1.本实用新型涉及一种运用于纸箱夹层包装的高速贴标装置及系统。
背景技术:
2.随着酒类包装要求的丰富,普通的酒类容易被不法份子假冒,高仿的包装普通消费者很难判定,给社会和企业带来巨大的损失。目前通过手工加贴防伪标签大多由人工完成同时不能实现批量进行信息的录入,也存在成本高、效率低的问题,而条码、二维码属明码,易被复制,造成假冒。
3.综上所述,目前传统的纸箱或者普通的加贴标签的形式已经远远不能满足社会和企业日益发展的需求。
技术实现要素:
4.本实用新型的目的在于克服现有技术的不足,提供一种运用于纸箱夹层包装的高速贴标装置及系统,可以实现多位置同时贴标或错开位置贴标,解决电子标签在纸箱大批量复合后位置批量随机放置不同位置造成效率低、成本高的问题,实现电子标签在纸箱贴合过程中快速、自动化和高效等。
5.本实用新型的目的是通过以下方案实现的:
6.一种运用于纸箱夹层包装的高速贴标装置,包括安装支架和贴标单元组,贴标单元组安装在安装支架上,安装支架用于固定贴标单元组,能够调整贴标单元组的左右和上下位置,所述贴标单元组沿物料输送方向排布,用于物料表面贴标。
7.进一步地,安装支架包括上下调节杆、前后调节杆和滑块,上下调节杆用于调整贴标单元组的上下位置;前后调节杆调整贴标单元组的前后位置;滑块用于固定贴标单元组中的贴标单元,能够根据需要增加或减少贴标单元的数量。
8.进一步地,贴标单元组包括多个贴标单元;贴标单元包括安装板、用于安装标签纸的托标盘、标签张紧组件、动力拉动组件、分离标签和底纸的出标板、扶标安装组件、收底纸从动轮、贴标单元主电机、收底纸盘、标签、导辊。
9.进一步地,标签的一端经由导辊、标签张紧组件、动力拉动组件后连接至分离标签和底纸的出标板处实现标签和底纸分离,标签贴在物料上后由扶标安装组件上的扶标零件压紧物料上的标签,完成贴标工序;标签分离后的底纸再经由动力拉动组件拉动至收底纸盘回收。
10.进一步地,动力拉动组件包括主动力辊、第一摩擦辊和第二摩擦辊,贴标单元主电机通过皮带连接提供动给主动力辊,主动力辊与第一摩擦辊和第二摩擦辊同时转动,标签从主动力辊和第一摩擦辊之间通过;收底纸盘与收底纸从动轮固定一起,贴标单元主电机通过皮带连接收底纸从动轮提供动力给收底纸盘,标签经分离标签和底纸的出标板后剩下的底纸从主动力辊和第二摩擦辊之间通过至收底纸盘,完成标签底纸的回收。
11.一种运用于纸箱夹层包装的高速贴标系统,包括如上任一所述装置。
12.本实用新型的有益效果:
13.(1)本实用新型通过对纸箱生产设备进行优化和改造,可以实现多位置同时贴标或错开位置贴标,解决电子标签在纸箱大批量复合后位置批量随机放置不同位置造成效率低、成本高的问题,实现电子标签在纸箱贴合过程中快速、自动化和高效。
14.(2)本实用新型在生产线上应用后,能够实现更多品类的产品智能化、自动化、批量化的仓储物流管理,实现品牌的防伪和防窜货功能,提升品牌打击假冒产品的力度,实现溯源查询系统;消费者可以简单快捷的查询产品的溯源信息,提高标签投放效率,减少人工成本,实现纸箱生产企业、纸箱使用企业、政府、消费者、商家各方多方共赢。
附图说明
15.下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
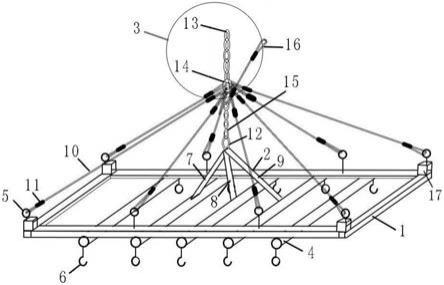
16.图1为本实用新型运用于纸箱夹层包装的高速贴标装置的结构示意图;
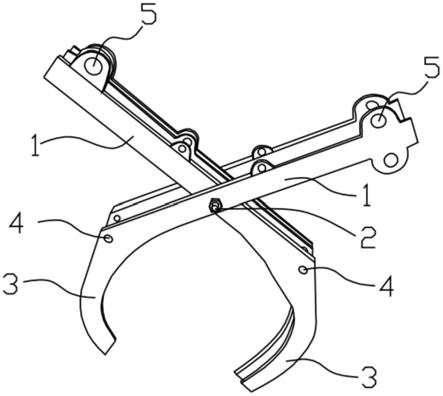
17.图2为本实用新型安装支架的结构示意图;
18.图3为本实用新型贴标单元的第一结构示意图;
19.图4为本实用新型贴标单元的第二结构示意图;
20.图中,安装支架a,贴标单元组b,上下调节杆a1,前后调节杆a2,滑块a3,贴标单元b1,安装板b11,用于安装标签纸的托标盘b12,标签张紧组件b13,动力拉动组件b14,分离标签和底纸的出标板b15,扶标安装组件b16,收底纸从动轮b17,贴标单元主电机b18,收底纸盘b19,标签b20,导辊b21,主动力辊b141,第一摩擦辊b142,第二摩擦辊b143。
具体实施方式
21.本说明书中所有实施例公开的所有特征,或隐含公开的所有方法或过程中的步骤,除了互相排斥的特征和/或步骤以外,均可以以任何方式组合或替换。
22.如图1
‑
4所示,一种运用于纸箱夹层包装的高速贴标装置,包括安装支架a和贴标单元组b,贴标单元组b安装在安装支架a上,安装支架a用于固定贴标单元组b,能够调整贴标单元组b的左右和上下位置,所述贴标单元组b沿物料输送方向排布,用于物料表面贴标。
23.进一步地,安装支架a包括上下调节杆a1、前后调节杆a2和滑块a3, 上下调节杆a1用于调整贴标单元组b的上下位置;前后调节杆a2调整贴标单元组b的前后位置;滑块a3用于固定贴标单元组b中的贴标单元b1,能够根据需要增加或减少贴标单元b1的数量。
24.进一步地,贴标单元组b包括多个贴标单元b1;贴标单元b1包括安装板b11、用于安装标签纸的托标盘b12、标签张紧组件b13、动力拉动组件 b14、分离标签和底纸的出标板b15、扶标安装组件b16、收底纸从动轮b17、贴标单元主电机b18、收底纸盘b19、标签b20、导辊b21。
25.进一步地,标签b20的一端经由导辊b21、标签张紧组件b13、动力拉动组件b14后连接至分离标签和底纸的出标板b15处实现标签和底纸分离,标签贴在物料上后由扶标安装组件b16上的扶标零件压紧物料上的标签,完成贴标工序;标签分离后的底纸再经由动力拉动组件b14拉动至收底纸盘b19回收。
26.进一步地,动力拉动组件b14包括主动力辊b141、第一摩擦辊b142 和第二摩擦辊
b143,贴标单元主电机b18通过皮带连接提供动给主动力辊 b141,主动力辊b141与第一摩擦辊b142和第二摩擦辊b143同时转动,标签b20从主动力辊b141和第一摩擦辊b142之间通过;收底纸盘b19与收底纸从动轮b17固定一起,贴标单元主电机b18通过皮带连接收底纸从动轮b17提供动力给收底纸盘b19,标签b20经分离标签和底纸的出标板b15 后剩下的底纸从主动力辊b141和第二摩擦辊b143之间通过至收底纸盘b19,完成标签底纸的回收。
27.一种运用于纸箱夹层包装的高速贴标系统,包括如上任一所述装置。
28.本实用新型运用于纸箱包装的高速贴标,使贴标机加固在纸箱生产线上,实现标签快速粘贴在指定酒包装上,从而达到辅助系统应用在仓储物流管理、防伪及防串货管理、溯源系统等功能,设备具有定位准确、高效智能、自动化的特点,提高纸箱夹层贴标速度。
29.本实用新型的工作过程:
30.本实用新型可以实现多位置同时贴标或错开位置贴标,具体包括安装支架a和贴标单元组b,贴标单元组b安装在安装支架a上面;纸箱夹层包装的高速贴标结构沿物料输送方向平行排布,根据设定的要求可以多位置同时贴标、按指定的位置同时贴标或错开位置贴标。如图1所示,包括安装支架a和贴标单元组b,安装支架a包括上下调节杆a1、前后调节杆a2 和滑块a3,如图2所示。
31.安装支架a包括上下调节杆a1、前后调节杆a2和滑块a3组件,上下调节杆a1用于调整贴标单元组b的上下位置;前后调节杆a2用于调整贴标单元组b的前后位置;滑块a3用于固定贴标单元组b中的贴标单元b1,可根据需要增加或减少贴标单元b1的数量。
32.贴标单元组b包括多个贴标单元b1组成。贴标单元b1包括安装板b11、用于安装标签纸的托标盘b12、标签张紧组件b13、动力拉动组件b14、分离标签和底纸的出标板b15、扶标安装组件b16、收底纸从动轮b17、贴标单元主电机b18、收底纸盘b19、标签b20、导辊b21;动力拉动组件b14 由主动力辊b141、第一摩擦辊b142和第二摩擦辊b143组成,如图3
‑
4所示。
33.标签b20的一端经由导辊b21、标签张紧组件b13、动力拉动组件b14 后连接至分离标签和底纸的出标板b15处实现标签和底纸分离,标签贴在物料上后由扶标安装组件b16上的扶标零件压紧物料上的标签,完成贴标工序;标签分离后的底纸再经由动力拉动组件b14拉动至收底纸盘b19回收。
34.动力拉动组件b14包括主动力辊b141、第一摩擦辊b142和第二摩擦辊 b143,标签b20从主动力辊b141和第一摩擦辊b142之间通过(如图3
‑
4),贴标单元主电机b18通过皮带连接提供动给主动力辊b141,主动力辊b141 与第一摩擦辊b142和第二摩擦辊b143同时转动,收底纸盘b19与收底纸从动轮b17固定一起,贴标单元主电机b18通过皮带连接收底纸从轮b17 提供动力给收底纸盘b19,标签b20经分离标签和底纸的出标板b15后剩下的底纸从主动力辊b141和第二摩擦辊b143之间通过(如图3
‑
4)至收底纸盘 b19,完成标签底纸的回收。
35.除以上实例以外,本领域技术人员根据上述公开内容获得启示或利用相关领域的知识或技术进行改动获得其他实施例,各个实施例的特征可以互换或替换,本领域人员所进行的改动和变化不脱离本实用新型的精神和范围,则都应在本实用新型所附权利要求的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。