1.本实用新型涉及线切割领域,尤其涉及一种直齿轮装配轴线切割加工夹具。
背景技术:
2.直齿轮装配轴工件为一根台阶轴的中部具有连为一体的直齿轮,首先将直齿轮装配轴毛坯放到线切割设备旁,直齿轮装配轴毛坯为台阶轴中部具有一直径大于直齿轮的圆柱体,线切割机床先调出直齿轮线切割程序,分别输入直齿轮分度圆直径、模数、齿数、齿形角等数值,现有的直齿轮装配轴的数控线切割制作步骤:1、在钢板上钻一台阶轴穿过孔和直径3毫米的小孔,台阶轴穿过孔的孔径略大于装配轴的直径,小孔的中心线和台阶轴穿过孔的中心线之间的距离大于要加工的圆柱体的半径;2、将钢板置于数控线切割设备工作台,线切割设备调整至加工齿轮状态,将直齿轮装配轴毛坯的台阶轴穿过台阶轴穿过孔,使工件齿轮的下部置于钢板上,线切割丝穿过直径3毫米的小孔;3、对直齿轮装配轴毛坯对刀进线线切割出直齿轮的外形,钢板被切割掉直齿轮装配轴的直齿轮形状的一块;4、一个工件加工完后,进行第二个加工,需重复以上步骤。这样的数控线切割制作方法不仅需要加工很多孔,而且线切割后钢板被切割掉工件齿轮轴的齿轮形状的一块,当加工一批齿轮轴时,不仅效率低,而且板材消耗较多。
技术实现要素:
3.本实用新型所要解决的技术问题是:提供一种直齿轮装配轴线切割加工夹具,该种直齿轮装配轴线切割加工夹具的使用,不仅能避免板材的消耗,而且提高了加工效率。
4.要解决该技术问题,本发明的技术方案为 一种直齿轮装配轴线切割加工夹具,其具有主体板块、两个紧定螺栓和工作台连接件,主体板块具有主体板块第一长条边,主体板块设置有线切割对刀孔、两个以上工作台连接件安装孔和毛坯放置孔,毛坯放置孔能保证直齿轮装配轴毛坯穿过,直齿轮装配轴毛坯为台阶轴中部具有一直径大于直齿轮的圆柱体,毛坯放置孔具有第一定位边、第二定位边、第三边和第四边,第一定位边、第二定位边、第三边和第四边组成等腰梯形,第三边和第四边均与主体板块第一长条边平行,第四边尺寸小于第三边尺寸,第三边靠近主体板块第一长条边,两个紧定螺栓位于主体板块第一长条边一侧,线切割对刀孔位于第三边的中间,且线切割对刀孔与毛坯放置孔相通,两个以上工作台连接件安装孔位于毛坯放置孔的旁侧,工作台连接件穿过工作台连接件安装孔。
5.所述的线切割对刀孔与主体板块第一长条边之间设置有线切割丝通道。
6.所述的主体板块为长方体,所述的线切割对刀孔的直径为6
‑
10毫米。
7.本实用新型一种直齿轮装配轴线切割加工夹具采用这样的结构,直齿轮装配轴毛坯处于主体板块的毛坯放置孔中,线切割对刀孔与毛坯放置孔相通,采用两个等腰边和紧定螺栓固紧的方式,不仅能避免板材的消耗,而且提高了加工效率。
附图说明
8.下面结合附图对本实用新型一种直齿轮装配轴线切割加工夹具作进一步详细的说明;
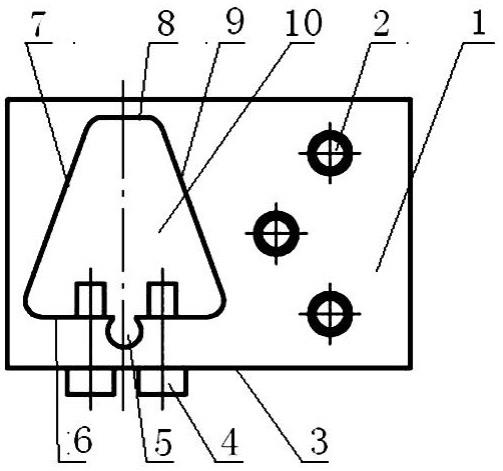
9.图1为本实用新型一种直齿轮装配轴线切割加工夹具第一实施例的结构示意图;
10.图2为本实用新型一种直齿轮装配轴线切割加工夹具第二实施例的结构示意图;
11.在图1、图2中,1、主体板块;2、工作台连接件安装孔;3、主体板块第一长条边;4、紧定螺栓;5、线切割对刀孔;6、第三边;7、第一定位边;8、第四边;9、第二定位边;10、毛坯放置孔,11、线切割丝通道。
具体实施方式
12.如图1所示, 本实用新型第一实施例公开了一种直齿轮装配轴线切割加工夹具,其具有主体板块1、两个紧定螺栓4和工作台连接件,主体板块1具有主体板块第一长条边3,主体板块1设置有线切割对刀孔5、三个工作台连接件安装孔2和直齿轮装配轴毛坯穿过的毛坯放置孔10,毛坯放置孔10具有第一定位边7、第二定位边9、第三边6和第四边8,第一定位边7、第二定位边9、第三边6和第四边8组成等腰梯形,第三边6和第四边8均与主体板块第一长条边3平行,第四边8尺寸小于第三边6尺寸,第三边6靠近主体板块第一长条边3,两个紧定螺栓4位于主体板块第一长条边3一侧,线切割对刀孔5位于第三边6的中间,且线切割对刀孔5与毛坯放置孔10相通,三个工作台连接件安装孔2位于毛坯放置孔10的旁侧,工作台连接件穿过工作台连接件安装孔2。主体板块1为长方体,线切割对刀孔5的直径采用6
‑
10毫米。
13.使用时,线切割机床先调出直齿轮线切割程序,分别输入直齿轮分度圆直径、模数、齿数、齿形角等数值,再将本实用新型一种直齿轮装配轴线切割加工夹具
14.安装在线切割机床工作台上,将直齿轮装配轴毛坯伸进毛坯放置孔10中,利用线切割对刀孔5在线切割机床上确定加工坐标系。也就是直齿轮线切割程序需要输入x方向的对刀偏置值、y方向的对刀偏置值,先得到直齿轮装配轴毛坯半径r,线切割丝进入线切割对刀孔5,线切割丝在线切割对刀孔5的x方向沿任一弦左右各靠一次产生火花,得到x1、x2值,x方向的对刀偏置值就是x1、x2的和除以2,线切割丝x向调整好后,线切割丝沿y向进入,逐渐靠近直齿轮装配轴毛坯,产生火花,得到y1值,y方向的对刀偏置值就是y1与半径r之和,这样确定加工坐标系,运行直齿轮线切割程序,对直齿轮装配轴毛坯进行线切割加工,直齿轮装配轴毛坯形成直齿轮装配轴工件和环状的加工余料,再松开紧定螺栓将直齿轮装配轴工件和加工余料从本实用新型一种直齿轮装配轴线切割加工夹具中取出。
15.如图2所示, 本实用新型第二实施例公开的一种直齿轮装配轴线切割加工夹具,其与第一实施例的结构基本相同,不同之处在于线切割对刀孔5与主体板块第一长条边3之间设置有线切割丝通道11,这样,切割丝可以从主体板块外经线切割丝通道、线切割对刀孔对直齿轮装配轴毛坯进行线切割加工。
16.本实用新型一种直齿轮装配轴线切割加工夹具采用这样的结构,直齿轮装配轴毛坯处于主体板块的毛坯放置孔中,线切割对刀孔与毛坯放置孔相通,采用两个等腰边和紧定螺栓固紧的方式,松开紧定螺栓将直齿轮装配轴工件和加工余料从直齿轮装配轴线切割加工夹具中取出。不仅能避免板材的消耗,而且提高了加工效率。
技术特征:
1.一种直齿轮装配轴线切割加工夹具,其特征在于:其具有主体板块、两个紧定螺栓和工作台连接件,所述的主体板块具有主体板块第一长条边,主体板块设置有线切割对刀孔、两个以上工作台连接件安装孔和毛坯放置孔,所述的毛坯放置孔具有第一定位边、第二定位边、第三边和第四边,第一定位边、第二定位边、第三边和第四边组成等腰梯形,第三边和第四边均与主体板块第一长条边平行,第四边尺寸小于第三边尺寸,第三边靠近主体板块第一长条边,所述的两个紧定螺栓位于主体板块第一长条边一侧,所述的线切割对刀孔位于第三边的中间,且线切割对刀孔与毛坯放置孔相通,两个以上工作台连接件安装孔位于毛坯放置孔的旁侧,所述的工作台连接件穿过工作台连接件安装孔。2.根据权利要求1所述的一种直齿轮装配轴线切割加工夹具,其特征在于:所述的线切割对刀孔与主体板块第一长条边之间设置有线切割丝通道。3.根据权利要求1所述的一种直齿轮装配轴线切割加工夹具,其特征在于:所述的主体板块为长方体,所述的线切割对刀孔的直径为6
‑
10毫米。
技术总结
本实用新型公开了一种直齿轮装配轴线切割加工夹具,其具有主体板块、两个紧定螺栓和工作台连接件,主体板块设置有线切割对刀孔、两个以上工作台连接件安装孔和毛坯放置孔,毛坯放置孔具有第一定位边、第二定位边、第三边和第四边,第一定位边、第二定位边、第三边和第四边组成等腰梯形,线切割对刀孔位于第三边的中间,且线切割对刀孔与毛坯放置孔相通。本实用新型一种直齿轮装配轴线切割加工夹具采用这样的结构,直齿轮装配轴毛坯处于主体板块的毛坯放置孔中,线切割对刀孔与毛坯放置孔相通,采用两个等腰边和紧定螺栓固紧的方式,不仅能避免板材的消耗,而且提高了加工效率。而且提高了加工效率。而且提高了加工效率。
技术研发人员:杨萍 徐小飞 杨磊 王金凤 徐亮 孙姝妍 章泽轩 吴天富 王诺
受保护的技术使用者:安徽机电职业技术学院
技术研发日:2021.06.01
技术公布日:2021/11/17
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。