金属管材料p的右端部以朝向相对于右方向稍微向下倾斜的右斜下方的状态保持于右侧管保持机构20。并且,金属管材料p的左端部以朝向相对于左方向稍微向下倾斜的左斜下方的状态保持于左侧管保持机构20。
[0028]
在下型11的下侧,朝向下方依次层叠设置有下型保持架97、下型底板98及滑动件92。
[0029]
上型驱动机构80具备从上型12的上侧朝向上方依次层叠的第1上型保持架86、第2上型保持架87及上型底板88。而且,上型驱动机构80具备使上型12朝向上型12及下型11彼此合拢的方向移动的滑动件82、产生使上述滑动件82上升的力量的驱动器(即,退回缸85)、使滑动件82向下加压的驱动源(即,主缸84)、向主缸84供给液压油的液压泵81、控制液压泵81的流体量的伺服马达83、向退回缸85供给液压油的未图示的液压泵及其驱动源(即,未图示的马达)。在上述滑动件82上装配有用于检测上下方向上的位置及移动速度的线性传感器等位置传感器以及检测上型12的荷载的测力传感器等荷载传感器。
[0030]
另外,上型驱动机构80的位置传感器和荷载传感器并不是必须的,可以省略。并且,在上型驱动机构80使用液压系统时,可以使用测量液压的测量装置来代替荷载传感器。
[0031]
并且,膨胀成型装置10具备用于测量金属管材料p的温度的辐射温度计102。但是,辐射温度计102只是温度检测部的一例,也可以设置接触式温度传感器,例如热电偶等。
[0032]
在基座15上,在模具13的左右两侧各配置有一台管保持机构20。右侧管保持机构20保持被模具13规定了朝向的金属管材料p的朝向右斜下方的一端部,左侧管保持机构20保持被模具13规定了朝向的金属管材料p的朝向左斜下方的另一端部。关于右侧管保持机构20的结构及左侧管保持机构20的结构,除了调整角度以使其成为与要保持的金属管材料p的端部的倾斜相对应的朝向之后固定于基座15上的点以外,其他结构均相同,因此在以下说明中,主要对右侧管保持机构20进行说明。
[0033]
图2是图1所示的右侧管保持机构的主视图。另外,如上所述,右侧管保持机构20以其整体结构对应于要保持的金属管材料p的右端部的倾斜角度而倾斜的状态设置于基座15的上表面,但是,为了便于说明及明确化,在图2中示出了管保持机构20的整体结构并未倾
斜的状态,即,示出了保持与左右方向平行的金属管材料p的右端部时的状态。
[0034]
管保持机构20具备把持金属管材料p右端部的一对电极(即,下侧电极21及上侧电极22)、从金属管材料p的右端部向其内部供给压缩气体的喷嘴23、支承下侧电极21及上侧电极22的电极安装单元30、支承喷嘴23的喷嘴安装单元40、使下侧电极21及上侧电极22和喷嘴23升降的升降机构50、以及支承上述所有结构的单元基座24。喷嘴23、喷嘴安装单元40、后述的液压回路43及后述的气压回路44为气体供给部及排出部的一例。
[0035]
单元基座24是俯视观察时呈矩形的板状块,其上表面经由升降机构50支承电极安装单元30及喷嘴安装单元40。单元基座24通过螺栓等固定机构安装于水平面(即,基座15的上表面),因而能够拆卸。管保持机构20具有上表面的倾斜角度互不相同的多个单元基座24,由此,通过更换它们能够一次性改变及调整下侧电极21及上侧电极22、喷嘴23、电极安装单元30、喷嘴安装单元40以及升降机构50的倾斜角度。
[0036]
而且,由此,单元基座24调整电极安装单元30以使下侧电极21及上侧电极22能够沿着被模具13规定朝向的金属管材料p的各端部的延伸方向移动。另外,“端部的延伸方向”是指:将金属管材料p的单侧端部的中心线直线状延伸的方向,或者沿着金属管材料p的单侧端部所指方向的矢量方向。并且,相同地,单元基座24调整喷嘴安装单元40以使喷嘴23能够沿着被模具13规定朝向的金属管材料p的各端部的延伸方向移动。即,单元基座24作为电极调整部及喷嘴调整部而发挥作用。
[0037]
如上所述,在被模具13规定的金属管材料p的右端部的中心线的延伸方向为右斜下方向(在前后方向上没有倾斜)时,单元基座24的上表面为相对于水平面朝向以沿前后方向的轴为中心右侧下降的方向倾斜的倾斜平面,其倾斜角度与金属管材料p的右端部的延伸方向的倾斜角度一致。
[0038]
升降机构50具备安装于单元基座24的上表面上的前后一对升降框架基座51、52以及升降用驱动器53,该升降用驱动器53对被上述升降框架基座51、52支承为能够沿与单元基座24的上表面垂直的方向升降的电极安装单元30的升降框架31赋予升降动作。
[0039]
升降框架基座51、52通过螺栓等紧固机构可装卸地安装于单元基座24的上表面。而且,前侧的升降框架基座51及后侧的升降框架基座52呈将与上下方向及左右方向平行的平面作为对称面彼此面对称的立体形状。这些升降框架基座51、52呈框状,且在其彼此之间将升降框架31支承为能够沿着与单元基座24的上表面垂直的方向升降。并且,升降框架基座51、52在左侧及右侧均具备板状的衬垫54、55,在前侧及后侧均具备板状的衬垫。这些衬垫54、55稳定地引导升降框架31的前侧部分及后侧部分沿着与单元基座24的上表面垂直的方向升降的动作。并且,设置于前侧及后侧的衬垫稳定地引导左右方向上的动作。
[0040]
并且,升降用驱动器53为将沿与单元基座24的上表面垂直的方向的往复动作赋予升降框架31的直动式驱动器,例如可以使用液压缸等。
[0041]
下侧电极21及上侧电极22均为用绝缘板夹住板状导体而成的矩形的平板状电极。在下侧电极21的中央上端部及上侧电极22的中央下端部分别形成有垂直贯穿平板面的半圆状的缺口。而且,若将下侧电极21及上侧电极22配置于同一平面上并使下侧电极21的上端部与上侧电极22的下端部紧贴在一起,则彼此的半圆状的缺口吻合而成为圆形贯穿孔。该圆形贯穿孔的直径与金属管材料p的端部的外径大致一致,在对金属管材料p进行通电时,在将金属管材料p的端部嵌合于圆形贯穿孔的状态下由下侧电极21及上侧电极22把持
金属管材料p。
[0042]
并且,下侧电极21与受控制装置100控制的电源101电连接。上侧电极22经由下侧电极21对金属管材料p进行通电。电源101在控制装置100的控制下对左右管保持机构20的下侧电极21进行通电,从而基于焦耳加热能够快速加热金属管材料p。
[0043]
另外,金属管材料p的端部的外形并不只限于圆形。因此,下侧电极21及上侧电极22各自的缺口分别呈将金属管材料p的端部的外形切割为一半的形状。
[0044]
电极安装单元30支承下侧电极21及上侧电极22,并使下侧电极21及上侧电极22的平板面维持在与上述金属管材料p的右端部的延伸方向垂直的朝向。例如,当单元基座24的上表面为水平时,电极安装单元30将下侧电极21和上侧电极22支承为其平板面与上下方向及前后方向平行。
[0045]
电极安装单元30具备由上述升降机构50赋予沿与单元基座24的上表面垂直的方向的升降动作的升降框架31、在升降框架31的左端部保持下侧电极21的下侧电极框架32及设置于下侧电极框架32的上侧且保持上侧电极22的上侧电极框架33。
[0046]
下侧电极框架32为保持下侧电极21的除了上端部以外的部分的外周的框体。该下侧电极框架32经由设置于前后的两个直线导轨支承于升降框架31的左端部,从而能够沿俯视观察时与左右方向平行且与单元基座24的上表面平行的方向移动。并且,在下侧电极框架32还设置有赋予沿着各直线导轨的移动方向的移动动作的下侧电极移动用驱动器。该下侧电极移动用驱动器例如可以使用液压缸等。另外,在下侧电极框架32还设置有检测各直线导轨的移动方向上的位置的线性传感器等位置传感器。通过采用这些结构,下侧电极21能够沿金属管材料p的右端部的延伸方向进行往复移动。
[0047]
在下侧电极框架32的前端部及后端部的上表面,经由直线导轨分别设置有能够沿俯视观察时与左右方向平行且与单元基座24的上表面平行的方向移动的滑块。并且,在滑块上还设置有赋予沿着各直线导轨的移动方向的移动动作的单侧电极移动用驱动器(即,上侧电极移动用驱动器)。该上侧电极移动用驱动器例如可以使用液压缸等。另外,在滑块上还设置有检测各直线导轨的移动方向上的位置的线性传感器等位置传感器。
[0048]
上侧电极框架33为保持上侧电极22的除了下端部以外的部分的外周的框体。该上侧电极框架33经由设置于各滑块上部的前后各两个直线导支承于各滑块上,从而能够沿与单元基座24的上表面垂直的方向移动。并且,在上侧电极框架33与各滑块之间安装有上侧电极悬浮用弹簧,由此,上侧电极框架33相对于各滑块始终推向上方。
[0049]
上侧电极框架33相对于各滑块能够沿与单元基座24的上表面垂直的方向(上下方向)移动。而且,各滑块相对于下侧电极框架32能够沿着俯视观察时与左右方向平行且与单元基座24的上表面平行的方向(左右方向)移动。因此,上侧电极框架33相对于下侧电极框架32能够升降且能够沿金属管材料p的端部的延伸方向(左右方向)移动。
[0050]
而且,在下侧电极框架32的前后各设置有一个使上侧电极框架33沿着与单元基座24的上表面垂直的方向升降的夹紧用驱动器。各夹紧用驱动器例如可以使用液压缸等。另外,各夹紧用驱动器的柱塞的前端部以相对于上侧电极框架33能够沿金属管材料p的端部的延伸方向(左右方向)移动的方式连结于上侧电极框架33。因此,相对于下侧电极框架32的上侧电极框架33的沿金属管材料p的端部的延伸方向(左右方向)的移动动作不受阻碍。
[0051]
喷嘴23为金属管材料p的端部能够插入的圆筒。喷嘴23以其中心线成为与金属管
材料p的端部的延伸方向平行的方式被喷嘴安装单元40支承。金属管材料p侧的喷嘴23的端部(以下,记载为“供给口”)的内径与膨胀成型后的金属管材料p的外径大致一致。另外,在喷嘴23上还设置有检测与其抵接的金属管材料p的按压力传感器。
[0052]
喷嘴安装单元40安装于电极安装单元30的升降框架31的右端部。因此,在升降机构50进行了升降动作时,喷嘴安装单元40与电极安装单元30一体地升降。喷嘴安装单元40将喷嘴23支承于如下位置上,即,在电极安装单元30的下侧电极21及上侧电极22把持了金属管材料p的端部的状态下该金属管材料p的端部与喷嘴23成为同心的位置上。例如,在单元基座24的上表面为水平时,喷嘴安装单元40将喷嘴23支承为其中心线与左右方向平行。
[0053]
喷嘴安装单元40具有使喷嘴23沿着金属管材料p的端部的延伸方向移动的喷嘴移动用驱动器(即,液压缸机构)。该液压缸机构具备保持喷嘴23的活塞41(支承部的一例)及对活塞41赋予进退移动的缸体42(驱动部的一例)。缸体42以使活塞41沿着与金属管材料p的端部的延伸方向平行的方向进退移动的朝向固定并安装于升降框架31的右端部。该缸体42与液压回路43(参考图1)连接,从而对其内部供给工作流体(即,液压油)及从内部排出液压油。液压回路43的相对于缸体42的液压油的供给及排出受控制装置100的控制。另外,液压回路43还与左侧管保持机构20连接,但在图1中省略了连接路径的图示。
[0054]
活塞41具备容纳于缸体42内的主体部411、从缸体42的左端部(下侧电极21及上侧电极22侧)向外部突出的头部412及从缸体42的右端部向外部突出的管状部413。主体部411、头部412及管状部413均为圆筒状,且以同心状形成为一体。主体部411的外径与缸体42的内径大致一致。而且,在缸体42内,液压供给至主体部411的两侧从而使活塞41进行进退移动。
[0055]
头部412的直径小于主体部411的直径,在该头部412的左侧(下侧电极21及上侧电极22侧)的前端部以同心状固定装配有喷嘴23。管状部413为直径小于主体部411及头部412的直径的圆管。该管状部413贯穿缸体42的右端部而朝向缸体42的外侧突出。
[0056]
活塞41形成有从头部412通过主体部411而到管状部413的末端为止的遍及活塞41的整个长度而贯穿其中心的压缩气体流路414。而且,管状部413的末端部(右端部)与向喷嘴23供给压缩气体及从喷嘴23排出压缩气体的气压回路44(参考图1)连接。另外,气压回路44还与左侧管保持机构20连接,但在图1中省略了连接路径的图示。并且,装配于头部412的前端部的喷嘴23与压缩气体流路414连通。即,喷嘴安装单元40构成为从与喷嘴23相反的一侧经由活塞41能够向喷嘴23供给压缩气体的结构。压缩气体例如为压缩空气。
[0057]
[基于膨胀成型装置的金属管的成型方法]
[0058]
上述结构的膨胀成型装置10的膨胀成型动作在控制装置100的控制下进行。而且,控制装置100具备存储有关动作控制的处理程序及各种信息的存储部以及根据处理程序执行动作控制的处理装置。
[0059]
首先,选择上表面朝向与被模具13规定的目标形状的金属管材料p的端部的延伸方向相对应的方向倾斜的单元基座24,并将其安装于各管保持机构20上。然后,将各管保持机构20固定于基座15的上表面。
[0060]
然后,控制装置100控制左右的管保持机构20的下侧电极移动用驱动器以使下侧电极21前进移动至与下型11抵接的位置。接着,控制装置100控制左右的管保持机构20的上侧电极移动用驱动器以使上侧电极22相对于下侧电极21后退移动至与金属管材料p的端部
分开的位置。在如此配置的左右的下侧电极21上载置金属管材料p并使其嵌入于半圆状的缺口中。并且,由于上侧电极22已退避,因此其不会妨碍金属管材料p的载置操作。另外,载置于下侧电极21的金属管材料p位于比下型11稍微靠上方的位置,其未与下型11接触。
[0061]
接着,控制装置100控制上侧电极移动用驱动器以使上侧电极22移动至下侧电极21上方的把持位置。上侧电极22的把持位置为使上侧电极22朝向下侧电极21侧下降即可用上侧电极22及下侧电极21把持金属管材料p的端部的位置。
[0062]
接着,控制装置100控制夹紧用驱动器以使上侧电极22朝向下侧电极21下降。由此,金属管材料p的端部嵌入于上侧电极22的半圆状的缺口,从而被下侧电极21及上侧电极22把持。
[0063]
在金属管材料p的两端部分别被左右的管保持机构20的下侧电极21及上侧电极22把持的状态下,控制装置100控制电源101而对各下侧电极21进行通电。由此,对金属管材料p进行焦耳加热。此时,控制装置100监视基于辐射温度计102的金属管材料p的温度,从而进行规定的目标温度范围的规定时间的加热。
[0064]
通过焦耳加热,金属管材料p热膨胀,其端部朝向其延伸方向伸长。控制装置100存储有金属管材料p的温度与热伸长量之间的关系作为相关数据,并参考该相关数据并根据基于辐射温度计102的金属管材料p的检测温度来获取金属管材料p的热伸长量。而且,控制装置100根据所获取的热伸长量控制下侧电极移动用驱动器,从而使各管保持机构20的下侧电极21及上侧电极22移动至不会给金属管材料p施加应力的位置或应力充分下降的位置。通过进行该电极位置控制,控制装置100作为电极位置控制部而发挥作用。另外,在对左右的管保持机构20的下侧电极21进行通电的期间,周期性地重复执行该电极位置控制。
[0065]
另外,电极位置控制也可以不使用金属管材料p的温度与热伸长量之间的相关数据而进行如下控制:使下侧电极21及上侧电极22对金属管材料p的端部朝向沿着其延伸方向伸长的方向施加不会使金属管材料p变形程度的较弱的张力的同时沿伸长方向移动。此时,若下侧电极移动用驱动器例如为液压缸,则可以将液压设为上述的低压力并使下侧电极21及上侧电极22朝向沿着延伸方向伸长的方向移动。
[0066]
若对金属管材料p的通电结束,则下侧电极21基于电极位置控制而从下型11分开从而产生间隙s1。因此,控制装置100控制夹紧用驱动器以使上侧电极22上升,而且控制下侧电极移动用驱动器以使下侧电极21及上侧电极22向模具13侧移动,从而使下侧电极21与下型11抵接。然后,使上侧电极22下降从而再次把持金属管材料p。由此,控制装置100作为进行再把持动作控制的再把持动作控制部而发挥作用。
[0067]
接着,控制装置100控制升降用驱动器53以使金属管材料p下降至与下型11的凹部111接触或靠近的位置。此时,在单元基座24的上表面对应于与金属管材料p的延伸方向而相对于水平面倾斜的情况下,若进行基于升降用驱动器53的下降动作,则升降框架31之上的结构均在左右方向上产生位置变动。例如,右侧的管保持机构20向右移动,左侧的管保持机构20向左移动。
[0068]
其结果,下侧电极21从下型11分开从而产生间隙s2。因此,控制装置100控制夹紧用驱动器以使上侧电极22上升,而且控制下侧电极移动用驱动器以使下侧电极21及上侧电极22朝向模具13侧移动直至与模具13抵接。然后,使上侧电极22下降从而再次把持金属管材料p的端部。即,控制装置100再次进行再把持动作控制。
[0069]
另外,如上所述,例示了控制装置100进行两次再把持动作控制的情况,但也可以不执行对金属管材料p的通电结束后进行的第1次再把持动作控制而控制升降用驱动器53使下侧电极21及上侧电极22下降之后仅进行一次再把持动作控制。
[0070]
然后,控制装置100控制上型驱动机构80的伺服马达83以使上型12下降至与下型11接触的位置。而且,控制装置100控制液压回路43从而控制左右的管保持机构20的喷嘴安装单元40以使各喷嘴23朝向金属管材料p的各端部侧前进移动。由此,金属管材料p的端部插入于喷嘴23的供给口。然后,控制装置100控制气压回路44,从喷嘴23向金属管材料p内供给压缩气体。由此,基于焦耳加热而硬度下降的金属管材料p通过内压在模具13内成型为目标形状。
[0071]
另一方面,在上述成型中,金属管材料p的温度会逐渐降低从而会产生收缩,其端部向模具13侧移动。如上所述,控制装置100存储有金属管材料p的温度与热伸长量之间的关系作为相关数据,因此,参考该相关数据并根据基于辐射温度计102的金属管材料p的检测温度来获取金属管材料p的收缩量。而且,控制装置100根据所获取的收缩量来控制液压回路43以使喷嘴安装单元40工作,使喷嘴23朝向模具13侧移动。更详细而言,根据金属管材料p的收缩量,使喷嘴23追随金属管材料p的端部移动以免金属管材料p的端部从喷嘴23脱落。通过进行该喷嘴位置控制,控制装置100作为喷嘴位置控制部而发挥作用。另外,在从喷嘴23向金属管材料p内供给压缩气体的期间,周期性地重复执行该喷嘴位置控制。
[0072]
另外,喷嘴位置控制也可以不使用金属管材料p的温度与热伸长量之间的相关数据而进行如下控制:预先设定不会给金属管材料p带来压曲或变形等影响的按压力范围内的上限值,并使喷嘴23对金属管材料p的端部施加不超过该上限值的按压力的同时移动。
[0073]
然后,供给压缩气体一定期间而对金属管材料p进行膨胀成型之后,控制装置100停止压缩气体的供给,解除基于下侧电极21及上侧电极22的把持状态,并使上型12上升。然后,控制装置100通过控制水循环机构14而经由模具13对金属管材料p进行冷却。接着,控制装置100从金属管材料p的内部排出压缩气体(成为高温的气体的一例)。在排出压缩气体之后,控制装置100控制各管保持机构20的上侧电极移动用驱动器以使上侧电极22朝向远离模具13的方向退避移动。由此,能够从膨胀成型装置10轻松地取出已完成成型加工的金属管材料p。
[0074]
[成型系统的结构]
[0075]
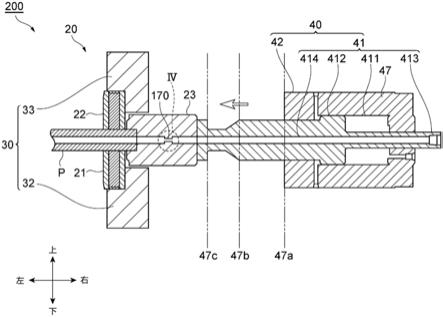
接着,参考图3对本实施方式所涉及的成型系统200进行说明。图3是表示本实施方式所涉及的成型系统的主要部分的概略图。图3所示的成型系统200具备从金属管材料p排出成为高温的气体的喷嘴23、具有喷嘴安装单元40及气压回路44(气体供给部及排出部的一例)的膨胀成型装置10以及冷却部170。成为高温的气体例如为在被加热的金属管材料p内高温化并且从金属管材料p排出的气体。从金属管材料p排出的成为高温的气体依次流过喷嘴23、喷嘴安装单元40的流路414及气压回路44,最后到达气压回路44内的排出口(未图示)。
[0076]
气压回路44例如具有前端连接于流路414从而与流路414连通的连通管、设置于连通管的开闭阀及位于连通管末端的排出口。连通管与流路414连通,将来自金属管材料p的压缩气体引向排出口。开闭阀为使连通管的开放或封闭的阀。在控制装置100的控制下向金属管材料p内供给压缩气体时,控制装置100会使开闭阀封闭连通管。在从金属管材料p内排
出成为高温的气体时,控制装置100使开闭阀开放连通管。排出口将被连通管引导过来的从金属管材料p排出的成为高温的气体朝向成型系统200的外部排出。排出口例如为排气消声器。
[0077]
冷却部170冷却流过流路414的成为高温的气体。冷却部170例如为与喷嘴23及喷嘴安装单元40所包括的部件不同的部件。在此,作为本实施方式的成型系统200的比较例,举出从喷嘴23及喷嘴安装单元40中去除冷却部170而只有笔直的流路414的例子。在这种比较例中,基于流路414周边部件中的传热及散热,成为高温的气体也会稍微被冷却。但是,冷却部170不包括比较例那样的仅有笔直的流路414的结构。与像比较例那样仅通过传热及散热进行冷却的结构相比,冷却部170为对成为高温的气体的冷却能力更高的部分。在此,冷却能力是指:在相同条件下进行测量时,使从金属管材料p排出的成为高温的气体的温度与从排出口排出的气体的温度之差变大的能力。在控制装置100的控制下从金属管材料p排出成为高温的气体时,冷却部170具有冷却所排出的成为高温的气体的功能。
[0078]
冷却部170作为与喷嘴23及喷嘴安装单元40不同的部件而设置于至少比缸体42更靠流路414的延伸方向上的喷嘴23的供给口侧的位置。即,在将缸体42的喷嘴23侧的面作为边界47a时,冷却部170设置于至少比边界47a更靠流路414的延伸方向上的喷嘴23的供给口侧的位置。在将活塞41最大限度地推向喷嘴23侧的情况下,冷却部170设置于至少比活塞41与缸体42接触的部分(即,主体部411)更靠喷嘴23的供给口侧的位置。在该状态下,比边界47a更靠延伸方向上的喷嘴23的供给口侧的位置相当于权利要求中的“比所述驱动部更靠所述延伸方向上的所述供给口侧的位置”。
[0079]
在此,由于成为高温的气体在流路414中流通,因此成为高温的气体的热量或基于成为高温的气体的传热而被高温化的部件的热量会传递至流路414周围的部件,有时会出现流路414周边的部件高温化的情况。喷嘴安装单元40具有需要从热量进行保护的被保护部47。被保护部47为耐热性低且在受到热影响时高压气体的供给或成为高温的气体的排气的功能受到影响的部分。例如,缸体42的内部空间具有工作油,因此为了抑制泄漏,在缸体42与活塞41的接触部分例如具有密封垫等。在缸体42中,被保护部47至少包括密封垫及具有工作油的内部空间。被保护部47包括比边界47a更靠流路414的延伸方向上的缸体42侧的部件。通过将冷却部170设置于至少比边界47a更靠流路414的延伸方向上的喷嘴23的供给口侧的位置,能够抑制被保护部47的高温化。
[0080]
在将活塞41最大限度地拉回的情况下活塞41与缸体42接触的位置设为边界47b时,冷却部170可以设置于至少比边界47b更靠喷嘴23的供给口侧的位置。即,活塞41中的边界47a与边界47b之间的区域并不是排气时直接与缸体42相邻的部分。但是,若假定成为高温的气体通过该区域,则该区域基于传热而成为高温,并且被拉回的情况下则与缸体42相邻。因此,为了进一步提高安全性而不让高温化的区域靠近缸体42时,也可以将该高温化的区域视为被保护部47的一部分。此时,可以视被保护部47包括比边界47b更靠流路414的延伸方向上的缸体42侧的部件的部分。由此,冷却部170能够进一步抑制基于成为高温的气体的热量或者基于成为高温的气体的传热的部件的高温化。
[0081]
在活塞41具有在与喷嘴23接触的位置附近扩大的扩径部时,冷却部170也可以设置于比活塞41的扩径部更靠喷嘴23侧的位置。例如,在将活塞41的朝向扩径部扩径的缸体42侧的起点设为边界47c时,冷却部170可以设置于至少比边界47c更靠喷嘴23的供给口侧
的位置。活塞41中的边界47b与边界47c之间的区域为即使在被拉回的状态下也不会与缸体42相邻的部分。但是,该区域为直径细且材料少的部位,因此与上述的扩径部相比,在成为了高温时,容易向缸体42侧传递热量。因此,为了进一步提高安全性,也可以将高温化时容易向缸体42传递热量的区域视为被保护部47的一部分。此时,可以视被保护部47包括比边界47c更靠流路414的延伸方向上的缸体42侧的部件。由此,冷却部170能够进一步抑制成为高温的气体的热量或基于成为高温的气体的传热而高温化的部件的热量带来的影响。
[0082]
另外,冷却部170也可以设置于相比边界47c更靠进喷嘴23的供给口侧的位置。冷却部170例如设置于喷嘴23的供给口附近。冷却部170越远离属于被保护部47的区域,热传递带来的影响越小,因此能够提高安全性。
[0083]
图4是表示本实施方式所涉及的成型系统的冷却部的详细剖视图。如图4所示,冷却部170使流路414的一部分区间的相对于延伸方向的横截面积相比流路414的其他区间的相对于延伸方向的横截面积缩小。通过使喷嘴23或喷嘴安装单元40具有使流路414的一部分缩小的结构作为冷却部170,成为高温的气体得到冷却。即,通过使成为高温的气体从冷却部170的横截面积缩小的区间到达横截面积再次变大的区间,产生绝热膨胀,从而使成为高温的气体冷却。此时,冷却部170可以是与喷嘴23及喷嘴安装单元40中所包括的部件不同的部件,也可以是与喷嘴23及喷嘴安装单元40中所包括的部件无边界地连续形成的部件。冷却部170例如为节流孔。
[0084]
冷却部170例如具有节流孔部171、上游流路172及下游流路173。冷却部170在上游流路172与下游流路173之间设置有节流孔部171。节流孔部171为在流路414中使相对于延伸方向的横截面积相比其他区间缩小的部分。上游流路172设置于比节流孔部171更靠喷嘴23侧,其横截面积大于节流孔部171的横截面积。下游流路173设置于比节流孔部171更靠被保护部47侧,其横截面积大于节流孔部171横截面积。上游流路172及下游流路173的横截面积例如相同。在控制装置100的控制下从金属管材料p排出成为高温的气体时,成为高温的气体经由节流孔部171流向下游流路173从而被冷却。
[0085]
冷却部170例如设置于喷嘴23。此时,在从活塞41与喷嘴23之间的边界到喷嘴23内的流路414的一部分区间例如设置有对内表面进行了螺纹加工的内螺纹。节流孔部171与下游流路173无边界地连续形成的一体物(即,节流孔形成部件174)卡合于该一部分区间。节流孔形成部件174例如具有中空的外螺纹形状。由此,冷却部170设置于流路414内。另外,从喷嘴23的供给口至流路414中也可以设置可供节流孔形成部件174卡合的螺纹。冷却部170也可以设置于活塞41。此时,例如,在活塞41的喷嘴23的供给口侧设置有可供节流孔形成部件174卡合的螺纹。
[0086]
[冷却成为高温的气体的方法]
[0087]
在此,示出控制装置100从金属管材料p的内部排出成为高温的气体时冷却部170冷却成为高温的气体的方法。将金属管材料p内部的成为高温的气体的压力设为上游压力p0(pa),将温度设为上游温度t0(k)。因此,金属管材料p的内部或上游流路172中的成为高温的气体的压力为上游压力p0,温度为上游温度t0(k)。将节流孔部171中的与下游流路173之间的边界部分处的气体的压力设为节流孔压力p1(pa),将温度设为节流孔温度t1(k)。
[0088]
在使从金属管材料p排出的成为高温的气体以最高的速度通过节流孔部171的情况下,节流孔压力p1(pa)成为临界压力p
c
(pa)。将此时的节流孔温度t1设为临界时温度t
c
。
在临界压力p
c
时,来自喷嘴23的成为高温的气体的排出速度达到音速。此时,可以视为:成为高温的气体经由节流孔部171流向下游流路173时,成为高温的气体产生绝热变化。上游压力p0与临界压力p
c
(节流孔压力p1)之间的关系式由以下式1表示。
[0089]
[数式1]
[0090][0091]
并且,上游温度t0与临界时温度t
c
(节流孔温度t1)之间的关系式由以下式2表示。
[0092]
[数式2]
[0093][0094]
其中,k为比热比,在成为高温的气体例如为空气时,k约为1.4。此时的p
c
/p0成为约0.528,t
c
/t0成为约0.833。即,成为高温的气体通过节流孔部171,绝对温度约下降17%。
[0095]
将下游流路173的横截面积设为a(m2)。节流孔部171达到了临界压力p
c
时的通过质量流量m
vc
(kg/s)使用气体常数r、临界常数ψ
c
等表示为以下式3。
[0096]
[数式3]
[0097][0098]
调整下游流路173的横截面积a以使通过质量流量m
vc
调整为排出气体所需的流量。例如,节流孔部171的横截面积优选为下游流路173的横截面积a的63%左右以下。其为从p
c
/p0约为0.528时的流速比计算出的面积比。节流孔部171的横截面积与下游流路173的横截面积a的面积比也可以根据节流孔部171的下游的排气能力而调整为较小的值,从而限制成为高温的气体的通过质量流量m
vc
。另外,即使在节流孔压力p1变得大于临界压力p
c
的情况下,也能够获得与上述相同的效果。并且,在上述说明中采用了空气,但使用其他气体也能够获得相同的效果。
[0099]
[成型系统的作用及效果]
[0100]
接着,对本实施方式所涉及的成型系统200的作用及效果进行说明。
[0101]
在本实施方式所涉及的成型系统200中,高压气体经过喷嘴23、喷嘴安装单元40及气压回路44供给至已被加热的金属管材料p,从而使金属管材料p膨胀。高压气体通过被加热的金属管材料p而成为高温的气体。成为高温的气体在使金属管材料膨胀之后经由排出部排出。在此,成型系统200具备用于冷却流过排出部的气体的冷却部170。由此,能够抑制高温气体流过成型系统200内的流路414。由此,能够抑制对流路414周边部件的热影响。
[0102]
在本实施方式所涉及的成型系统200中,高压气体经过喷嘴23、喷嘴安装单元40及气压回路44供给至已被加热的金属管材料p,从而使金属管材料p膨胀。气体通过被加热的金属管材料p而成为高温的气体。成为高温的气体流过设置于喷嘴23(喷嘴的一例)及活塞41(支承部的一例)内的流路414。冷却部170配置成在至少比缸体42(驱动部的一例)更靠延伸方向上的供给口侧的位置中冷却流路414。因此,流过流路414的成为高温的气体通过冷
却部170在至少比缸体42更靠延伸方向上的喷嘴23的供给口侧的位置中被冷却。至少比缸体42更靠延伸方向上的喷嘴23的供给口侧的范围相比缸体42及比缸体42更靠延伸方向上的与喷嘴23的供给口侧相反一侧的范围不易受到热影响,因此能够将成为高温的气体带来的热影响抑制在该范围内。因此,能够抑制对流路414周边部件的热影响。
[0103]
并且,在成型系统200中,冷却部170使流路414的一部分区间缩小。流路414中流通的成为高温的气体通过冷却部170则产生绝热变化。因此,成为高温的气体在至少比缸体42更靠延伸方向上的喷嘴23的供给口侧的位置中被冷却。因此,能够通过简单的结构有效地抑制对流路周边部件的热影响。并且,通过将节流孔形成部件174嵌合于已有的流路414内而作为冷却部170,能够轻松地缩小流路414的一部分区间,从而能够轻松地冷却成为高温的气体。
[0104]
[变形例]
[0105]
本发明并不只限于上述实施方式。例如,成型系统200及膨胀成型装置10的整体结构并不只限于图1所示的结构,在不脱离本发明的宗旨的范围内,可以适当进行变更。例如,管保持机构20的整体结构也可以设置成未产生倾斜的状态,即,可以设置成保持与左右方向平行的金属管材料p的两端部。压缩气体也可以是惰性气体。
[0106]
冷却部170也可以形成为与喷嘴23或活塞41中的至少一个无边界地连续形成的一体物,而不是单独的部件。即,在喷嘴23或活塞41中的至少一个中,流路414与节流孔部171可以无边界地连续形成。节流孔部171也可以固定于喷嘴23或活塞41中的至少一个的流路414的内部。此时,只要节流孔部171不会因高压气体的压力及成为高温的气体的热量而脱落,则采用任何固定方法均可。
[0107]
冷却部170也可以设置于喷嘴23的前端或活塞41的前端。此时,也可以不设置冷却部170的上游流路172。冷却部170也可以设置于喷嘴23的末端。此时,也可以不设置冷却部170的下游流路173。冷却部170也可以具有能够实现绝热膨胀的狭缝状或格子状等形状。冷却部170也可以不是节流孔。此时,冷却部170也可以是设置于流路414周围并且包括使冷水循环的管的水冷机构。也可以在比被保护部47更靠流路414的延伸方向上的喷嘴23侧的位置上设置多个冷却部170。
[0108]
并且,也可以不在活塞41内设置的流路414而采用直接向喷嘴23供给压缩气体的结构。此时,为了抑制气压回路44的连通管及排出口的劣化,冷却部170也可以设置于喷嘴23或连通管内。
[0109]
符号说明
[0110]
10
‑
膨胀成型装置,11
‑
下型,12
‑
上型,13
‑
模具,14
‑
水循环机构,15
‑
基座,20
‑
管保持机构,21
‑
下侧电极,22
‑
上侧电极,23
‑
喷嘴,24
‑
单元基座,30
‑
电极安装单元,31
‑
升降框架,32
‑
下侧电极框架,33
‑
上侧电极框架,40
‑
喷嘴安装单元,41
‑
活塞,42
‑
缸体,43
‑
液压回路,44
‑
气压回路,47
‑
被保护部,47a、47b、47c
‑
边界,50
‑
升降机构,51、52
‑
升降框架基座,53
‑
升降用驱动器,54、55
‑
衬垫,80
‑
上型驱动机构,81
‑
液压泵,82、92
‑
滑动件,83
‑
伺服马达,84
‑
主缸,85
‑
退回缸,86、87
‑
上型保持架,88
‑
上型底板,97
‑
下型保持架,98
‑
下型底板,100
‑
控制装置,101
‑
电源,102
‑
辐射温度计,111、121
‑
凹部,112、122
‑
冷却水通道,170
‑
冷却部,171
‑
节流孔部,172
‑
上游流路,173
‑
下游流路,174
‑
节流孔形成部件,200
‑
成型系统,411
‑
主体部,412
‑
头部,413
‑
管状部,414
‑
流路,a
‑
横截面积,p
‑
金属管材料。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。