:
1.本实用新型涉及手机中框钢片生产模具技术领域,尤其涉及一种手机中框钢片的连续生产模具。
背景技术:
2.随着社会的发展,手机普及性越来越高,而手机中框钢片作为手机必不可缺的一个重要零部件。
3.手机中框钢片需要经过多个工序才能完成最终成型,而现有技术中,大多数的做法还是每一步工序分别对应一套模具进行加工生产,在生产过程中,需要将上一步工序生产出来的半成品移送至下一道工序的模具中进行下一步工序,整个加工过程中需要反反复复地进行取出、放入、对位等工作,会耗费大量的人力、时间,生产效率低,无法很好地满足市场需求。
技术实现要素:
4.本实用新型的目的就是针对现有技术存在的不足而提供一种手机中框钢片的连续生产模具,不仅能够大大地减少操作人员的工作量,而且能够大大地提高生产效率,能够很好地满足市场需求。
5.为了实现上述目的,本实用新型采用的技术方案是:手机中框钢片的连续生产模具,包括上模、下模、用于带动上模下压及上升的冲压动力机构、用于输送料带的料带输送机构,所述上模与下模之间沿料带行进方向依次设有标识压印工位、第一冲压去除工位、第二冲压去除工位、第三冲压去除工位、第四冲压去除工位、第五冲压去除工位、第六冲压去除工位、第七冲压去除工位、左右边缘第一冲压去除工位、左右边缘第二冲压去除工位、左右边缘冲压折弯初成型工位、左右边缘冲压折弯成型工位、上下边缘冲压去除工位、上下边缘冲压折弯初成型工位、上下边缘冲压折弯成型工位、冲压剪断工位、冲压剪断及落料工位。
6.对上述方案的进一步改进为,所述标识压印工位包括设置于上模上的标识压印凸模、设置于下模上且与标识压印凸模相配合的标识压印凹模;
7.所述第一冲压去除工位包括设置于上模上的第一冲压去除凸模、设置于下模上且与第一冲压去除凸模相配合的第一冲压去除凹模;
8.所述第二冲压去除工位包括设置于上模上的第二冲压去除凸模、设置于下模上且与第二冲压去除凸模相配合的第二冲压去除凹模;
9.所述第三冲压去除工位包括设置于上模上的第三冲压去除凸模、设置于下模上且与第三冲压去除凸模相配合的第三冲压去除凹模;
10.所述第四冲压去除工位包括设置于上模上的第四一冲压去除凸模、设置于下模上且与第四冲压去除凸模相配合的第四冲压去除凹模;
11.所述第五冲压去除工位包括设置于上模上的第五冲压去除凸模、设置于下模上且
与第五冲压去除凸模相配合的第五冲压去除凹模;
12.所述第六冲压去除工位包括设置于上模上的第六冲压去除凸模、设置于下模上且与第六冲压去除凸模相配合的第六冲压去除凹模;
13.所述第七冲压去除工位包括设置于上模上的第七冲压去除凸模、设置于下模上且与第七冲压去除凸模相配合的第七冲压去除凹模;
14.所述左右边缘第一冲压去除工位包括设置于上模上的左右边缘第一冲压去除凸模、设置于下模上且与左右边缘第一冲压去除凸模相配合的左右边缘第一冲压去除凹模;
15.所述左右边缘第二冲压去除工位包括设置于上模上的左右边缘第二冲压去除凸模、设置于下模上且与左右边缘第二冲压去除凸模相配合的左右边缘第二冲压去除凹模;
16.所述左右边缘冲压折弯初成型工位包括设置于上模上的左右边缘冲压折弯初成型凸模、设置于下模上且与左右边缘冲压折弯初成型凸模相配合的左右边缘冲压折弯初成型凹模;
17.所述左右边缘冲压折弯成型工位包括设置于上模上的左右边缘冲压折弯成型凸模、设置于下模上且与左右边缘冲压折弯成型凸模相配合的左右边缘冲压折弯成型凹模;
18.所述上下边缘冲压去除工位包括设置于上模上的上下边缘冲压去除凸模、设置于下模上且与上下边缘冲压去除凸模相配合的上下边缘冲压去除凹模;
19.所述上下边缘冲压折弯初成型工位包括设置于上模上的上下边缘冲压折弯初成型凸模、设置于下模上且与上下边缘冲压折弯初成型凸模相配合的上下边缘冲压折弯初成型凹模;
20.所述上下边缘冲压折弯成型工位包括设置于上模上的上下边缘冲压折弯成型凸模、设置于下模上且与上下边缘冲压折弯成型凸模相配合的上下边缘冲压折弯成型凹模;
21.所述冲压剪断工位包括设置于上模上的冲压剪断凸模、设置于下模上且与冲压剪断凸模相配合的冲压剪断凹模;
22.所述冲压剪断及落料工位包括设置于上模上的冲压剪断及落料凸模、设置于下模上且与冲压剪断及落料凸模相配合的冲压剪断及落料凹模。
23.对上述方案的进一步改进为,所述标识压印凸模、第一冲压去除凸模、第二冲压去除凸模、第三冲压去除凸模、第四冲压去除凸模、第五冲压去除凸模、第六冲压去除凸模、第七冲压去除凸模、左右边缘第一冲压去除凸模、左右边缘第二冲压去除凸模、左右边缘冲压折弯初成型凸模、左右边缘冲压折弯成型凸模、上下边缘冲压去除凸模、上下边缘冲压折弯初成型凸模、上下边缘冲压折弯成型凸模、冲压剪断凸模、冲压剪断及落料凸模均以可拆卸的方式设置于上模上,标识压印凹模、第一冲压去除凹模、第二冲压去除凹模、第三冲压去除凹模、第四冲压去除凹模、第五冲压去除凹模、第六冲压去除凹模、第七冲压去除凹模、左右边缘第一冲压去除凹模、左右边缘第二冲压去除凹模、左右边缘冲压折弯初成型凹模、左右边缘冲压折弯成型凹模、上下边缘冲压去除凹模、上下边缘冲压折弯初成型凹模、上下边缘冲压折弯成型凹模、冲压剪断凹模、冲压剪断及落料凹模均以可拆卸的方式设置于下模上。
24.对上述方案的进一步改进为,所述上模与下模之间沿料带行进方向在上下边缘冲压折弯成型工位后还设有去除应力工位,去除应力工位包括设置于上模上的去除应力凸模、设置于下模上且与去除应力凸模相配合的去除应力凹模。
25.对上述方案的进一步改进为,所述去除应力凸模、去除应力凹模分别阵列设有多个凸点部。
26.对上述方案的进一步改进为,所述去除应力凸模以可拆卸的方式设置于上模上,去除应力凹模以可拆卸的方式设置于下模上。
27.对上述方案的进一步改进为,所述上模与下模之间沿料带行进方向在去除应力工位后还设有孔再处理工位,孔再处理工位包括设置于上模上的孔再处理凸模、设置于下模上且与孔再处理凸模相配合的孔再处理凹模。
28.对上述方案的进一步改进为,所述孔再处理凸模以可拆卸的方式设置于上模上,孔再处理凹模以可拆卸的方式设置于下模上。
29.对上述方案的进一步改进为,所述上模与下模之间沿料带行进方向在孔再处理工位后还依次设有第一校平工位、第二校平工位,第一校平工位包括设置于上模上的第一校平凸模、设置于下模上且与第一校平凸模相配合的第一校平凹模,第二校平工位包括设置于上模上的第二校平凸模、设置于下模上且与第二校平凸模相配合的第二校平凹模。
30.对上述方案的进一步改进为,所述第一校平凸模、第二校平凸模均以可拆卸的方式设置于上模上,第一校平凹模、第二校平凹模均以可拆卸的方式设置于下模上。
31.本实用新型有益效果在于:本实用新型提供的手机中框钢片的连续生产模具,包括上模、下模、用于带动上模下压及上升的冲压动力机构、用于输送料带的料带输送机构,所述上模与下模之间沿料带行进方向依次设有标识压印工位、第一冲压去除工位、第二冲压去除工位、第三冲压去除工位、第四冲压去除工位、第五冲压去除工位、第六冲压去除工位、第七冲压去除工位、左右边缘第一冲压去除工位、左右边缘第二冲压去除工位、左右边缘冲压折弯初成型工位、左右边缘冲压折弯成型工位、上下边缘冲压去除工位、上下边缘冲压折弯初成型工位、上下边缘冲压折弯成型工位、冲压剪断工位、冲压剪断及落料工位;
32.本实用新型通过料带输送机构将料带依次送往标识压印工位、第一冲压去除工位、第二冲压去除工位、第三冲压去除工位、第四冲压去除工位、第五冲压去除工位、第六冲压去除工位、第七冲压去除工位、左右边缘第一冲压去除工位、左右边缘第二冲压去除工位、左右边缘冲压折弯初成型工位、左右边缘冲压折弯成型工位、上下边缘冲压去除工位、上下边缘冲压折弯初成型工位、上下边缘冲压折弯成型工位、冲压剪断工位、冲压剪断及落料工位后制得所需手机中框钢片,相较于传统的生产方式,本实用新型的各个工位集中于一个连续模具上,无需反反复复地进行取出、放入、对位等工作,整个生产的自动化程度更高,不仅能够大大地减少操作人员的工作量,而且能够大大地提高生产效率,能够很好地满足市场需求。
附图说明:
33.图1为本实用新型料带的结构示意图。
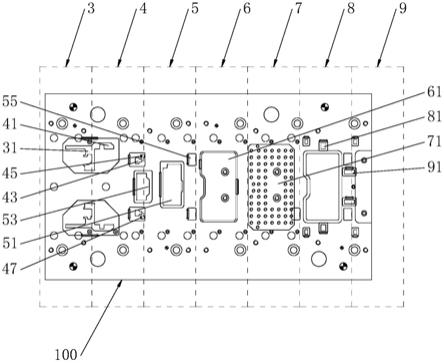
34.图2为本实用新型上模的结构示意图。
35.图3为本实用新型下模的结构示意图。
36.图4为本实用新型去除应力凸模的结构示意图。
37.图5为图4中a处的放大图。
38.图6为本实用新型去除应力凹模的结构示意图。
39.图7为图6中b处的放大图。
40.图8为本实用新型手机中框钢片的结构示意图。
41.附图标记说明:料带1、第一半成品101、第二半成品102、第三半成品103、第四半成品104、第五半成品105、第六半成品106、第七半成品107、第八半成品108、第九半成品109、第十半成品110、第十一半成品111、第十二半成品112、第十三半成品113、第十四半成品114、第十五半成品115、第十六半成品116、第十七半成品117、第十八半成品118、第十九半成品119、第二十半成品120、上模2、标识压印凸模201、第一冲压去除凸模202、第二冲压去除凸模203、第三冲压去除凸模204、第四冲压去除凸模205、第五冲压去除凸模206、第六冲压去除凸模207、第七冲压去除凸模208、左右边缘第一冲压去除凸模209、左右边缘第二冲压去除凸模210、左右边缘冲压折弯初成型凸模211、左右边缘冲压折弯成型凸模212、上下边缘冲压去除凸模213、上下边缘冲压折弯初成型凸模214、上下边缘冲压折弯成型凸模215、去除应力凸模216、凸点部2161、孔再处理凸模217、第一校平凸模218、第二校平凸模219、冲压剪断凸模220、冲压剪断及落料凸模221、下模3、标识压印凹模301、第一冲压去除凹模302、第二冲压去除凹模303、第三冲压去除凹模304、第四冲压去除凹模305、第五冲压去除凹模306、第六冲压去除凹模307、第七冲压去除凹模308、左右边缘第一冲压去除凹模309、左右边缘第二冲压去除凹模310、左右边缘冲压折弯初成型凹模311、左右边缘冲压折弯成型凹模312、上下边缘冲压去除凹模313、上下边缘冲压折弯初成型凹模314、上下边缘冲压折弯成型凹模315、去除应力凹模316、孔再处理凹模317、第一校平凹模318、第二校平凹模319、冲压剪断凹模320、冲压剪断及落料凹模321。
具体实施方式:
42.下面结合附图对本实用新型作进一步的说明,如图1
‑
8所示,本实用新型包括上模2、下模3、用于带动上模2下压及上升的冲压动力机构、用于输送料带1的料带输送机构,所述上模2与下模3之间沿料带1行进方向依次设有标识压印工位、第一冲压去除工位、第二冲压去除工位、第三冲压去除工位、第四冲压去除工位、第五冲压去除工位、第六冲压去除工位、第七冲压去除工位、左右边缘第一冲压去除工位、左右边缘第二冲压去除工位、左右边缘冲压折弯初成型工位、左右边缘冲压折弯成型工位、上下边缘冲压去除工位、上下边缘冲压折弯初成型工位、上下边缘冲压折弯成型工位、冲压剪断工位、冲压剪断及落料工位;本实用新型通过料带输送机构将料带1依次送往标识压印工位、第一冲压去除工位、第二冲压去除工位、第三冲压去除工位、第四冲压去除工位、第五冲压去除工位、第六冲压去除工位、第七冲压去除工位、左右边缘第一冲压去除工位、左右边缘第二冲压去除工位、左右边缘冲压折弯初成型工位、左右边缘冲压折弯成型工位、上下边缘冲压去除工位、上下边缘冲压折弯初成型工位、上下边缘冲压折弯成型工位、冲压剪断工位、冲压剪断及落料工位后制得所需手机中框钢片,相较于传统的生产方式,本实用新型的各个工位集中于一个连续模具上,无需反反复复地进行取出、放入、对位等工作,整个生产的自动化程度更高,不仅能够大大地减少操作人员的工作量,而且能够大大地提高生产效率,能够很好地满足市场需求。
43.上模2与下模3之间沿料带1行进方向在上下边缘冲压折弯成型工位后还设有去除应力工位,通过去除应力工位能够防止工件应力集中,能够防止工件疲劳、变形,从而整体成型效果更好。
44.上模2与下模3之间沿料带1行进方向在去除应力工位后还设有孔再处理工位,通过孔再处理工位能够对具有较高要求的孔进行进一步精细加工,进一步提高孔精度,以满足产品需求。
45.上模2与下模3之间沿料带1行进方向在孔再处理工位后还依次设有第一校平工位、第二校平工位,通过第一校平工位、第二校平工位能够对工件进行校平,能够提高工件平面度并使工件平面度达到所需要求值。
46.标识压印工位包括设置于上模2上的标识压印凸模201、设置于下模3上且与标识压印凸模201相配合的标识压印凹模301;通过标识压印凸模201、标识压印凹模301的配合能够对料带1进行标识压印,料带1经过标识压印工位后得到第一半成品101。
47.第一冲压去除工位包括设置于上模2上的第一冲压去除凸模202、设置于下模3上且与第一冲压去除凸模202相配合的第一冲压去除凹模302;通过第一冲压去除凸模202、第一冲压去除凹模302的配合能够对第一半成品101进行第一冲压去除,第一半成品101经过第一冲压去除工位后得到第二半成品102。
48.第二冲压去除工位包括设置于上模2上的第二冲压去除凸模203、设置于下模3上且与第二冲压去除凸模203相配合的第二冲压去除凹模303;通过第二冲压去除凸模203、第二冲压去除凹模303的配合能够对第二半成品102进行第二冲压去除,第二半成品102经过第二冲压去除工位后得到第三半成品103。
49.第三冲压去除工位包括设置于上模2上的第三冲压去除凸模204、设置于下模3上且与第三冲压去除凸模204相配合的第三冲压去除凹模304;通过第三冲压去除凸模204、第三冲压去除凹模304的配合能够对第三半成品103进行第三冲压去除,第三半成品103经过第三冲压去除工位后得到第四半成品104。
50.第四冲压去除工位包括设置于上模2上的第四一冲压去除凸模、设置于下模3上且与第四冲压去除凸模205相配合的第四冲压去除凹模305;通过第四冲压去除凸模205、第四冲压去除凹模305的配合能够对第四半成品104进行第四冲压去除,第四半成品104经过第四冲压去除工位后得到第五半成品105。
51.第五冲压去除工位包括设置于上模2上的第五冲压去除凸模206、设置于下模3上且与第五冲压去除凸模206相配合的第五冲压去除凹模306;通过第五冲压去除凸模206、第五冲压去除凹模306的配合能够对第五半成品105进行第五冲压去除,第五半成品105经过第五冲压去除工位后得到第六半成品106。
52.第六冲压去除工位包括设置于上模2上的第六冲压去除凸模207、设置于下模3上且与第六冲压去除凸模207相配合的第六冲压去除凹模307;通过第六冲压去除凸模207、第六冲压去除凹模307的配合能够对第六半成品106进行第六冲压去除,第六半成品106经过第六冲压去除工位后得到第七半成品107。
53.第七冲压去除工位包括设置于上模2上的第七冲压去除凸模208、设置于下模3上且与第七冲压去除凸模208相配合的第七冲压去除凹模308;通过第七冲压去除凸模208、第七冲压去除凹模308的配合能够对第七半成品107进行第七冲压去除,第七半成品107经过第七冲压去除工位后得到第八半成品108。
54.左右边缘第一冲压去除工位包括设置于上模2上的左右边缘第一冲压去除凸模209、设置于下模3上且与左右边缘第一冲压去除凸模209相配合的左右边缘第一冲压去除
凹模309;通过左右边缘第一冲压去除凸模209、左右边缘第一冲压去除凹模309的配合能够对第八半成品108进行左右边缘第一冲压去除,第八半成品108经过左右边缘第一冲压去除工位后得到第九半成品109。
55.左右边缘第二冲压去除工位包括设置于上模2上的左右边缘第二冲压去除凸模210、设置于下模3上且与左右边缘第二冲压去除凸模210相配合的左右边缘第二冲压去除凹模310;通过左右边缘第二冲压去除凸模210、左右边缘第二冲压去除凹模310的配合能够对第九半成品109进行左右边缘第二冲压去除,第九半成品109经过左右边缘第二冲压去除工位后得到第十半成品110。
56.左右边缘冲压折弯初成型工位包括设置于上模2上的左右边缘冲压折弯初成型凸模211、设置于下模3上且与左右边缘冲压折弯初成型凸模211相配合的左右边缘冲压折弯初成型凹模311;通过左右边缘冲压折弯初成型凸模211、左右边缘冲压折弯初成型凹模311的配合能够对第十半成品110进行左右边缘冲压折弯初成型,第十半成品110经过左右边缘冲压折弯初成型工位后得到第十一半成品111。
57.左右边缘冲压折弯成型工位包括设置于上模2上的左右边缘冲压折弯成型凸模212、设置于下模3上且与左右边缘冲压折弯成型凸模212相配合的左右边缘冲压折弯成型凹模312;通过左右边缘冲压折弯成型凸模212、左右边缘冲压折弯成型凹模312的配合能够对第十一半成品111进行左右边缘冲压折弯成型,第十一半成品111经过左右边缘冲压折弯成型工位后得到第十二半成品112。
58.上下边缘冲压去除工位包括设置于上模2上的上下边缘冲压去除凸模213、设置于下模3上且与上下边缘冲压去除凸模213相配合的上下边缘冲压去除凹模313;通过上下边缘冲压去除凸模213、上下边缘冲压去除凹模313的配合能够对第十二半成品112进行上下边缘冲压去除,第十二半成品112经过上下边缘冲压去除工位后得到第十三半成品113。
59.上下边缘冲压折弯初成型工位包括设置于上模2上的上下边缘冲压折弯初成型凸模214、设置于下模3上且与上下边缘冲压折弯初成型凸模214相配合的上下边缘冲压折弯初成型凹模314;通过上下边缘冲压折弯初成型凸模214、上下边缘冲压折弯初成型凹模314的配合能够对第十三半成品113进行上下边缘冲压折弯初成型,第十三半成品113经过上下边缘冲压折弯初成型工位后得到第十四半成品114。
60.上下边缘冲压折弯成型工位包括设置于上模2上的上下边缘冲压折弯成型凸模215、设置于下模3上且与上下边缘冲压折弯成型凸模215相配合的上下边缘冲压折弯成型凹模315;通过上下边缘冲压折弯成型凸模215、上下边缘冲压折弯成型凹模315的配合能够对第十四半成品114进行上下边缘冲压折弯成型,第十四半成品114经过上下边缘冲压折弯成型工位后得到第十五半成品115。
61.去除应力工位包括设置于上模2上的去除应力凸模216、设置于下模3上且与去除应力凸模216相配合的去除应力凹模316,去除应力凸模216、去除应力凹模316分别阵列设有多个凸点部2161;通过去除应力凸模216、去除应力凹模316的配合能够对第十五半成品115进行去除应力,第十五半成品115经过去除应力工位后得到第十六半成品116。
62.孔再处理工位包括设置于上模2上的孔再处理凸模217、设置于下模3上且与孔再处理凸模217相配合的孔再处理凹模317;通过孔再处理凸模217、孔再处理凹模317的配合能够对第十六半成品116进行孔再处理,第十六半成品116经过孔再处理工位后得到第十七
半成品117。
63.第一校平工位包括设置于上模2上的第一校平凸模218、设置于下模3上且与第一校平凸模218相配合的第一校平凹模318;通过第一校平凸模218、第一校平凹模318的配合能够对第十七半成品117进行第一校平,第十七半成品117经过第一校平工位后得到第十八半成品118。
64.第二校平工位包括设置于上模2上的第二校平凸模219、设置于下模3上且与第二校平凸模219相配合的第二校平凹模319;通过第二校平凸模219、第二校平凹模319的配合能够对第十八半成品118进行第二校平,第十八半成品118经过第二校平工位后得到第十九半成品119。
65.冲压剪断工位包括设置于上模2上的冲压剪断凸模220、设置于下模3上且与冲压剪断凸模220相配合的冲压剪断凹模320;通过冲压剪断凸模220、冲压剪断凹模320的配合能够对第十九半成品119进行冲压剪断,第十九半成品119经过冲压剪断工位后得到第二十半成品120。
66.冲压剪断及落料工位包括设置于上模2上的冲压剪断及落料凸模221、设置于下模3上且与冲压剪断及落料凸模221相配合的冲压剪断及落料凹模321;通过冲压剪断及落料凸模221、冲压剪断及落料凹模321的配合能够对第二十半成品120进行冲压剪断及落料,第二十半成品120经过冲压剪断及落料工位后得到产品,即所需手机中框钢片。
67.标识压印凸模201、第一冲压去除凸模202、第二冲压去除凸模203、第三冲压去除凸模204、第四冲压去除凸模205、第五冲压去除凸模206、第六冲压去除凸模207、第七冲压去除凸模208、左右边缘第一冲压去除凸模209、左右边缘第二冲压去除凸模210、左右边缘冲压折弯初成型凸模211、左右边缘冲压折弯成型凸模212、上下边缘冲压去除凸模213、上下边缘冲压折弯初成型凸模214、上下边缘冲压折弯成型凸模215、去除应力凸模216、孔再处理凸模217、第一校平凸模218、第二校平凸模219、冲压剪断凸模220、冲压剪断及落料凸模221均以可拆卸的方式设置于上模2上,标识压印凹模301、第一冲压去除凹模302、第二冲压去除凹模303、第三冲压去除凹模304、第四冲压去除凹模305、第五冲压去除凹模306、第六冲压去除凹模307、第七冲压去除凹模308、左右边缘第一冲压去除凹模309、左右边缘第二冲压去除凹模310、左右边缘冲压折弯初成型凹模311、左右边缘冲压折弯成型凹模312、上下边缘冲压去除凹模313、上下边缘冲压折弯初成型凹模314、上下边缘冲压折弯成型凹模315、去除应力凹模316、孔再处理凹模317、第一校平凹模318、第二校平凹模319、冲压剪断凹模320、冲压剪断及落料凹模321均以可拆卸的方式设置于下模3上;当其中某一凸模或凹模发生磨损、损坏时,只需对该凸模或凹模进行更换即可继续生产、使用,维修成本较低,实用性更强。
68.工作原理:
69.料带输送机构将料带1依次送往标识压印工位、第一冲压去除工位、第二冲压去除工位、第三冲压去除工位、第四冲压去除工位、第五冲压去除工位、第六冲压去除工位、第七冲压去除工位、左右边缘第一冲压去除工位、左右边缘第二冲压去除工位、左右边缘冲压折弯初成型工位、左右边缘冲压折弯成型工位、上下边缘冲压去除工位、上下边缘冲压折弯初成型工位、上下边缘冲压折弯成型工位、去除应力工位、孔再处理工位、第一校平工位、第二校平工位、冲压剪断工位、冲压剪断及落料工位,经过标识压印工位后得到第一半成品101,
经过第一冲压去除工位后得到第二半成品102,经过第二冲压去除工位后得到第三半成品103,经过第三冲压去除工位后得到第四半成品104,经过第四冲压去除工位后得到第五半成品105,经过第五冲压去除工位后得到第六半成品106,经过第六冲压去除工位后得到第七半成品107,经过第七冲压去除工位后得到第八半成品108,经过左右边缘第一冲压去除工位后得到第九半成品109,经过左右边缘第二冲压去除工位后得到第十半成品110,经过左右边缘冲压折弯初成型工位后得到第十一半成品111,经过左右边缘冲压折弯成型工位后得到第十二半成品112,经过上下边缘冲压去除工位后得到第十三半成品113,经过上下边缘冲压折弯初成型工位后得到第十四半成品114,经过上下边缘冲压折弯成型工位后得到第十五半成品115,经过去除应力工位后得到第十六半成品116,经过孔再处理工位后得到第十七半成品117,经过第一校平工位后得到第十八半成品118,经过第二校平工位后得到第十九半成品119,经过冲压剪断工位后得到第二十半成品120,经过冲压剪断及落料工位后得到产品,即手机中框钢片;本实用新型的各个工位集中于一个连续模具上,无需反反复复地进行取出、放入、对位等工作,整个生产的自动化程度更高,不仅能够大大地减少操作人员的工作量,而且能够大大地提高生产效率,能够很好地满足市场需求。
70.当然,以上所述仅是本实用新型的较佳实施方式,故凡依本实用新型专利申请范围所述的构造、特征及原理所做的等效变化或修饰,均包括于本实用新型专利申请范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。