1.本发明涉及玩具组装生产领域,更具体地,涉及一种玩具轮胎冲切组装机及冲切组装方法。
背景技术:
2.在玩具车生产过程中,需要将轮胎与轮毂进行组装。轮胎一般通过注塑生产而成,在组装前,需要将轮胎上由注塑产生的水口切除掉。水口的切除一般通过手工切除或者如cn208452068u等专利公开的专业冲切机进行切除,而轮胎与轮毂的通过手工组装或者如cn 211840877u等专利公开的专业组装机进行组装。
3.然而,现有的专业冲切机和轮胎组装机生产效率较低,需要较多的人员介入。并且,还没有办法实现轮胎冲切和组装的连续自动化生产。
技术实现要素:
4.本发明为克服上述现有技术所述的缺陷,提供一种玩具轮胎冲切组装机及冲切组装方法,实现轮胎冲切和组装的连续自动化生产,提升了生产效率。
5.为解决上述技术问题,本发明的技术方案如下:
6.本发明第一方面提供一种玩具轮胎冲切组装机,包括轮胎震动送料装置、轮毂震动送料装置、轮胎暂存工位、水口冲切工位、水口冲切装置、轮毂预装工位、一次压紧工位、一次压紧装置、二次压紧工位、二次压紧装置、第一机械手、第二机械手、第三机械手、第四机械手、第五机械手、第六机械手、第七机械手和收集容器,所述轮胎震动送料装置用于通过震动调整轮胎姿态并输送至轮胎震动送料装置出料口,所述第一机械手用于将轮胎从轮胎震动送料装置出料口转移到轮胎暂存工位,所述第三机械手用于将轮胎从轮胎暂存工位转移到水口冲切工位,水口冲切装置设置于水口冲切工位上方,用于冲切轮胎的水口,所述第四机械手用于将轮胎从水口冲切工位转移到轮毂预装工位,所述第二机械手用于将轮毂从轮毂震动送料装置出料口转移到轮毂预装工位,轮胎和轮毂在轮毂预装工位进行预装,所述第五机械手用于将预装了轮毂的轮胎从轮毂预装工位转移到一次压紧工位,一次压紧装置设置于一次压紧工位上方,用于将轮毂和轮胎初步压紧,所述第六机械手用于将初步压紧的轮毂和轮胎从一次压紧工位转移到二次压紧工位,二次压紧装置设置于二次压紧工位上方,用于将轮毂和轮胎二次压紧,所述第七机械手用于将二次压紧后轮毂和轮胎转移到收集容器。
7.优选地,所述轮胎震动送料装置包括震动送料盘和送料轨道,所述震动送料盘用于盛装带水口的轮胎,并将轮胎依次送入送料轨道,所述送料轨道包括4条互相平行的钢丝,4条钢丝围成截面为矩形的送料通道,送料通道截面的长度大于轮胎的直径,送料通道截面的宽度大于轮胎的厚度,送料通道入口处的底部设有呈板状的姿态筛选结构,仅允许水口朝上的轮胎进入送料通道,4条钢丝呈螺旋状,从送料通道入口到送料通道出口累计翻转角度为180
°
,使得送料通道出口处的轮胎水口朝下。
8.优选地,所述玩具轮胎冲切组装机还包括支撑架,支撑架的顶部为水平的支撑台面,所述轮胎暂存工位、水口冲切工位、水口冲切装置、轮毂预装工位、一次压紧工位、一次压紧装置、二次压紧工位、二次压紧装置、第一机械手、第二机械手安装于支撑台面上。
9.优选地,所述第一机械手包括第一底座、第一水平支撑座、第一水平滑轨、第一水平驱动机构、第一竖直支撑座、第一竖直滑轨、第一竖直驱动机构、吸盘支撑座、吸盘和负压泵,所述第一底座竖直设置于支撑台面上,第一水平支撑座设置于第一底座的侧面,第一水平滑轨设置于第一水平支撑座侧面且呈水平状态,第一竖直支撑座卡接在第一水平滑轨上,在第一水平驱动机构驱动下沿第一水平滑轨水平往复移动,第一竖直滑轨设置于第一竖直支撑座侧面且呈竖直状态,吸盘支撑座卡接在第一竖直滑轨上,在第一竖直驱动机构驱动下沿第一竖直滑轨竖直往复移动,吸盘设置于吸盘支撑座的下方且朝下设置,吸盘通过软管与负压泵连通。
10.优选地,所述第二机械手包括第二底座、第二水平支撑座、第二水平滑轨、第二水平驱动机构、第二竖直支撑座、第二竖直滑轨、第二竖直驱动机构、气动夹具支撑座和气动夹具,所述第二底座竖直设置于支撑台面上,第二水平支撑座设置于第二底座的侧面,第二水平滑轨设置于第二水平支撑座侧面且呈水平状态,第二竖直支撑座卡接在第二水平滑轨上,在第二水平驱动机构驱动下沿第二水平滑轨水平往复移动,第二竖直滑轨设置于第二竖直支撑座侧面且呈竖直状态,气动夹具支撑座卡接在第二竖直滑轨上,在第二竖直驱动机构驱动下沿第二竖直滑轨竖直往复移动,气动夹具设置于气动夹具支撑座的下方且朝下设置。
11.优选地,所述轮胎暂存工位、水口冲切工位、轮毂预装工位、一次压紧工位和二次压紧工位依次等高度、等间距沿直线排布,所述轮胎暂存工位、水口冲切工位、轮毂预装工位、一次压紧工位和二次压紧工位包括轮胎定位座,所述轮胎定位座包括定位底座,定位底座为圆形且上部中间位置设有圆形凹坑,圆形凹坑的中部设有通孔,定位底座上表面设有两段对称的圆弧形凸起。
12.优选地,所述第三机械手、第四机械手、第五机械手、第六机械手、第七机械手通过机械手支架设置于支撑台面上,第三机械手、第四机械手、第五机械手、第六机械手、第七机械手依次等高度、等间距沿直线排布,分别于轮胎暂存工位、水口冲切工位、轮毂预装工位、一次压紧工位和二次压紧工位相对应,所述机械手支架为三向运动支架,三向运动支架上设有前后驱动气缸、左右驱动气缸、上下驱动气缸,用于驱动第三机械手、第四机械手、第五机械手、第六机械手、第七机械手进行前后、左右、上下运动。
13.优选地,所述轮胎暂存工位、水口冲切工位、轮毂预装工位的定位底座通过圆筒状的连接底座与支撑台面连接,水口冲切工位处的支撑台面也设有通孔,定位底座的通孔、圆筒状的连接底座的中部通孔、支撑台面的通孔从上到下依次对应。
14.优选地,所述水口冲切装置包括左底座、右底座、冲刀驱动机构安装板、冲刀驱动机构、冲刀滑轨安装板、冲刀滑轨、冲刀支撑座和冲刀,所述左底座和右底座为设置于支撑台面上的“7”形的板状结构,冲刀驱动机构安装板水平设置于左底座、右底座的顶部,冲刀驱动机构安装板上设有通孔,冲刀驱动机构安装在冲刀驱动机构安装板上且其驱动杆从该通孔中向下伸出,所述冲刀滑轨安装板安装于左底座、右底座的前部,冲刀滑轨竖直设置于冲刀滑轨安装板上,冲刀支撑座上部与冲刀驱动机构的驱动杆连接,冲刀支撑座卡接在冲
刀滑轨上,在冲刀驱动机构驱动下沿冲刀滑轨竖直往复移动,冲刀设置于冲刀支撑座的下方且朝下设置。
15.优选地,所述冲刀为圆形筒状结构,其下沿为刀刃状。
16.优选地,所述一次压紧装置包括第三底座、第一压紧驱动机构安装板、第一压紧驱动机构和第一压紧头,所述第三底座竖直设置于支撑台面上,第一压紧驱动机构安装板水平设置于第三底座的侧面,第一压紧驱动机构安装板上设有通孔,第一压紧驱动机构安装在第一压紧驱动机构安装板上且其驱动杆从该通孔中向下伸出,第一压紧头设置于驱动杆的端部。
17.优选地,所述一次压紧工位的轮胎定位座设置于第一轮胎定位座连接板上,所述第一轮胎定位座连接板设置于第三底座的侧面。
18.优选地,所述二次压紧装置包括第四底座、第二压紧驱动机构安装板、第二压紧驱动机构和第二压紧头,所述第四底座竖直设置于支撑台面上,第二压紧驱动机构安装板水平设置于第四底座的侧面,第二压紧驱动机构安装板上设有通孔,第二压紧驱动机构安装在第二压紧驱动机构安装板上且其驱动杆从该通孔中向下伸出,第二压紧头设置于驱动杆的端部。
19.优选地,所述二次压紧工位的轮胎定位座设置于第二轮胎定位座连接板上,所述第二轮胎定位座连接板设置于第四底座的侧面。
20.本发明第二方面提供一种所述玩具轮胎冲切组装机的冲切组装方法,包括以下步骤:
21.s1:将注塑产生的带水口的轮胎放入轮胎震动送料装置,在轮胎震动送料装置出料口处,轮胎姿态调整为水口朝下;同时将轮毂放入轮毂震动送料装置;
22.s2:第一机械手将轮胎从轮胎震动送料装置出料口转移到轮胎暂存工位;
23.s3:第三机械手将轮胎从轮胎暂存工位转移到水口冲切工位,水口冲切工位上方的水口冲切装置向下动作,将轮胎的水口冲切掉;
24.s4:第四机械手将轮胎从水口冲切工位转移到轮毂预装工位,第二机械手将轮毂从轮毂震动送料装置出料口转移到轮毂预装工位,轮胎和轮毂在轮毂预装工位进行预装;
25.s5:第五机械手将预装了轮毂的轮胎从轮毂预装工位转移到一次压紧工位,一次压紧工位上方的一次压紧装置向下动作,将轮毂和轮胎初步压紧;
26.s6:第六机械手将初步压紧的轮毂和轮胎从一次压紧工位转移到二次压紧工位,二次压紧工位上方的二次压紧装置向下动作,将轮毂和轮胎二次压紧;
27.s7:第七机械手将二次压紧后轮毂和轮胎转移到收集容器。
28.优选地,步骤s2
‑
s6同步执行,实现玩具轮胎冲切组装的连续生产。
29.与现有技术相比,本发明技术方案的有益效果是:本发明提供一种玩具轮胎冲切组装机及冲切组装方法,冲切组装机包括轮胎震动送料装置、轮毂震动送料装置、轮胎暂存工位、水口冲切工位、水口冲切装置、轮毂预装工位、一次压紧工位、一次压紧装置、二次压紧工位、二次压紧装置、第一机械手、第二机械手、第三机械手、第四机械手、第五机械手、第六机械手、第七机械手和收集容器,所述轮胎震动送料装置用于通过震动调整轮胎姿态并输送至轮胎震动送料装置出料口,所述第一机械手用于将轮胎从轮胎震动送料装置出料口转移到轮胎暂存工位,所述第三机械手用于将轮胎从轮胎暂存工位转移到水口冲切工位,
水口冲切装置设置于水口冲切工位上方,用于冲切轮胎的水口,所述第四机械手用于将轮胎从水口冲切工位转移到轮毂预装工位,所述第二机械手用于将轮毂从轮毂震动送料装置出料口转移到轮毂预装工位,轮胎和轮毂在轮毂预装工位进行预装,所述第五机械手用于将预装了轮毂的轮胎从轮毂预装工位转移到一次压紧工位,一次压紧装置设置于一次压紧工位上方,用于将轮毂和轮胎初步压紧,所述第六机械手用于将初步压紧的轮毂和轮胎从一次压紧工位转移到二次压紧工位,二次压紧装置设置于二次压紧工位上方,用于将轮毂和轮胎二次压紧,所述第七机械手用于将二次压紧后轮毂和轮胎转移到收集容器。通过本发明实现了轮胎的连续切水口和组装,无需过多的人工介入,提升了生产效率。
附图说明
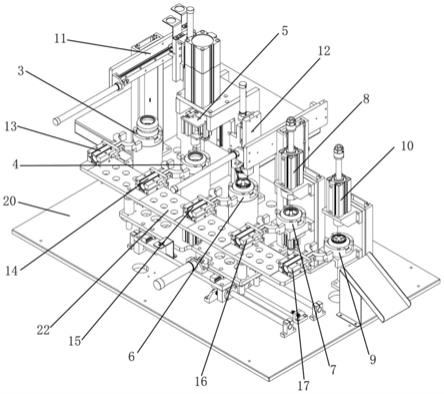
30.图1为玩具轮胎冲切组装机的示意图。
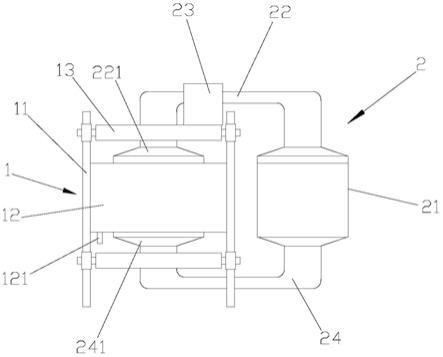
31.图2为图1的局部示意图。
32.图3为第一机械手的示意图。
33.图4为第二机械手的示意图。
34.图5为水口冲切装置的示意图。
35.图6为一次压紧装置的示意图。
36.图7为二次压紧装置的示意图。
37.其中:1、轮胎震动送料装置;2、轮毂震动送料装置;3、轮胎暂存工位;4、水口冲切工位;5、水口冲切装置;6、轮毂预装工位;7、一次压紧工位;8、一次压紧装置;9、二次压紧工位;10、二次压紧装置;11、第一机械手;12、第二机械手;13、第三机械手;14、第四机械手;15、第五机械手;16、第六机械手;17、第七机械手;18、轮胎;19、轮毂;20、支撑台面;21、轮胎定位座;22、机械手支架;
38.1101、第一底座;1102、第一水平支撑座;1103、第一水平滑轨;1104、第一水平驱动机构;1105、第一竖直支撑座;1106、第一竖直滑轨;1107、第一竖直驱动机构;1108、吸盘支撑座;1109、吸盘;
39.1201、第二底座;1202、第二水平支撑座;1203、第二水平滑轨;1204、第二水平驱动机构;1205、第二竖直支撑座;1206、第二竖直滑轨;1207、第二竖直驱动机构;1208、气动夹具支撑座;1209、气动夹具;
40.501、左底座;502、右底座;503、冲刀驱动机构安装板;504、冲刀驱动机构;505、冲刀滑轨安装板;506、冲刀滑轨;507、冲刀支撑座;508冲刀;
41.801、第三底座;802、第一压紧驱动机构安装板;803、第一压紧驱动机构;804、第一压紧头。
42.1001、第四底座;1002、第二压紧驱动机构安装板;1003、第二压紧驱动机构;1004、第二压紧头。
具体实施方式
43.附图仅用于示例性说明,不能理解为对本专利的限制;
44.为了更好说明本实施例,附图某些部件会有省略、放大或缩小,并不代表实际产品的尺寸;
45.对于本领域技术人员来说,附图中某些公知结构及其说明可能省略是可以理解的。
46.下面结合附图和实施例对本发明的技术方案做进一步的说明。
47.实施例1
48.如图1
‑
2所示,一种玩具轮胎冲切组装机,包括轮胎震动送料装置1、轮毂震动送料装置2、轮胎暂存工位3、水口冲切工位4、水口冲切装置5、轮毂预装工位6、一次压紧工位7、一次压紧装置8、二次压紧工位9、二次压紧装置10、第一机械手11、第二机械手12、第三机械手13、第四机械手14、第五机械手15、第六机械手16、第七机械手17和收集容器,所述轮胎震动送料装置1用于通过震动调整轮胎18姿态并输送至轮胎震动送料装置1出料口,所述第一机械手11用于将轮胎18从轮胎震动送料装置1出料口转移到轮胎暂存工位3,所述第三机械手13用于将轮胎18从轮胎暂存工位3转移到水口冲切工位4,水口冲切装置5设置于水口冲切工位4上方,用于冲切轮胎18的水口,所述第四机械手14用于将轮胎18从水口冲切工位4转移到轮毂预装工位6,所述第二机械手12用于将轮毂19从轮毂震动送料装置2出料口转移到轮毂预装工位6,轮胎18和轮毂19在轮毂预装工位6进行预装,所述第五机械手15用于将预装了轮毂19的轮胎18从轮毂预装工位6转移到一次压紧工位7,一次压紧装置8设置于一次压紧工位7上方,用于将轮毂19和轮胎18初步压紧,所述第六机械手16用于将初步压紧的轮毂19和轮胎18从一次压紧工位7转移到二次压紧工位9,二次压紧装置10设置于二次压紧工位9上方,用于将轮毂19和轮胎18二次压紧,所述第七机械手17用于将二次压紧后轮毂19和轮胎18转移到收集容器。
49.需要说明的是,轮胎18和轮毂19在轮毂预装工位6进行预装指的是将轮毂19一端放入轮胎18中间的圆孔中,等待进一步组装。
50.在具体实施过程中,所述轮胎震动送料装置1包括震动送料盘和送料轨道,所述震动送料盘用于盛装带水口的轮胎18,并将轮胎18依次送入送料轨道,所述送料轨道包括4条互相平行的钢丝,4条钢丝围成截面为矩形的送料通道,送料通道截面的长度大于轮胎18的直径,送料通道截面的宽度大于轮胎18的厚度,送料通道入口处的底部设有呈板状的姿态筛选结构,仅允许水口朝上的轮胎18进入送料通道,水口朝下的轮胎18由于水口被姿态筛选结构拦截而无法进入送料轨道,4条钢丝呈螺旋状从送料通道入口延伸至送料通道出口,从送料通道入口到送料通道出口累计翻转角度为180
°
,使得送料通道出口处的轮胎18水口朝下。
51.在具体实施过程中,所述玩具轮胎冲切组装机还包括支撑架,支撑架的顶部为水平的支撑台面20,所述轮胎暂存工位3、水口冲切工位4、水口冲切装置5、轮毂预装工位6、一次压紧工位7、一次压紧装置8、二次压紧工位9、二次压紧装置10、第一机械手11、第二机械手12安装于支撑台面20上。
52.如图3所示,在具体实施过程中,所述第一机械手11包括第一底座1101、第一水平支撑座1102、第一水平滑轨1103、第一水平驱动机构1104、第一竖直支撑座1105、第一竖直滑轨1106、第一竖直驱动机构1107、吸盘支撑座1108、吸盘1109和负压泵1101,所述第一底座1101竖直设置于支撑台面20上,第一水平支撑座1102设置于第一底座1101的侧面,第一水平滑轨1103设置于第一水平支撑座1102侧面且呈水平状态,第一竖直支撑座1105卡接在第一水平滑轨1103上,在第一水平驱动机构1104驱动下沿第一水平滑轨1103水平往复移
动,第一竖直滑轨1106设置于第一竖直支撑座1105侧面且呈竖直状态,吸盘支撑座1108卡接在第一竖直滑轨1106上,在第一竖直驱动机构1107驱动下沿第一竖直滑轨1106竖直往复移动,吸盘1109设置于吸盘支撑座1108的下方且朝下设置,吸盘1109通过软管与负压泵连通。
53.需要说明的是,水口位于轮胎18的一侧,水口包括封堵在轮胎18一侧圆孔上的橡胶薄膜以及从橡胶薄膜中部往外延伸的橡胶刺,轮胎18在轮胎震动送料装置1出料口的状态为水口朝下,第一机械手11的吸盘1109从上面伸入轮胎18的圆孔后从橡胶薄膜的背面吸起轮胎18,再转移到胎暂存工位3。
54.如图4所示,在具体实施过程中,所述第二机械手12包括第二底座1201、第二水平支撑座1202、第二水平滑轨1203、第二水平驱动机构1204、第二竖直支撑座1205、第二竖直滑轨1206、第二竖直驱动机构1207、气动夹具支撑座1208和气动夹具1209,所述第二底座1201竖直设置于支撑台面20上,第二水平支撑座1202设置于第二底座1201的侧面,第二水平滑轨1203设置于第二水平支撑座1202侧面且呈水平状态,第二竖直支撑座1205卡接在第二水平滑轨1203上,在第二水平驱动机构1204驱动下沿第二水平滑轨1203水平往复移动,第二竖直滑轨1206设置于第二竖直支撑座1205侧面且呈竖直状态,气动夹具支撑座1208卡接在第二竖直滑轨1206上,在第二竖直驱动机构1207驱动下沿第二竖直滑轨1206竖直往复移动,气动夹具1209设置于气动夹具支撑座1208的下方且朝下设置。
55.需要说明的是,第二机械手12的气动夹具1209从上面夹起轮毂19,再转移到轮毂预装工位6。
56.在具体实施过程中,所述轮胎暂存工位3、水口冲切工位4、轮毂预装工位6、一次压紧工位7和二次压紧工位9依次等高度、等间距沿直线排布,所述轮胎暂存工位3、水口冲切工位4、轮毂预装工位6、一次压紧工位7和二次压紧工位9包括轮胎定位座21,所述轮胎定位座21包括定位底座,定位底座为圆形且上部中间位置设有圆形凹坑,圆形凹坑的中部设有通孔,定位底座上表面设有两段对称的圆弧形凸起。
57.在具体实施过程中,所述第三机械手13、第四机械手14、第五机械手15、第六机械手16、第七机械手17通过机械手支架22设置于支撑台面20上,第三机械手13、第四机械手14、第五机械手15、第六机械手16、第七机械手17依次等高度、等间距沿直线排布,分别于轮胎暂存工位3、水口冲切工位4、轮毂预装工位6、一次压紧工位7和二次压紧工位9相对应,所述机械手支架22为三向运动支架,三向运动支架上设有前后驱动气缸、左右驱动气缸、上下驱动气缸,用于驱动第三机械手13、第四机械手14、第五机械手15、第六机械手16、第七机械手17进行前后、左右、上下运动。
58.需要说明的是,第三机械手13、第四机械手14、第五机械手15、第六机械手16、第七机械手17是联动的,实现玩具轮胎冲切组装的连续生产。
59.在具体实施过程中,所述轮胎暂存工位3、水口冲切工位4、轮毂预装工位6的定位底座通过圆筒状的连接底座与支撑台面20连接,水口冲切工位4处的支撑台面20也设有通孔,定位底座的通孔、圆筒状的连接底座的中部通孔、支撑台面20的通孔从上到下依次对应。
60.如图5所示,在具体实施过程中,所述水口冲切装置5包括左底座501、右底座502、冲刀驱动机构安装板503、冲刀驱动机构504、冲刀滑轨安装板505、冲刀滑轨506、冲刀支撑
座507和冲刀508,所述左底座501和右底座502为设置于支撑台面20上的“7”形的板状结构,冲刀驱动机构503安装板水平设置于左底座501、右底座502的顶部,冲刀驱动机构安装板503上设有通孔,冲刀驱动机构504安装在冲刀驱动机构安装板503上且其驱动杆从该通孔中向下伸出,所述冲刀滑轨安装板505安装于左底座501、右底座502的前部,冲刀滑轨506竖直设置于冲刀滑轨安装板505上,冲刀支撑座507上部与冲刀驱动机构504的驱动杆连接,冲刀支撑座507卡接在冲刀滑轨506上,在冲刀驱动机构504驱动下沿冲刀滑轨506竖直往复移动,冲刀508设置于冲刀支撑座507的下方且朝下设置。
61.需要说明的是,所述冲刀为圆形筒状结构,其下沿为刀刃状。水口冲切装置5的冲刀508在冲刀驱动机构503的驱动下从上往下动作,在水口冲切工位4将水口冲切钓,掉落的水口依次经过定位底座的通孔、圆筒状的连接底座的中部通孔、支撑台面20的通孔,掉入到支撑台面20下方的收集筐中。
62.如图6所示,在具体实施过程中,所述一次压紧装置8包括第三底座801、第一压紧驱动机构安装板802、第一压紧驱动机构803和第一压紧头804,所述第三底座801竖直设置于支撑台面20上,第一压紧驱动机构安装板502水平设置于第三底座801的侧面,第一压紧驱动机构安装板802上设有通孔,第一压紧驱动机构803安装在第一压紧驱动机构安装板802上且其驱动杆从该通孔中向下伸出,第一压紧头804设置于驱动杆的端部。
63.需要说明的是,所述一次压紧工位7的轮胎定位座21设置于第一轮胎定位座连接板上,所述第一轮胎定位座连接板设置于第三底座501的侧面。一次压紧装置8的第一压紧头804在第一压紧驱动机构803的驱动下从上往下动作,在一次压紧工位7将轮毂19和轮胎18初步压紧。
64.如图7所示,在具体实施过程中,所述二次压紧装置10包括第四底座1001、第二压紧驱动机构安装板1002、第二压紧驱动机构1003和第二压紧头1004,所述第四底座1001竖直设置于支撑台面20上,第二压紧驱动机构安装板1002水平设置于第四底座1001的侧面,第二压紧驱动机构安装板1002上设有通孔,第二压紧驱动机构1003安装在第二压紧驱动机构安装板1002上且其驱动杆从该通孔中向下伸出,第二压紧头1004设置于驱动杆的端部。
65.所述二次压紧工位9的轮胎定位座21设置于第二轮胎定位座连接板上,所述第二轮胎定位座连接板设置于第四底座的侧面。二次压紧装置10的第二压紧头1004在第二压紧驱动机构1003的驱动下从上往下动作,在二次压紧工位9将轮毂19和轮胎18二次压紧。
66.需要说明的是,所述第一水平驱动机构1104、第一竖直驱动机构1107、第二水平驱动机构1204、第二竖直驱动机构1207、冲刀驱动机构504、第一压紧驱动机构803、第二压紧驱动机构1003均采用气缸。
67.通过本实施例实现了轮胎18的连续切水口和组装,无需过多的人工介入,提升了生产效率。
68.实施例2
69.本实施例提供一种实施例1所述玩具轮胎冲切组装机的冲切组装方法,包括以下步骤:
70.s1:将注塑产生的带水口的轮胎18放入轮胎震动送料装置1,在轮胎震动送料装置1出料口处,轮胎18姿态调整为水口朝下;同时将轮毂19放入轮毂震动送料装置2;
71.s2:第一机械手11将轮胎18从轮胎震动送料装置1出料口转移到轮胎暂存工位3;
72.s3:第三机械手13将轮胎18从轮胎暂存工位3转移到水口冲切工位4,水口冲切工位4上方的水口冲切装置5向下动作,将轮胎18的水口冲切掉;
73.s4:第四机械手14将轮胎18从水口冲切工位4转移到轮毂预装工位6,第二机械手12将轮毂19从轮毂震动送料装置2出料口转移到轮毂预装工位6,轮胎18和轮毂19在轮毂预装工位6进行预装;
74.s5:第五机械手15将预装了轮毂19的轮胎18从轮毂预装工位6转移到一次压紧工位7,一次压紧工位7上方的一次压紧装置8向下动作,将轮毂19和轮胎18初步压紧;
75.s6:第六机械手16将初步压紧的轮毂19和轮胎18从一次压紧工位7转移到二次压紧工位9,二次压紧工位9上方的二次压紧装置10向下动作,将轮毂19和轮胎18二次压紧;
76.s7:第七机械手17将二次压紧后轮毂19和轮胎18转移到收集容器。
77.在具体实施过程中,步骤s2
‑
s6同步执行,实现玩具轮胎冲切组装的连续生产。
78.相同或相似的标号对应相同或相似的部件;
79.附图中描述位置关系的用语仅用于示例性说明,不能理解为对本专利的限制;
80.显然,本发明的上述实施例仅仅是为清楚地说明本发明所作的举例,而并非是对本发明的实施方式的限定。对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式的变化或变动。这里无需也无法对所有的实施方式予以穷举。凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明权利要求的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。