技术特征:
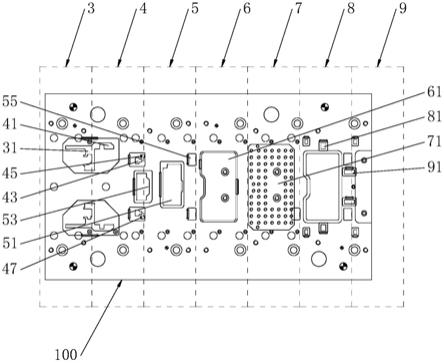
1.手机中框钢片的连续生产模具,包括上模(2)、下模(3)、用于带动上模(2)下压及上升的冲压动力机构、用于输送料带(1)的料带输送机构,其特征在于:所述上模(2)与下模(3)之间沿料带(1)行进方向依次设有标识压印工位、第一冲压去除工位、第二冲压去除工位、第三冲压去除工位、第四冲压去除工位、第五冲压去除工位、第六冲压去除工位、第七冲压去除工位、左右边缘第一冲压去除工位、左右边缘第二冲压去除工位、左右边缘冲压折弯初成型工位、左右边缘冲压折弯成型工位、上下边缘冲压去除工位、上下边缘冲压折弯初成型工位、上下边缘冲压折弯成型工位、冲压剪断工位、冲压剪断及落料工位。2.根据权利要求1所述的手机中框钢片的连续生产模具,其特征在于:所述标识压印工位包括设置于上模(2)上的标识压印凸模(201)、设置于下模(3)上且与标识压印凸模(201)相配合的标识压印凹模(301);所述第一冲压去除工位包括设置于上模(2)上的第一冲压去除凸模(202)、设置于下模(3)上且与第一冲压去除凸模(202)相配合的第一冲压去除凹模(302);所述第二冲压去除工位包括设置于上模(2)上的第二冲压去除凸模(203)、设置于下模(3)上且与第二冲压去除凸模(203)相配合的第二冲压去除凹模(303);所述第三冲压去除工位包括设置于上模(2)上的第三冲压去除凸模(204)、设置于下模(3)上且与第三冲压去除凸模(204)相配合的第三冲压去除凹模(304);所述第四冲压去除工位包括设置于上模(2)上的第四一冲压去除凸模、设置于下模(3)上且与第四冲压去除凸模(205)相配合的第四冲压去除凹模(305);所述第五冲压去除工位包括设置于上模(2)上的第五冲压去除凸模(206)、设置于下模(3)上且与第五冲压去除凸模(206)相配合的第五冲压去除凹模(306);所述第六冲压去除工位包括设置于上模(2)上的第六冲压去除凸模(207)、设置于下模(3)上且与第六冲压去除凸模(207)相配合的第六冲压去除凹模(307);所述第七冲压去除工位包括设置于上模(2)上的第七冲压去除凸模(208)、设置于下模(3)上且与第七冲压去除凸模(208)相配合的第七冲压去除凹模(308);所述左右边缘第一冲压去除工位包括设置于上模(2)上的左右边缘第一冲压去除凸模(209)、设置于下模(3)上且与左右边缘第一冲压去除凸模(209)相配合的左右边缘第一冲压去除凹模(309);所述左右边缘第二冲压去除工位包括设置于上模(2)上的左右边缘第二冲压去除凸模(210)、设置于下模(3)上且与左右边缘第二冲压去除凸模(210)相配合的左右边缘第二冲压去除凹模(310);所述左右边缘冲压折弯初成型工位包括设置于上模(2)上的左右边缘冲压折弯初成型凸模(211)、设置于下模(3)上且与左右边缘冲压折弯初成型凸模(211)相配合的左右边缘冲压折弯初成型凹模(311);所述左右边缘冲压折弯成型工位包括设置于上模(2)上的左右边缘冲压折弯成型凸模(212)、设置于下模(3)上且与左右边缘冲压折弯成型凸模(212)相配合的左右边缘冲压折弯成型凹模(312);所述上下边缘冲压去除工位包括设置于上模(2)上的上下边缘冲压去除凸模(213)、设置于下模(3)上且与上下边缘冲压去除凸模(213)相配合的上下边缘冲压去除凹模(313);所述上下边缘冲压折弯初成型工位包括设置于上模(2)上的上下边缘冲压折弯初成型
凸模(214)、设置于下模(3)上且与上下边缘冲压折弯初成型凸模(214)相配合的上下边缘冲压折弯初成型凹模(314);所述上下边缘冲压折弯成型工位包括设置于上模(2)上的上下边缘冲压折弯成型凸模(215)、设置于下模(3)上且与上下边缘冲压折弯成型凸模(215)相配合的上下边缘冲压折弯成型凹模(315);所述冲压剪断工位包括设置于上模(2)上的冲压剪断凸模(220)、设置于下模(3)上且与冲压剪断凸模(220)相配合的冲压剪断凹模(320);所述冲压剪断及落料工位包括设置于上模(2)上的冲压剪断及落料凸模(221)、设置于下模(3)上且与冲压剪断及落料凸模(221)相配合的冲压剪断及落料凹模(321)。3.根据权利要求2所述的手机中框钢片的连续生产模具,其特征在于:所述标识压印凸模(201)、第一冲压去除凸模(202)、第二冲压去除凸模(203)、第三冲压去除凸模(204)、第四冲压去除凸模(205)、第五冲压去除凸模(206)、第六冲压去除凸模(207)、第七冲压去除凸模(208)、左右边缘第一冲压去除凸模(209)、左右边缘第二冲压去除凸模(210)、左右边缘冲压折弯初成型凸模(211)、左右边缘冲压折弯成型凸模(212)、上下边缘冲压去除凸模(213)、上下边缘冲压折弯初成型凸模(214)、上下边缘冲压折弯成型凸模(215)、冲压剪断凸模(220)、冲压剪断及落料凸模(221)均以可拆卸的方式设置于上模(2)上,标识压印凹模(301)、第一冲压去除凹模(302)、第二冲压去除凹模(303)、第三冲压去除凹模(304)、第四冲压去除凹模(305)、第五冲压去除凹模(306)、第六冲压去除凹模(307)、第七冲压去除凹模(308)、左右边缘第一冲压去除凹模(309)、左右边缘第二冲压去除凹模(310)、左右边缘冲压折弯初成型凹模(311)、左右边缘冲压折弯成型凹模(312)、上下边缘冲压去除凹模(313)、上下边缘冲压折弯初成型凹模(314)、上下边缘冲压折弯成型凹模(315)、冲压剪断凹模(320)、冲压剪断及落料凹模(321)均以可拆卸的方式设置于下模(3)上。4.根据权利要求1所述的手机中框钢片的连续生产模具,其特征在于:所述上模(2)与下模(3)之间沿料带(1)行进方向在上下边缘冲压折弯成型工位后还设有去除应力工位,去除应力工位包括设置于上模(2)上的去除应力凸模(216)、设置于下模(3)上且与去除应力凸模(216)相配合的去除应力凹模(316)。5.根据权利要求4所述的手机中框钢片的连续生产模具,其特征在于:所述去除应力凸模(216)、去除应力凹模(316)分别阵列设有多个凸点部(2161)。6.根据权利要求4所述的手机中框钢片的连续生产模具,其特征在于:所述去除应力凸模(216)以可拆卸的方式设置于上模(2)上,去除应力凹模(316)以可拆卸的方式设置于下模(3)上。7.根据权利要求4所述的手机中框钢片的连续生产模具,其特征在于:所述上模(2)与下模(3)之间沿料带(1)行进方向在去除应力工位后还设有孔再处理工位,孔再处理工位包括设置于上模(2)上的孔再处理凸模(217)、设置于下模(3)上且与孔再处理凸模(217)相配合的孔再处理凹模(317)。8.根据权利要求7所述的手机中框钢片的连续生产模具,其特征在于:所述孔再处理凸模(217)以可拆卸的方式设置于上模(2)上,孔再处理凹模(317)以可拆卸的方式设置于下模(3)上。9.根据权利要求7所述的手机中框钢片的连续生产模具,其特征在于:所述上模(2)与
下模(3)之间沿料带(1)行进方向在孔再处理工位后还依次设有第一校平工位、第二校平工位,第一校平工位包括设置于上模(2)上的第一校平凸模(218)、设置于下模(3)上且与第一校平凸模(218)相配合的第一校平凹模(318),第二校平工位包括设置于上模(2)上的第二校平凸模(219)、设置于下模(3)上且与第二校平凸模(219)相配合的第二校平凹模(319)。10.根据权利要求9所述的手机中框钢片的连续生产模具,其特征在于:所述第一校平凸模(218)、第二校平凸模(219)均以可拆卸的方式设置于上模(2)上,第一校平凹模(318)、第二校平凹模(319)均以可拆卸的方式设置于下模(3)上。
技术总结
本实用新型涉及手机中框钢片生产模具技术领域,尤其涉及一种手机中框钢片的连续生产模具,所述上模与下模之间沿料带行进方向依次设有标识压印工位、第一冲压去除工位、第二冲压去除工位、第三冲压去除工位、第四冲压去除工位、第五冲压去除工位、第六冲压去除工位、第七冲压去除工位、左右边缘第一冲压去除工位、左右边缘第二冲压去除工位、左右边缘冲压折弯初成型工位、左右边缘冲压折弯成型工位、上下边缘冲压去除工位、上下边缘冲压折弯初成型工位、上下边缘冲压折弯成型工位、冲压剪断工位、冲压剪断及落料工位;本实用新型不仅能够大大地减少操作人员的工作量,而且能够大大地提高生产效率,能够很好地满足市场需求。能够很好地满足市场需求。能够很好地满足市场需求。
技术研发人员:陈建国
受保护的技术使用者:广东正品智慧科技股份有限公司
技术研发日:2021.04.02
技术公布日:2021/11/17
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。