1.本实用新型涉及塑料板材踫焊技术领域,具体涉及一种全自动塑料碰焊机。
背景技术:
2.塑料板材主要是以塑料为材料制成的板材,塑料板材在进行加工的过程中也需要进行碰焊对接处理,因此在制备过程中需要用到碰焊机。而现有技术中常规使用的碰焊机大多结构简单,自动化程度低,使用较为麻烦,同时踫焊效果较差,因此无法满足人们的要求。
技术实现要素:
3.本实用新型为了解决上述问题,提供了一种结构设计合理,自动化程度高且踫焊效果好的全自动塑料碰焊机。
4.本实用新型采用如下技术方案:
5.一种全自动塑料碰焊机,包括碰焊机本体,所述碰焊机本体包括工作台、设置工作台上的第一定位机构、第二定位机构以及加热机构,所述第一定位机构和第二定位机构分别设置于工作台顶端的相对两侧,所述加热机构设置于第一定位机构和第二定位机构之间,所述第一定位机构包括沿着工作台的长度方向设置的第一承接台、固定于第一承接台顶端的第一固定架以及设置于第一固定架上的第一压紧机构,所述第一压紧机构包括固定于第一固定架上的第一压紧气缸以及固定于第一压紧气缸输出端上的第一压紧板,所述第二定位机构包括沿着工作台的长度方向设置的底板、滑动卡接于底板顶端的第二承接台、固定于第二承接台顶端的第二固定架以及设置于第二固定架上的第二压紧机构,所述第二承接台与底板之间设有驱动机构,所述第二压紧机构包括固定于第二固定架上的第二压紧气缸以及固定于第二压紧气缸输出端上的第二压紧板,加热机构包括固定于工作台上且对应于第一承接台和底板之间的加热驱动气缸、固定于加热驱动气缸输出端上的顶板以及固定于顶板上的电加热板。
6.作为本实用新型的一种优选技术方案,所述驱动机构包括固定于底板内部的驱动电机以及设置于第二承接台和底板之间的丝杆驱动机构,所述丝杆驱动机构包括转动连接于工作台顶端且对应于第二承接台下方的丝杆以及固定于第二承接台底端的且与丝杆螺纹连接的丝杆螺母,所述驱动电机的输出端与丝杆的对应端传动连接。
7.作为本实用新型的一种优选技术方案,所述碰焊机本体还包括plc控制器,所述第一压紧气缸、第二压紧气缸、加热驱动气缸、驱动电机以及电加热板均与plc控制器信号连接。
8.本实用新型的有益效果是:
9.本实用新型结构设计合理,其中设置的第一定位机构和第二定位机构用于对两块需要踫焊对接的塑料板进行定位,同时在两块需要踫焊的塑料板完成加热后能够自动的将两者进行对接处理,整个踫焊过程自动化程度高,操作人员只需要进行上下料即可,同时踫
焊效果好,有利市场化的推广应用。
附图说明
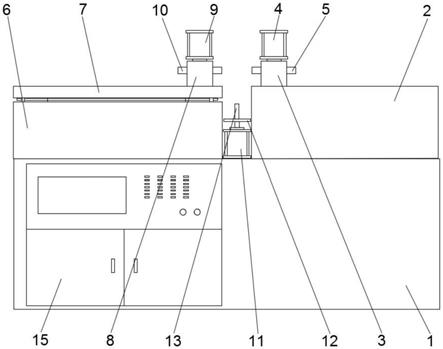
10.图1为本实用新型一种全自动塑料碰焊机的结构示意图;
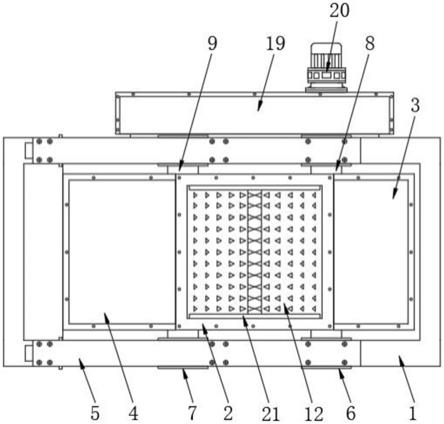
11.图2为图1的左视图;
12.图中符号说明:
13.工作台1,第一承接台2,第一固定架3,第一压紧气缸4,第一压紧板5,底板6,第二承接台7,第二固定架8,第二压紧气缸9,第二压紧板10,加热驱动气缸11,顶板12,电加热板13,丝杆14,plc控制器15。
具体实施方式
14.现在结合附图对本实用新型行进一步详细说明。
15.如图1和图2所示,一种全自动塑料碰焊机,包括碰焊机本体,所述碰焊机本体包括工作台1、设置工作台1上的第一定位机构、第二定位机构以及加热机构,所述第一定位机构和第二定位机构分别设置于工作台1顶端的相对两侧,所述加热机构设置于第一定位机构和第二定位机构之间,所述第一定位机构包括沿着工作台1的长度方向设置的第一承接台2、固定于第一承接台2顶端的第一固定架3以及设置于第一固定架3上的第一压紧机构,所述第一压紧机构包括固定于第一固定架3上的第一压紧气缸4以及固定于第一压紧气缸4输出端上的第一压紧板5,具体的,在实际的应用过程中,本领域的技术人员可以根据实际的需要设置多组第一压紧机构,即当第一承接台2的长度较长(即需要踫焊的塑料板材边长度较长)时,可以将第一压紧机构设置成多组,并且沿着第一固定架3的长度方向均匀分布,以便于提高被踫焊的塑料板材的压紧定位稳定性,具体的,在本实施例中,所述第一压紧机构的数量为两组;
16.所述第二定位机构包括沿着工作台1的长度方向设置的底板6、滑动卡接于底板6顶端的第二承接台7、固定于第二承接台7顶端的第二固定架8以及设置于第二固定架8上的第二压紧机构,所述第二承接台7与底板6之间设有用于驱动第二承接台7在底板6上滑动的驱动机构,且进一步的,在本实施例中,所述第二承接台7与底板6之间为采用本领域技术人员所熟知的现有技术中常规使用的滑轨与滑块相配合的方式进行滑动卡接,其具体结构以及工作方式便不再赘述;所述第二压紧机构包括固定于第二固定架8上的第二压紧气缸9以及固定于第二压紧气缸9输出端上的第二压紧板10,具体的,如上所述,在实际的应用过程中,本领域的技术人员可以根据实际的需要设置多组第二压紧机构,以便于提高被踫焊的塑料板材的压紧定位稳定性,具体的,在本实施例中,所述第二压紧机构的数量也为两组;
17.进一步的,加热机构包括固定于工作台1上且对应于第一承接台2和底板6之间的加热驱动气缸11、固定于加热驱动气缸11输出端上的顶板12以及固定于上的电加热板13,具体的,在本实施例中,所述加热驱动气缸11的数量为两个,安装时分别对于顶板12底部的相对两端;
18.进一步的,所述驱动机构包括固定于底板6内部的驱动电机(图中未示出)以及设置于第二承接台7和底板6之间的丝杆驱动机构,具体的,所述底板6内部为中空结构,所述驱动电机固定于底板6内部且与丝杆驱动机构对应的位置处;所述丝杆驱动机构包括转动
连接于底板6顶端且对应于第二承接台7下方的丝杆14以及固定于第二承接台7底端的且与丝杆14螺纹连接的丝杆螺母(图中未示出),安装时,所述驱动电机14的输出端与丝杆14的对应端通过链轮传动连接,即在所述底板6顶端对应对应处设有便于链轮穿过的通孔,进一步具体的,在本实施例中,为了保证所述第二承接台7在底板6上的滑动稳定性,所述丝杆驱动机构的数量为两组,且两组丝杆驱动机构上的丝杆14通过链轮传动连接。
19.更进一步的,所述碰焊机本体还包括plc控制器15,具体的,所述plc控制器15采用的是本领域技术人员所熟知的现有技术中常规使用的plc控制器,组装时,所述第一压紧气缸4、第二压紧气缸9、加热驱动气缸11、驱动电机14以及电加热板13均与plc控制器15信号连接。
20.本实用新型使用过程简述如下:
21.使用时,首先将两块需要对接于一起的塑料板材分别放置于第一承接台2和第二承接台7上,调整好位置后驱动第一压紧气缸4和第二压紧气缸9分别对两块塑料板材进行压紧,接着驱动加热驱动气缸11带动电加热板13上移至两块塑料板材之间的位置处,对电加热板13进行通电从而对两块塑料板材同时进行加热,完成加热后电加热板13断电同时加热驱动气缸11带动电加热板13下移,此时,驱动电机14带动丝杆14转动从而带动第二承接台7沿着靠近第一承接台2的方向移动使得两块塑料板材完成对接,两块塑料板材对接处冷却后即可下料,进行下一组塑料板材的踫焊。
22.最后应说明的是:这些实施方式仅用于说明本实用新型而不限制本实用新型的范围。此外,对于所属领域的技术人员来说,在上述说明的基础上还可以做出其它不同形式的变化或变动。这里无需也无法对所有的实施方式予以穷举。而由此所引申出的显而易见的变化或变动仍处于本实用新型的保护范围之中。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。