1.本实用新型涉及光伏组件封装设备技术领域,具体涉及一种适于多尺寸光伏组件的贴孔机。
背景技术:
2.双玻光伏组件的高品质使得其在光伏领域应用越来越广泛,层压工艺是双玻光伏组件生产过程中较为重要的一个环节。
3.传统技术中,双玻光伏组件的边缘往往无保护措施,在层压机层压时,用于粘接各层结构的胶膜会从光伏组件背板的引线孔中溢出,导致电池片的引出线和背板粘连在一起,影响背板表面的平整性,阻碍接线盒的安装。为解决上述问题,通常是在层压结束后,由工人使用刀具手动刮除背板表面溢出的胶。然而,这样的处理方法一方面操作不便,人力成本较高,另一方面,人为手动刮胶的过程增加了损坏背板以及引出线的风险,可能导致光伏组件报废。
4.现有技术中,一般采用带孔的胶带粘贴在光伏组件引线孔周围,从而,当层压机对光伏组件施压时,从光伏组件引线孔溢出的胶会粘接在胶带的表面,而不会粘接在光伏组件的背板上,待层压结束,将胶带撕掉即可实现溢出的胶的清除。但由于需要将胶带孔与引线孔对齐,故只能采用人工贴胶,工作效率低。因此亟需一种能够实现对各种不同尺寸光伏组件自动贴孔的设备。
技术实现要素:
5.本实用新型要解决的技术问题是提供一种适于多尺寸光伏组件的贴孔机,能够自动对各种不同尺寸的光伏组件的引线孔进行贴胶带,粘贴质量高,降低人力成本,提高光伏组件封装效率。
6.为了解决上述技术问题,本实用新型提供了一种适于多尺寸光伏组件的贴孔机,包括机架,以及
7.线体组件,所述线体组件安装在机架上,包括阻挡机构、归正机构以及第一输送带,所述第一输送带设置于所述机架中部,所述阻挡机构设置于所述第一输送带出料一端,所述归正机构设置于所述第一输送带两侧;
8.胶带裁切组件,所述胶带裁切组件固定于所述机架一角,包括依次设置的胶带盘、胶带孔定位机构、裁切机构和拉料机构,所述胶带孔定位机构包括定位销和第一压料板,所述第一压料板固定设置,所述定位销安装在第一压料板与胶带盘之间,对应所述第一压料板设置有压料气缸,所述拉料机构夹持牵拉胶带自由端,所述裁切机构剪断所述压料气缸与拉料机构之间的胶带;
9.吸胶带组件,所述吸胶带组件通过移载模组支撑于所述胶带裁切组件上方,包括取料气缸和负压块,所述负压块安装于所述取料气缸下方;
10.移载组件,所述移载组件包括支撑于所述机架两端上方的y轴移载模组、连接于两
y轴移载模组之间的x轴移载模组及与x轴移载模组相连的z轴移载模组。
11.进一步的,所述线体组件还包括第二输送带,所述第二输送带设置于所述第一输送带两侧的两端,所述第一输送带和第二输送带之间通过传动轴相连。
12.进一步的,所述阻挡机构包括挡轮及推动挡轮上下的阻挡气缸,所述归正机构包括与输送方向垂直的归正导轨、设置在所述归正导轨上的归正气缸及与归正气缸相连的归正轮,所述归正导轨设置于所述第二输送带之间,所述归正气缸通过锁紧件与所述归正导轨固定连接。
13.进一步的,所述定位销与胶带盘之间设置有指向胶带的检测传感器。
14.进一步的,所述第一压料板设置于胶带上方,所述定位销通过安装轴与所述第一压料板相连,所述定位销与安装轴之间设置有限位弹簧。
15.进一步的,所述压料气缸连接有第二压料板,所述第二压料板对应所述第一压料板下方设置,所述第二压料板远离所述胶带盘的一端设置有压料凸台。
16.进一步的,所述裁切机构包括推剪气缸和气动剪刀,所述推剪气缸垂直于所述拉料机构设置,所述气动剪刀与所述推剪气缸相连。
17.进一步的,所述拉料机构包括拉料爪和拉料模组,所述拉料模组沿胶带长度方向设置,所述拉料爪与所述拉料模组相连。
18.进一步的,所述拉料爪前端设置有脱料板,脱料气缸安装于所述拉料爪一侧,所述脱料板与所述脱料气缸相连,所述脱料板顶面为锯齿状。
19.进一步的,所述第一压料板与胶带盘之间设置有导向部,所述导向部包括与胶带无胶面配合的第一导向轴及与胶带胶面配合的第二导向轴。
20.本实用新型的一种适于多尺寸光伏组件的贴孔机与现有技术相比的有益效果是,能够自动对各种不同尺寸的光伏组件的引线孔进行贴胶带,粘贴质量高,降低人力成本,提高光伏组件封装效率。
附图说明
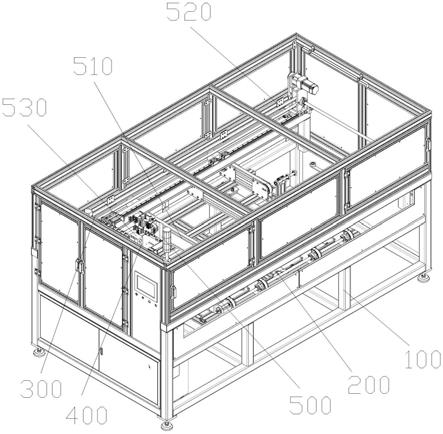
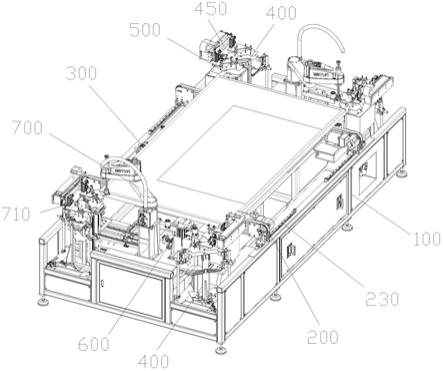
21.图1是本实用新型的整体结构示意图;
22.图2是本实用新型的线体组件示意图;
23.图3是本实用新型的胶带裁切吸附示意图;
24.图4是本实用新型的裁切组件示意图;
25.图5是本实用新型的x轴移载模组示意图。
26.图中标号说明:100、机架,
27.200、线体组件,210、阻挡机构,211、阻挡气缸,212、挡轮,220、归正机构,221、归正气缸,222、归正轮,223、归正导轨,230、第一输送带,240、第二输送带,
28.300、胶带裁切组件,310、胶带盘,320、胶带孔定位机构,321、定位销, 322、第一压料板,323、压料气缸,324、检测传感器,325、安装轴,326、限位弹簧,327、第二压料板,328、压料凸台,330、裁切机构,331、推剪气缸, 332、气动剪刀,340、拉料机构,341、拉料爪,342、拉料模组,343、脱料板, 344、脱料气缸,350、导向部,351、第一导向轴,352、第二导向轴,
29.400、吸胶带组件,410、取料气缸,420、负压块,430、缓冲垫板,440、安装板,
30.500、移载组件,510、x轴移载模组,520、y轴移载模组,530、z轴移载模组。
具体实施方式
31.下面结合附图和具体实施例对本实用新型作进一步说明,以使本领域的技术人员可以更好地理解本实用新型并能予以实施,但所举实施例不作为对本实用新型的限定。
32.参照图1所示,为本实用新型的一种适于多尺寸光伏组件的贴孔机的实施例示意图包括机架100,以及安装于机架100上的线体组件200、胶带裁切组件 300、吸胶带组件400和移载组件500,光伏组件输送至线体组件200上进行定位,胶带裁切组件300根据胶带上胶带孔的位置和光伏组件上引线孔的位置对胶带进行裁切,吸胶带组件400由移载组件500带动从胶带裁切组件300上吸取裁切好的胶带段,而后送至光伏组件上对应位置进行粘贴,保证胶带孔的位置与光伏组件上引线孔的位置对应,胶带粘贴完成后,线体组件200将光伏组件送出。
33.具体的,参照图2所示,所述线体组件200安装在机架100上;机架100 对线体组件200形成支撑,使得线体组件200能够与其他设备相接对光伏组件进行输送。线体组件200包括阻挡机构210、归正机构220以及第一输送带230,所述第一输送带230设置于所述机架100中部,所述阻挡机构210设置于所述第一输送带出料一端,所述归正机构220设置于所述第一输送带230两侧。光伏组件由第一输送带230进行输送,输送到位后,阻挡机构210阻挡光伏组件继续移动,归正机构220从两侧夹住光伏组件,一方面使光伏组件居中对齐,实现对光伏组件的定位,另一方面从两侧夹住光伏组件,无论光伏组件尺寸大小,均能够被夹紧定位。进一步的,为保证输送带对光伏组件的支撑,所述线体组件200还包括第二输送带240,所述第二输送带240设置于所述第一输送带230两侧的两端,所述第一输送带230和第二输送带240之间通过传动轴相连。通过设置第二输送带240对输送带的输送宽度进行了加宽,当光伏组件尺寸较小时,光伏组件仅与第一输送带230接触,进行输送,归正组件能够从两端的第二输送带240之间穿过夹住光伏组件;当光伏组件尺寸较大时,光伏组件与第一输送带230和第二输送带240均接触,归正组件从第二输送带240两侧夹住光伏组件,进行归正定位。本实施例中,所述阻挡机构210包括挡轮212 及推动挡轮212上下的阻挡气缸211,当光伏组件流出时,阻挡气缸211将挡轮212向上推出,由于挡轮212的阻挡,光伏组件无法继续移动,实现对光伏组件一边的定位。所述归正机构220包括与输送方向垂直的归正导轨223、设置在所述归正导轨223上的归正气缸221及与归正气缸221相连的归正轮222,所述归正导轨223设置于所述第二输送带240之间,所述归正气缸221通过锁紧件与所述归正导轨223固定连接。归正气缸221推动归正轮222从两侧夹紧光伏组件,对光伏组件两侧进行定位,实现对光伏组件整体的定位。归正导轨 223设置于两端的两第二输送带240之间,既不影响对光伏组件的输送,又能够在光伏组件尺寸改变时调整归正气缸221在归正导轨223上的位置,以保证能够夹住光伏组件。
34.参照图3和图4所示,为胶带裁切组件300示意图。由于胶带裁切组件300 占据体积较大,因此将所述胶带裁切组件300固定于所述机架100一角,所述胶带裁切组件300包括依次设置的胶带盘310、胶带孔定位机构320、裁切机构 330和拉料机构340,所述胶带孔定位机构320包括定位销321和第一压料板 322,所述第一压料板322固定设置,所述定位销321安装在第一压料板322 与胶带盘310之间,对应所述第一压料板322设置有压料气缸323,所述拉料机构340夹持牵拉胶带自由端,所述裁切机构330剪断所述压料气缸323与拉料机构340之间的胶带。胶带盘310对胶带进行放卷,由于胶带卷上第一个胶带孔的位置不确定,因
此本实施例中利用胶带孔定位机构320对胶带孔进行定位。定位销321插入胶带卷的第一个胶带孔,确定第一个胶带孔的位置,压料气缸323和第一压料板322配合夹紧胶带自由端,裁切机构330剪断自由端多余部分,使胶带自由端位置确定。拉料机构340夹取胶带自由端,由于胶带上每个胶带孔之间的距离固定,当裁取的胶带段的长度固定,即可保证每个胶带段上均有胶带孔且胶带孔位置确定。因此本发明中采用定位销321对胶带孔进行定位,仅需在安装新的胶带卷时同步进行定位即可,不需要额外的人力,操作简单。拉料时,压料气缸323放开胶带,拉料机构340拉动胶带移动一定距离,本实施例中两胶带孔之间的距离是70mm,因此拉料机构340拉动70mm距离,而后压料气缸323再次与第一压料板322配合夹紧胶带。此时胶带处于拉直绷紧状态,方便取料气缸410将负压块420推出吸附裁切机构330与拉料机构340之间的胶带段,裁切机构330切断胶带,拉料机构340放开胶带,取料气缸410带动负压块420和胶带段收回,而后将拾取的胶带段粘贴至光伏组件上。由于胶带段中心存在胶带孔,为避开胶带孔,本实施例中设置负压块420 对胶带段进行吸附。进一步的,虽然胶带上定位孔之间的距离确定,但由于加工误差或拉料机构340的拉扯等原因,持续以定长裁切容易造成后续胶带段上的胶带孔与光伏组件上引线孔不匹配,为解决上述问题,在本发明的另一实施例中,所述定位销321与胶带盘310之间设置有指向胶带的检测传感器324。当定位销321插入胶带孔时,检测传感器324与胶带孔不对应,因此拉料机构340缓慢拉动胶带移动一定的距离,至检测传感器324能够检测到胶带孔,此时检测传感器324检测到的胶带孔至第一个胶带孔之间各胶带孔的位置都确定,故拉料机构340继续拉动胶带移动一个固定距离,确保第一个胶带孔移动至能够与引线孔匹配的位置,而后进行吸附裁切。由于第一个胶带孔已经被定位,因此后续拉料机构340可以以固定长度拉动胶带进行裁切,直至每个吸胶带组件400均拾取胶带段。而后移载模组驱动吸胶带组件400移动至光伏组件上进行粘贴,在此空当中,检测传感器324再次对接下来的第一个胶带孔进行定位,充分利用各部分间的配合间隙,使各部分的工作节拍饱满。
35.进一步的,所述第一压料板322设置于胶带上方,接触的为胶带无胶面,所述定位销321通过安装轴325与所述第一压料板322相连,充分利用安装空间,所述定位销321与安装轴325之间设置有限位弹簧326。非使用状态下,限位弹簧326将定位销321向上顶起,使得定位销321远离胶带,不影响胶带的移动,需要定位时,人工将定位销321下压插入胶带孔,对胶带进行定位。为减少胶带移动时与第一压料板322之前的摩擦,本实施例中,所述第一压料板322与胶带盘310之间设置有导向部350,所述导向部350包括与胶带无胶面配合的第一导向轴351及与胶带胶面配合的第二导向轴352。由于第一导向轴351和第二导向轴352的设置,胶带穿过第一压料板322下方时为水平状态,从而避免拉动时胶带与第一压料板322某一边过分摩擦。为与第一压料板322 配合,所述压料气缸323连接有第二压料板327,所述第二压料板327对应所述第一压料板322下方设置,从而能够将胶带夹紧在第一压料板322和第二压料板327之间,由于第二压料板327与胶带的有胶面接触,为尽可能减少接触面积,以便压料气缸323放开胶带时胶带能够与第二压料板327脱离,所述第二压料板327远离所述胶带盘310的一端设置有压料凸台328。一方面当夹紧胶带时,仅有压料凸台328与胶带接触,接触面积小,方便脱离;另一方面,第二压料板327凹下的部分保证定位销321能够穿过胶带孔,确保对胶带的定位。
36.由于本发明的胶带宽度较宽,为完全切断胶带,所述裁切机构330包括推剪气缸
331和气动剪刀332,所述推剪气缸331垂直于所述拉料机构设置,所述气动剪刀332与所述推剪气缸331相连。推剪气缸331推动气动剪刀332靠近或远离胶带,气动剪刀332剪断胶带。所述拉料机构340包括拉料爪341和拉料模组342,所述拉料模组342沿胶带长度方向设置,所述拉料爪341与所述拉料模组342相连。本实施例中拉料爪341为气动夹爪,拉料爪341夹住胶带自由端,拉料模组342带动拉料爪341向远离胶带盘310的一侧移动,以将胶带拉出更多。由于拉料爪341的一根手指与胶带的有胶面接触,为使得胶带段能够在拉料爪341放开胶带时与拉料爪341脱离,所述拉料爪341前端设置有脱料板343,脱料气缸344安装于所述拉料爪341一侧,所述脱料板343与所述脱料气缸344相连,所述脱料板343顶面为锯齿状。当拉料爪341放开胶带时,脱料气缸344带动脱料板343向上移动,将与拉料爪341下手指贴合的胶带向上顶起,使胶带与拉料住脱离,由于脱料板343顶面为锯齿状,因此脱料板343与胶带段的接触面积小,胶带段可以轻易与脱料板343脱离。
37.参照图3所示,为吸胶带组件400示意图。所述吸胶带组件400包括取料气缸410和负压块420,所述负压块420安装于所述取料气缸410下方。移载模组带动吸胶带组件400移动至待裁切的胶带正上方后,取料气缸410将负压块420向下推出吸取胶带,胶带裁切组件300将被吸取的胶带裁下,取料气缸 410收回,带起裁下的胶带段。移载模组带动吸胶带组件400移动至待贴胶位置,取料气缸410再次推出将胶带段粘贴压合在光伏组件上,而后负压块420 放开胶带段,取料气缸410复位。本实施例中,为保证负压块420吸附胶带时与胶带之间的密封以及粘贴胶带时与光伏组件之间形成缓冲,负压块420下方设置有一圈缓冲垫板430。进一步的,为方便对胶带进行定位,本实施例中胶带裁切组件300固定设置于光伏组件封装设备的一角,因此吸胶带组件400需要不断移动至胶带裁切组件300位置以拾取胶带段,为使得每次能够拾取多个胶带段,所述吸胶带组件400并排设置有若干个。本实施例中,具体设置有3 个,3个吸胶带组件400通过安装板440共同与移载模组相连。
38.参照图1和图5所示,本实用新型的移载组件500,包括支撑于所述机架 100两端上方的y轴移载模组520、连接于两y轴移载模组520之间的x轴移载模组510及与x轴移载模组510相连的z轴移载模组530。由于y轴移载模组 520长度较长,因此本实施例中选用皮带轮组合,x轴移载模组510和z轴移载模组530为直线模组。通过对xyz三个方向的精确控制,保证吸胶带组件400 能够准确将裁切好的胶带贴到光伏组件的任意位置。
39.以上所述实施例仅是为充分说明本实用新型而所举的较佳的实施例,本实用新型的保护范围不限于此。本技术领域的技术人员在本实用新型基础上所作的等同替代或变换,均在本实用新型的保护范围之内。本实用新型的保护范围以权利要求书为准。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。