1.本实用新型属于法兰生产技术领域,具体涉及一种新型法兰生产设备。
背景技术:
2.法兰产品在汽车中应用广泛,法兰产品规格型号多样,其中有一种法兰产品如图1所示,其用于管道穿过、焊接、密封固定。该法兰内孔内设置有台阶,相较于其他没有台阶结构设置的法兰产品,更加有利于提高管道的密封性;但其台阶设置也显著增加了制造难度和成本。一般法兰的规格为:厚度约7mm,内孔约18
‑
21mm,台阶宽0.5
‑
2mm,台阶高2
‑
4.5mm,台阶以上的内孔为上孔,台阶以下的内孔为下孔,上孔内径大于下孔内径。那么如何在这样小规格的法兰产品内孔中制造出宽0.5
‑
2mm、高2
‑
4.5mm的台阶成为需要解决的技术难题。
3.申请号为201910594146.6的中国发明专利申请提供了《一种发动机排气系统连接法兰的生产方法》,其包括以下步骤:毛坯制备;初镦;终镦冲模;压装铆合;本发明采用冷镦或者热锻工艺再通过装用模具成型,材料利用率能够提高到40%以上,不仅有效缩短了加工时长,并且极大地提高了材料的利用率;后续经过热处理使产品毛坯的硬度控制在hrb80左右,提高了车屑加工的效率;并且再通过合理控制法兰安装孔制造精度,通过变更螺栓和法兰连接方式,从而优化法兰组件生产工艺,采用螺栓和法兰连接压装铆合工艺,取消了法兰钻进装配和焊接工序,提高了法兰螺栓组件的安装尺寸精度。但是上述专利申请技术中法兰内设置的是通孔,其制造工艺集中在如何优化法兰材料利用率、法兰外形精度上,而不适用于内孔台阶型法兰的制造。
4.为了在法兰内孔中制造出台阶,现有技术采用车床精加工的方法制备。第一步为落料工序,即在法兰中,用模具按照下孔内径冲出通孔;第二部为车床精加工,即按照台阶型内孔中台阶的高度、宽度、上孔的内径,用车床将多余的料去除,制得上孔和台阶。
5.现有技术中的上述制造方法,由于使用车床精加工工艺,在规格较小的通孔中操作,因此对车床精密度和加工工艺要求较高,制造成本大大提高,同时因为汽车中需要使用多个此种法兰,也大大提高汽车零部件的制造成本。
6.综上所述,如何提供一种简便的内孔台阶型法兰的制造设备,降低其制造成本成为亟待解决的技术问题。
技术实现要素:
7.为解决上述技术问题,本实用新型的目的在于提供一种新型法兰生产设备,使其能够制造出内孔台阶型法兰,并具有操作简便、降低制造成本的特点。
8.为实现上述目的,本实用新型采用的技术方案为:一种新型法兰生产设备,包括上集成模座、下集成模座、产品集成位和转动单元,上集成模座和下集成模座分别设置对应的多套模具,产品集成位在多套模具相应位置设置多个加工位;在转动单元的带动下,待加工物料依次置于不同的加工位,在上集成模座和下集成模座中对应模具的作用下依次完成小通孔制造工序、制造临时台阶工序和整理工序,制造出上孔、台阶和下孔;所述模具包括冲
孔模具、压台模具、切台模具。
9.优化的,转动单元包括转盘、连轴器和分度盘,产品集成位设置在转盘上,转盘通过连轴器与分度盘连接。
10.优化的,加工位按照待加工物料加工步骤依次包括冲孔位、压台位、切台位。
11.优化的,模具还包括精冲模具、拍平模具、落料模具。
12.优化的,与模具相应,加工位按照待加工物料加工步骤还包括起始定位、精冲位、拍平位、落料位。
13.实用新型采用的法兰的生产方法,包括如下步骤:步骤一为小通孔制造工序,即在法兰中制造出小通孔,小通孔的直径小于上孔的直径;步骤二为制造临时台阶工序,即按照上孔的直径,将小通孔上部多余的物料推入小通孔下部,在小通孔内制造出上孔和临时台阶;步骤三为整理工序,即按照台阶和下孔的尺寸,除去小通孔下部多余的物料,制造出台阶和下孔。
14.优化的,步骤一采用冲压方法,步骤二采用冷墩方法,步骤三采用精冲孔方法。
15.本实用新型的制造方法为:步骤一为小通孔制造工序,即首先在法兰中按照小于上孔的直径制造出小通孔,此时法兰内孔位置处为小于上孔直径的小通孔形式。
16.步骤二为制造临时台阶工序,即按照上孔的直径,将小通孔上部多余的物料推入小通孔下部,在小通孔内制造出上孔和临时台阶。小通孔上部是指小通孔内与上孔高度相同的上半部分;小通孔上部多余的物料是指在小通孔上部介于小通孔直径和上孔直径之间的物料。当将小通孔上部多余的物料向下推入小通孔下部后,小通孔上部的直径就与上孔要求的直径一致,此时的小通孔上部制造成了上孔。与此同时,小通孔下部的直径小于上孔的直径,在小通孔上部和下部连接处形成了一个临时台阶;由于上孔的高度一般大于下孔的高度,当将小通孔上部多余的物料向下推后,小通孔下部承载了较多物料,形成的临时台阶宽度大于规定的台阶宽度,小通孔下部直径也小于下孔直径。
17.步骤三为整理工序,即按照台阶和下孔的尺寸,除去小通孔下部多余的物料,制造出台阶和下孔。小通孔下部是指小通孔内与下孔高度相同的下半部分;小通孔下部多余的物料是指在经过了步骤二后,小通孔下部介于小通孔直径与下孔直径之间的物料,即介于临时台阶宽度与规定的台阶宽度之间的物料。当将小通孔下部多余的物料除去后,小通孔下部的直径就与下孔要求的直径一致,台阶的宽度也就与要求的宽度一致,此时的小通孔下部制造成了下孔,在上孔和下孔之间制造出台阶。
18.步骤一采用冲压方法,只需在实体法兰待加工物料中按照标准的尺寸,从上向下冲压出小通孔即可;步骤二采用冷墩方法,通过从上向下挤压小通孔上部多余的物料即可完成;步骤三采用精冲孔方法,只需按照标准的尺寸从上向下冲压小通孔下部多余的物料即可完成,可见全部操作均是从上向下进行,操作流畅、简便,成本低。
19.当小通孔的直径小于下孔的直径时,步骤二和三需要处理的多余的物料较多,降低了操作难度。
20.采用上述方法的制造法兰的生产设备,可以包括小通孔制造模块、制造临时台阶模块、整理模块,三个模块相互独立,三个模块分别完成步骤一、二、三。
21.采用本实用新型提供的生产方法制造法兰的生产设备,可以是三个步骤分别采用独立的部分进行,即生产设备包括小通孔制造模块、制造临时台阶模块、整理模块。每个模
块设置独立的动力单元、上料单元和收料单元,小通孔制造模块内设置冲孔模具,制造临时台阶模块内设置压台模具,整理模块内设置切台模具。待加工物料首先送至小通孔制造模块完成步骤一后,收集物料,送至制造临时台阶模块;完成步骤二后,收集物料,送至整理模块,完成步骤三,最后收料。此种生产设备能够完成三个步骤制造出内孔台阶型法兰,相较现有技术中的精加工车床生产成本低。
22.但本实用新型提供了集成型制造设备,简化了步骤间传输环节、降低了人力和能源成本,提高了机械化和生产效率,能够快速精确的完成本实用新型制造法兰的方法。其包括上集成模座、下集成模座、产品集成位和转动单元,设备中上集成模座和下集成模座中的模具与不同的加工位对应,在动力单元的驱动下,上集成模座能够向下运动并复位,下集成模座不动,待加工物料在转动单元的带动下依次经过不同的加工位,在上集成模座和下集成模座集成模座中对应模具的作用下依次完成步骤一、二、三,制造出上孔、台阶和下孔。
23.集成型制造设备中可以仅仅设置冲孔位、压台位和切台位这三个加工位,分别完成步骤一、二、三。进一步,设置7个不同的加工位时,其中,起始定位对应上料步骤,冲孔位和精冲位对应步骤一,压台位对应步骤二,切台位和拍平位对应步骤三,落料位对应收料步骤;这样的设置可以使得制造的法兰孔径更精确、外形更精准。
24.按照集成型制造设备的整体工作方式,上集成模座定时规律的向下运动和复位,转盘精确规律的转动;上集成模座每向下运动一次,对位于7个不同加工位(起始定位、冲孔位、精冲位、压台位、切台位、拍平位、落料位)的物料同时完成不同的加工操作,转盘每转动一次,同时送7个不同加工位的物料进入下一加工位,如此往复。
25.按照单个待加工物料的加工顺序,设备加工方式为:首先,待加工物料置于起始定位,核实定位准确后,在分度盘和连轴器的带动下,转盘转动,待加工物料进入冲孔位,上集成模座向下运动,在法兰中制造出小通孔后,上集成模座复位;转盘转动,待加工物料进入精冲位,上集成模座向下运动,精确调整小通孔的尺寸和孔型,上集成模座复位;转盘转动,待加工物料进入压台位,上集成模座向下运动,在小通孔内制造出上孔和临时台阶,上集成模座复位;转盘转动,待加工物料进入切台位,上集成模座向下运动,按照台阶和下孔的尺寸除去多余的物料,制造出台阶和下孔,上集成模座复位;转盘转动,待加工物料进入拍平位,上集成模座向下运动,对法兰外形和内孔孔型进行整理,消除形变,上集成模座复位;转盘转动,待加工物料进入落料位,上集成模座向下运动,即将法兰从转盘上移出,进行收料操作,上集成模座复位。
26.与各个加工位相应,模具包括冲孔模具、精冲模具、压台模具、切台模具、拍平模具、落料模具。
27.冲孔模具包括冲孔上模具和冲孔下模具,冲孔上模具位于上集成模座内、冲孔下模具位于下集成模座内,冲孔上模具和冲孔下模具配合,对位于冲孔位的物料进行冲孔,即在法兰中制造出小通孔。
28.精冲模具包括精冲上模具和精冲下模具,精冲上模具位于上集成模座内、精冲下模具位于下集成模座内,精冲上模具和精冲下模具配合,对位于精冲位的物料进行精冲,即精确调整小通孔的尺寸和孔型。
29.压台模具包括压台上模具和压台下模具,压台上模具位于上集成模座内、压台下模具位于下集成模座内,压台上模具和压台下模具配合,对位于压台位的物料进行压台操
作,即在小通孔内制造出上孔和临时台阶。
30.切台模具包括切台上模具和切台下模具,切台上模具位于上集成模座内、切台下模具位于下集成模座内,切台上模具和切台下模具配合,对位于切台位的物料进行切台操作,即按照台阶和下孔的尺寸除去多余的物料。
31.拍平模具包括拍平上模具和拍平下模具,拍平上模具位于上集成模座内、拍平下模具位于下集成模座内,拍平上模具和拍平下模具配合,对位于拍平位的物料进行拍平操作,即对法兰外形和内孔孔型进行整理,消除形变。
32.落料模具包括落料上模具和落料下模具,落料上模具位于上集成模座内、落料下模具位于下集成模座内,落料上模具和落料下模具配合,对位于落料位的物料进行落料操作,即将法兰从转盘上移出,进行收料操作。
33.本实用新型的有益效果在于:与现有技术中首先按照下孔内径冲出通孔(即首先制得下孔),然后用车床精加工,在狭小的空间内向外向上操作,去除多余物料,制得上孔和台阶的技术不同,本实用新型首先在法兰中按照小于上孔的尺寸制造出小通孔;然后按照上孔的直径,将小通孔上部多余的物料推入小通孔,制造出上孔和临时台阶(即首先制得上孔);最后除去小通孔下部多余的物料,制造出台阶和下孔;方法巧妙并且整个步骤都是从上到下操作,不需要使用高精度的车床,加工方法简便,成本低,且加工的的上孔和下孔内壁光滑,强度高。本实用新型提供的集成型制造设备,简化了步骤间传输环节、降低了人力和能源成本,提高了机械化和生产效率,能够快速精确的完成本实用新型制造法兰的方法。
附图说明
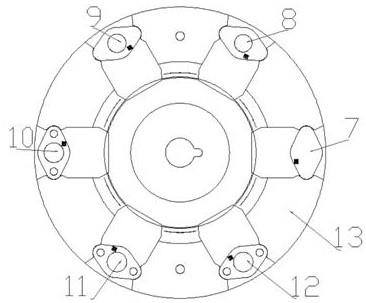
34.图1为本实用新型生产的内孔台阶型法兰俯视图;
35.图2为本实用新型生产的内孔台阶型法兰剖视图;
36.图3为本实用新型经过步骤一后制得的内有小通孔的法兰俯视图;
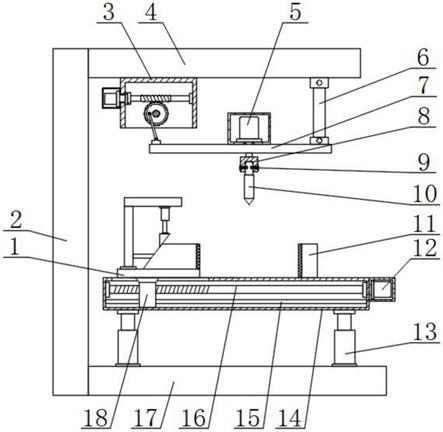
37.图4为本实用新型提供的集成型制造设备整体示意图;
38.图5为本实用新型提供的集成型制造设备产品集成位示意图。
39.1、上集成模座;2、下集成模座;3、产品集成位;4、转盘;5、连轴器;6、分度盘;7、开始定位;8、冲孔位;9、精冲位;10、压台位;11、切台位;12、拍平位;13、落料位;14、上孔;15、小通孔;16、下孔。
具体实施方式
40.下面结合附图和具体实施方式具体说明本实用新型。
41.一种新型法兰生产设备,包括上集成模座、下集成模座、产品集成位和转动单元,上集成模座和下集成模座分别设置对应的多套模具,产品集成位在多套模具相应位置设置多个加工位;在转动单元的带动下,待加工物料依次置于不同的加工位,在上集成模座和下集成模座中对应模具的作用下依次完成小通孔制造工序、制造临时台阶工序和整理工序,制造出上孔、台阶和下孔;所述模具包括冲孔模具、压台模具、切台模具。
42.其中,转动单元包括转盘、连轴器和分度盘,产品集成位设置在转盘上,转盘通过连轴器与分度盘连接。
43.其中,加工位按照待加工物料加工步骤依次包括冲孔位、压台位、切台位。
44.其中,模具还包括精冲模具、拍平模具、落料模具。
45.其中,与模具相应,加工位按照待加工物料加工步骤还包括起始定位、精冲位、拍平位、落料位。
46.其中,冲孔模具包括冲孔上模具和冲孔下模具,冲孔上模具位于上集成模座内、冲孔下模具位于下集成模座内,冲孔上模具和冲孔下模具配合,对位于冲孔位的物料进行冲孔,即在法兰中制造出小通孔;压台模具包括压台上模具和压台下模具,压台上模具位于上集成模座内、压台下模具位于下集成模座内,压台上模具和压台下模具配合,对位于压台位的物料进行压台操作,即在小通孔内制造出上孔和临时台阶;切台模具包括切台上模具和切台下模具,切台上模具位于上集成模座内、切台下模具位于下集成模座内,切台上模具和切台下模具配合,对位于切台位的物料进行切台操作,即按照台阶和下孔的尺寸除去多余的物料。
47.其中,精冲模具包括精冲上模具和精冲下模具,精冲上模具位于上集成模座内、精冲下模具位于下集成模座内,精冲上模具和精冲下模具配合,对位于精冲位的物料进行精冲,即精确调整小通孔的尺寸和孔型。
48.其中,拍平模具包括拍平上模具和拍平下模具,拍平上模具位于上集成模座内、拍平下模具位于下集成模座内,拍平上模具和拍平下模具配合,对位于拍平位的物料进行拍平操作,即对法兰外形和内孔孔型进行整理,消除形变。
49.其中,落料模具包括落料上模具和落料下模具,落料上模具位于上集成模座内、落料下模具位于下集成模座内,落料上模具和落料下模具配合,对位于落料位的物料进行落料操作,即将法兰从转盘上移出,进行收料操作。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。