1.本发明属于保持架兜孔加工技术领域,具体涉及一种带储油槽的向心短圆柱滚子轴承保持架兜孔加工方法。
背景技术:
2.向心短圆柱滚子轴承的圆柱滚子与滚道为线接触轴承,能够承受较大的径向载荷,由于向心短圆柱滚子轴承的圆柱滚子与套圈挡边摩擦小,适于高速旋转。保持架作为向心短圆柱滚子轴承的核心部件,具有隔离圆柱滚子的作用,同时在向心短圆柱滚子轴承工作过程中,保持架要承受很大的离心力、径向冲击和径向振动,保持架和圆柱滚子之间存在较大的滑动摩擦,并产生大量的热量。因此要求向心圆柱滚子轴承的保持架材料具有导热性好、耐磨性好、摩擦系数小的特点,同时具有一定的强度和韧性的配合,保持较好弹性和刚度。
3.保持架的兜孔用于装配圆柱滚子,目前保持架的兜孔一般为圆形和方形。由于向心短圆柱滚子轴承的圆柱滚子和保持架之间存在滑动摩擦作用,会产生大量热量,现有圆形兜孔或方形兜孔与圆柱滚子之间的装配配合间隙中,不能储存足够润滑油脂,造成圆柱滚子与保持架之间降温散热效果差,直接导致向心短圆柱滚子轴承使用寿命的降低。发明人基于现有技术中的上述缺陷研发了一种带储油槽的向心短圆柱滚子轴承保持架兜孔加工方法,上述方法能够加工成带有储油槽的保持架兜孔,使保持架和圆柱滚子之间储存足够的润滑油脂,以提高降温散热的效果。
技术实现要素:
4.本发明为了解决上述技术问题,提供一种带储油槽的向心短圆柱滚子轴承保持架兜孔加工方法,其方法科学合理、操作便捷、可以使保持架的兜孔加工成带有储油槽的结构;本发明能够解决现有技术中,保持架的圆形兜孔或方形兜孔与圆柱滚子之间的装配配合间隙中,不能储存足够润滑油脂,造成圆柱滚子与保持架之间降温散热效果差的问题。
5.本发明所采用的技术方案是:一种带储油槽的向心短圆柱滚子轴承保持架兜孔加工方法,包括以下步骤:步骤一、向心短圆柱滚子轴承保持架圆孔的加工:首先将保持架固定在钻孔设备上,沿着保持架的侧面周向均匀钻出圆孔;步骤二、拉刀的固定安装:将拉刀的刀柄固定在拉铣设备上,使拉刀保持水平;步骤三、对圆孔的拉铣:首先将拉刀的引导体对准步骤一中加工好的圆孔圆心,然后启动拉铣设备,利用拉铣设备推动拉刀的方形刀从圆孔的一侧推向另一侧,使拉刀以圆孔的圆心为中心保持线性推进,最后形成用于装配圆柱滚子的兜孔。
6.所述步骤一中,保持架为径向保持架,保持架在钻孔设备上可实现360
°
旋转;钻孔设备上的钻头与保持架的径向保持90
°
垂直。
7.所述步骤二中,固定拉刀的拉铣设备与保持架的径向保持90
°
垂直。
8.所述步骤三中,拉刀的引导体左端首先与步骤一中加工好的圆孔接触对准,在引导体的导向引导作用下,利用方形刀将圆孔线性推动铣掉,留出圆孔四份之一的弧形。
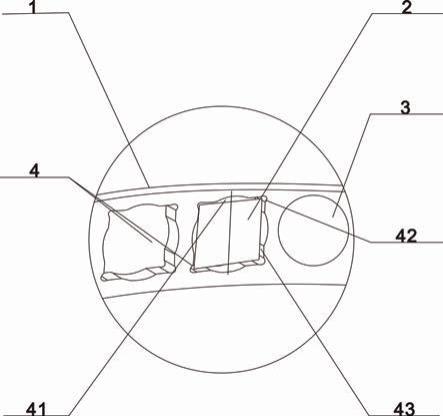
9.所述保持架侧面周向均匀加工的兜孔包括弧形储油槽,弧形储油槽设置在兜孔的上下、左右的中间位置,弧形角设置在兜孔的四角位置,弧形储油槽和弧形角的连接处设置有接触面;弧形储油槽、弧形角和接触面为一体形成带储油槽、用于装配圆柱滚子的兜孔。
10.所述拉刀包括引导体,引导体固定设置在方形刀的左侧位置,刀柄固定设置在方形刀的右端位置,刀柄用于固定安装拉刀。
11.所述方形刀的边长小于圆孔的直径,方形刀将圆孔铣掉留出圆孔四份之一的弧形形成弧形储油槽。
12.所述引导体为左端直径小右端直径大的圆锥形,引导体用于对方形刀对准导向作用。
13.所述方形刀的r角将圆孔铣掉后形成兜孔的四个弧形角,四个弧形角用于为圆柱滚子提供滚动的空间。
14.所述步骤一中,首先将保持架固定在钻孔设备上,沿着保持架的侧面周向均匀钻出圆孔;保持架为径向保持架,保持架在钻孔设备上可实现360
°
旋转,钻孔设备上的钻头与保持架的径向保持90
°
垂直。这样做的主要目的是:一方面,使保持架侧面周向加工圆孔时,不用频繁调整保持架与钻头的对应位置,提供高了加工圆孔的便捷性;另一方面,保证了保持架周向圆孔的垂直度,提高了保持架周向圆孔的加工精度。
15.所述步骤二中,将拉刀的刀柄固定在拉铣设备上,使拉刀保持水平;固定拉刀的拉铣设备与保持架的径向保持90
°
垂直。这样做的主要目的是:一方面,使拉刀与保持架圆孔保持径向垂直,提高了引导体与保持架圆孔的对准度;另一方面,提高了方形刀对圆孔的拉铣精度,从而提高了保持架兜孔的加工精度。
16.所述步骤三中,首先将拉刀的引导体对准步骤一中加工好的圆孔圆心,然后启动拉铣设备,利用拉铣设备推动拉刀的方形刀从圆孔的一侧推向另一侧,使拉刀以圆孔的圆心为中心保持线性推进,最后形成用于装配圆柱滚子的兜孔。这样做的主要目的是:一方面,在步骤二与步骤三的配合下,保证了引导体对圆孔的对准度,使引导体能够起到精准的引导导向作用,提高了方形刀对圆孔的拉铣精度。另一方面,利用方形刀将圆孔拉铣掉,形成了用于储存润滑油脂的弧形储油槽,为润滑油脂提供了足够的储存空间,从而保证了圆柱滚子和保持架之间的降温散热效果。
17.所述保持架侧面周向均匀加工的兜孔包括弧形储油槽,弧形储油槽设置在兜孔的上下、左右的中间位置,弧形角设置在兜孔的四角位置,弧形储油槽和弧形角的连接处设置有接触面;弧形储油槽、弧形角和接触面为一体形成带储油槽、用于装配圆柱滚子的兜孔。这样设置的主要目的是:在不影响圆柱滚子正常工作滚动下,一方面弧形储油槽用于储存较多润滑油脂,对圆柱滚子和保持架之间因摩擦所产生的热量,起到降温散热的作用,从而提高了向心短圆柱滚子轴承的使用寿命;另一方面,兜孔的四个弧形角,为圆柱滚子的滚动提供了相对自由的滚动间隙,保证了向心短圆柱滚子轴承正常的工作。
18.所述方形刀的边长小于圆孔的直径,方形刀将圆孔铣掉留出圆孔四份之一的弧形形成弧形储油槽。这样设置的主要目的是:一方面,利用方形刀可以将方形刀与圆孔重合的部分拉铣掉,最后形成用于储存润滑油脂的储油槽。另一方面,利用方形刀四条棱的r角,形
成兜孔的四个弧形角,为圆柱滚子的滚动提供了相对自由的滚动间隙。
19.所述引导体为左端直径小右端直径大的圆锥形,引导体用于对方形刀对准导向作用。这样设置的主要目的是:一方面,利用引导体的小端,首先对圆孔进行对准,提供高了对准的成功率;另一方面,利用引导体逐渐变大的结构,为方形刀的线性拉铣提供了引导导向作用。
20.本发明中的所谓拉铣,就是利用拉铣设备推动拉刀的方形刀从圆孔的一侧推向另一侧,使拉刀以圆孔的圆心为中心保持线性推进,最后形成保持架的兜孔。
21.本发明的有益效果:1、利用弧形储油槽可以储存足够的润滑油脂;2、保证了圆柱滚子和保持架之间的降温散热效果;3、提高向心短圆柱滚子轴承的使用寿命。
附图说明
22.图1为本发明的结构示意图;图2为本发明拉刀的正视图;图3为本发明方形刀r角结构放大图;附图中标记:1、保持架,2、圆柱滚子,3、圆孔,4、兜孔,41、弧形储油槽,42、弧形角,43、接触面,5、拉刀,51、引导体,52、方形刀,53、r角,54、刀柄。
具体实施方式
23.以下结合附图对本发明的具体实施方式做进一步的详细说明。
24.如图所示,本发明提供一种带储油槽的向心短圆柱滚子轴承保持架兜孔加工方法,包括以下步骤:步骤一、向心短圆柱滚子轴承保持架圆孔的加工:首先将保持架1固定在钻孔设备上,沿着保持架1的侧面周向均匀钻出圆孔3;保持架1为径向保持架,保持架1在钻孔设备上可实现360
°
旋转;钻孔设备上的钻头与保持架1的径向保持90
°
垂直;步骤二、拉刀的固定安装:将拉刀5的刀柄54固定在拉铣设备上,使拉刀5保持水平;固定拉刀5的拉铣设备与保持架1的径向保持90
°
垂直;步骤三、对圆孔的拉铣:首先将拉刀5的引导体51左端与步骤一中加工好的圆孔3接触对准,然后启动拉铣设备,利用拉铣设备推动拉刀5的方形刀52从圆孔3的一侧推向另一侧,在引导体51的导向引导作用下,使拉刀4以圆孔的圆心为中心保持线性推进,利用方形刀52将圆孔3线性推动铣掉,留出圆孔3四份之一的弧形,最后形成用于装配圆柱滚子的兜孔4。
25.所述保持架1侧面周向均匀加工的兜孔4包括弧形储油槽41,弧形储油槽41设置在兜孔4的上下、左右的中间位置,弧形角42设置在兜孔4的四角位置,弧形储油槽41和弧形角42的连接处设置有接触面43;弧形储油槽41、弧形角42和接触面43为一体形成带储油槽、用于装配圆柱滚子2的兜孔4。
26.所述拉刀5包括引导体51,引导体51固定设置在方形刀52的左侧位置,刀柄54固定设置在方形刀52的右端位置,刀柄54用于固定安装拉刀5。
27.所述方形刀52的边长小于圆孔3的直径,方形刀52将圆孔3铣掉留出圆孔3四份之一的弧形形成弧形储油槽41。
28.所述引导体51为左端直径小右端直径大的圆锥形,引导体51用于对方形刀对准导向作用。
29.所述方形刀52的r角将圆孔3铣掉后形成兜孔4的四个弧形角42,四个弧形角用于为圆柱滚子2提供滚动的空间。
30.对所公开的实施例的上述说明,是本领域专业技术人员能够实现或使用本发明。对上述实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本发明的精神或范围的情况下,在其它实施例中实现。因此,本发明将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。