1.本实用新型涉及新型手模模具技术领域,尤其涉及一种手模半体毛坯。
背景技术:
2.目前,在乳胶、丁腈、pu或pvc等手套生产过程中需要利用手模进行浸胶等工序,手模的质量好坏直接关系到手套的质量。现有的手模大多为陶瓷手模与重力铸造的整体式金属手模两种。陶瓷手模存在生产过程中能耗高、模型易损、同时报废模型不具回收价值也无法实现回收处理从而导致生产成本与环保成本超高的缺点;重力铸造在生产过程中存在表面平整质量差、单件产品厚度不均匀,每件产品与产品之间的相同精度与重复相似度极低、存在很大的差异、有沙眼、内部缺陷多,产品合格率低、生产效率低、劳动强度大、生产过程中使用的沙铸模型无法回收重复使用,容易造成环境污染,生产成本高等缺陷。
3.为此,急需开发一种新的金属手模毛坯。
技术实现要素:
4.本实用新型要解决的技术问题在于,针对现有技术的上述缺陷,提供一种手模半体毛坯。
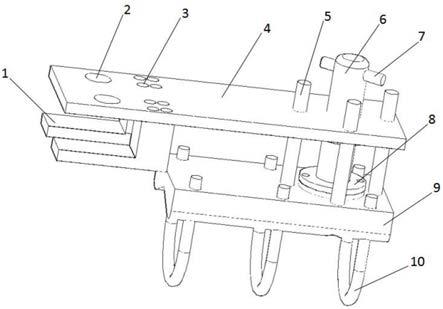
5.本实用新型提供一种手模半体毛坯,所述手模半体毛坯包括手模本体、手臂连接件、多个渣包、排气件和过桥件;每个所述渣包的正面与所述手模本体的每个手指前端之间为正面平位过渡段;所述手模本体的凸面还设置有多个定位柱。
6.优选的,所述正面平位过渡段的厚度为0.4~5.0mm、所述正面平位过渡段的长度为0.1
‑
10mm,所述正面平位过渡段的宽度为0.1
‑
40mm。
7.优选的,多个所述定位柱的形状为圆形、偏形、方形、梯形或圆锥形;每个所述定位柱的高度为0.1
‑
100mm,每个所述定位柱的长、宽、直径均为0.1
‑
100mm。
8.优选的,所述定位柱的数量为1
‑
50个,所述定位柱之间的间隔距离为0.1
‑
280mm。
9.优选的,每个所述渣包的背面与所述手模本体的每个手指前端之间包括斜面过渡段和背面平面过渡段,所述斜面过渡段的长度为0.1~10mm,所述斜面过渡段的宽度为0.1
‑
40mm,所述斜面过渡段的厚度为0.1
‑
25mm;所述斜面过渡段的角度的范围为1~70
°
;所述渣包的形状可为梯形、扇形、锥形、正方形、长方形、三角形、半圆形、圆形或平行四边形,所述渣包的长度为1
‑
80mm,所述渣包的宽度为1
‑
70mm,所述渣包的直径为1
‑
80mm,所述渣包的厚度为0.1
‑
60mm。
10.优选的,所述过桥件为每两个手指间的连接件,所述过桥件包括过桥一件和过桥二件,所述过桥二件设置于所述过桥一件上端;所述过桥一件的厚度为0.1~5.0mm。
11.优选的,所述手臂连接件包括多个进料主件和多个进料侧件;所述进料主件设置在所述手模本体的手臂两侧;多个所述进料侧件分别与多个所述进料主件连接;所述进料侧件的数量为1~30个,所述进料侧件的宽度为1~280mm,所述进料侧件的厚度为1~40mm,所述进料侧件的长度为1~100mm。
12.优选的,多个所述进料主件呈阶梯状布局,多个所述进料主件的数量为1~3个,所述进料主件的厚度为1~40mm,所述进料主件的宽度为5~40mm,所述进料主件的长度为5~300mm。
13.优选的,所述手模半体毛坯的渣包的正面与所述手模半体毛坯的正面平位过渡段的r角范围为r0.1~r10或c角的范围为c0.1
‑
c10。
14.优选的,所述手模半体毛坯分为手模左半体毛坯和手模右半体毛坯,所述手模左半体毛坯的厚度与所述手模右半体毛坯的厚度不同,但厚度可左右互换;所述手模左半体毛坯和手模右半体毛坯相互压靠焊接及cnc加工或抛光打磨而成手模本体;所述手模左半体毛坯和所述手模右半体毛坯的焊接面并非中分位置。
15.实施本实用新型手模半体毛坯的技术方案,具有以上优点或者技术效果:本实用新型手模半体毛坯,通过平位过渡段、渣包、定位柱、进料口等诸多的细节设计,尤其是,在进行激光焊接时定位柱用于和夹具上对应的凹槽密切配合,起到产品定位固定的作用,使产品在焊接装配时不至于产生偏位而导致生产不良,当焊接完成后,通过cnc加工或抛光打磨将多个定位柱进行处理掉,使手模表面平整光滑。诸多细节设计使得整个制作工艺更高效、产品良率更高、产品质量更可靠、产品美观度更好。
附图说明
16.为了更清楚地说明本实用新型实施例的技术方案,下面将对实施例描述中所需要使用的附图作简单的介绍,显而易见,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提上,还可以根据这些附图获得其他的附图,附图中:
17.图1是本实用新型实施例新型模具的分解示意图;
18.图2是本实用新型实施例新型模具和手模半体毛坯的分解示意图;
19.图3是本实用新型实施例新型模具的定模芯的示意图;
20.图4是本实用新型实施例新型模具的动模芯的示意图;
21.图5是本实用新型实施例新型模具的动模芯的动模渣包槽局部示意图;
22.图6是本实用新型实施例手模半体毛坯的示意图;
23.图7是本实用新型实施例手模半体毛坯的渣包正面的局部示意图;
24.图8是本实用新型实施例手模半体毛坯的渣包正面的r角局部示意图;
25.图9是本实用新型实施例手模半体毛坯的渣包背面的局部示意图。
26.其中,动模芯12,手模凸台121,进料水口流道122,动模渣包槽124,排气槽125,斜面过渡槽1211,动模平面过渡槽1212,进料主流道1221,进料分流道1222,定模芯22,手模凹面221,定模平位过渡槽222,定模渣包槽223,定位凹槽2211,过桥一槽2212,过桥二槽2213,手模半体毛坯1000,手模本体1100,手臂连接件1200,渣包1300,排气件1400,过桥件1500,定位柱1101,进料主件1201,进料侧件1202,正面平位过渡段1301,斜面过渡段1302,背面平面过渡段1303。
具体实施方式
27.为了使本实用新型的目的、技术方案及优点更加清楚明白,上文将要描述的各种
实施例将要参考相应的附图,这些附图构成了实施例的一部分,其中描述了实现本实用新型可能采用的各种实施例。应明白,还可使用其他的实施例,或者对本文列举的实施例进行结构和功能下的修改,而不会脱离本实用新型的范围和实质。在其他情况中,省略对众所周知的系统、装置、电路以及方法的详细说明,以免不必要的细节妨碍本实用新型的描述。
28.目前,其他金属手模均由手模左半体和手模右半体中分焊接而成,且没有凸沿,该制作(焊接)的手模存在手模表面凹陷、有气泡、沙眼等缺陷,焊接时需要氮气隔离,且中分还存在不好焊接等等问题。为此,本实用新型开发一种新的新型模具(即铝合金压铸新型模具)及其制作的手模半体毛坯。
29.实施例一:
30.如图1
‑
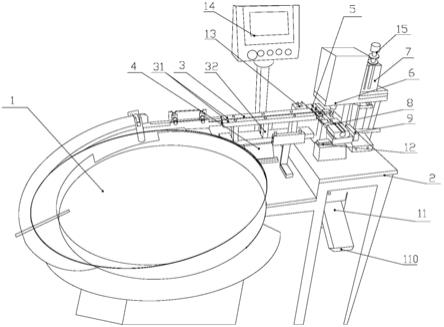
5所示,本实用新型提供一种新型模具实施案例,包括定模芯22和动模芯12;其中,所述定模芯22正面有手模凹面221、多个定模平位过渡槽222和多个定模渣包槽223;所述手模凹面221内侧设置有多个定位凹槽2211;所述动模芯12正面为手模凸台121;所述定模芯22的手模凹面221和所述动模芯12的手模凸台121配合形成手模空腔用于制作手模半体毛坯,具体的,定模芯通过定模架固定在压铸机的(定模头板上),而动模芯通过动模架固定在压铸机的(动模中板)上,随着压铸机活动进而将动模芯与定模芯配合固定在一起用于压铸制作手模半体毛坯。需要说明的是,本实用新型新型模具除了定模芯和动模芯,还必须包括定模框、料管和定模排气阀,动模框、和动模排气阀,模脚方铁、模脚压板、顶针拖板、顶针板、撑头、多个顶针和回针等等,这些结构均与本专利无关,其他专利已经有详细的描述,为此,不在本专利进行描述及限定。
31.具体的,所述手模凹面221包括多个手指凹槽,每个所述定模平位过渡槽222设置于每个所述定模渣包槽223与每个所述手指凹槽前端之间;所述定模平位过渡槽222的厚度为0.4~5.0mm,所述定模平位过渡槽222的长度为0.1
‑
10mm,所述定模平位过渡槽222的宽度为0.1
‑
40mm。更为具体的,所述手指凹槽之间均设有过桥一槽2212和过桥二槽2213,所述过桥二槽2213位于所述过桥一槽2212内部下侧;所述过桥一槽2212的深度为0.1~5.0mm。具体的,定模渣包槽长、宽、直径可以和动模渣包槽参数完全一样。所述定模渣包槽223和动模渣包槽124的形状可为梯形、扇形、锥形、正方形、长方形、三角形、半圆形、圆形或平行四边形,所述定模渣包槽223和动模渣包槽124的长度为1
‑
80mm,所述定模渣包槽223和动模渣包槽124的宽度1
‑
70mm,所述定模渣包槽223和动模渣包槽124的直径为1
‑
80mm,所述定模渣包槽223和动模渣包槽124的深度为0.1
‑
60mm。具体的,所述定模渣包槽223的深度和动模渣包槽124的深度可以相同,或者,所述定模渣包槽223的深度比动模渣包槽124的深度大或者小。
32.具体的,所述定模芯22的手模凹面221内侧设置有多个定位凹槽2211;每个所述定位凹槽2211的深度为0.1
‑
100mm,所述定位凹槽2211的长、宽、直径均为0.1
‑
100mm。优选的,多个所述定位凹槽2211的形状为圆形、偏形、方形、梯形或圆锥形,当然,还可以是其他形状,在此不做具体限制。所述定位凹槽2211的数量为1
‑
50个,多个所述定位凹槽2211分布于所述手模凹面内侧,定位凹槽2211的位置是定模凹面产品区域的任意位置,成分散状,所述定位凹槽2211之间的间隔距离为0.1
‑
280mm。此定位凹槽在产品成型后所产生的定位柱的形状可以是圆形的、偏形的、方形的、柱形的、也可以是锥形的等等。
33.在本实施例中,所述动模芯12正面有手模凸台121、进料水口流道122、多个动模渣
包槽124和排气槽125;所述进料水口流道包括多个进料主流道1221和多个进料分流道1222;多个所述进料主流道1221设置在手模凸台121的手臂两侧;每个所述动模渣包槽124设置在所述手模凸台121的每个手指前端;每个所述动模渣包槽124与所述手模凸台121的每个手指前端之间包括斜面过渡槽1211和和动模平面过渡槽1212,所述斜面过渡槽1211的长度为0.1~10mm,所述斜面过渡槽1211的宽度为0.1
‑
40mm,所述斜面过渡槽1211的厚度为0.1
‑
25mm。所述斜面过渡槽1211为一高度朝向渣包的斜面,所述斜面过渡槽1211的角度的范围为1~70
°
。
34.在本实施例中,多个进料分流道1222分别与所述进料主流道1221连通;所述进料分流道1222的数量为1~30个,所述进料分流道1222的宽度为1~280mm,所述进料分流道1222的厚度为1~40mm,所述进料分流道1222的长度为1~100mm。所述进料主流道1221呈阶梯状布局,所述进料主流道1221的数量为1~3条,所述进料主流道1221的厚度为1~40mm,所述进料主流道1221的宽度为5~40mm,所述进料主流道1221的长度为5~300mm。
35.本实用新型新型模具分为左半体新型模具和右半体新型模具,所述左半体新型模具用于制作手模左半体毛坯,所述右半体新型模具用于制作手模右半体毛坯,所述手模左半体毛坯的厚度与所述手模右半体毛坯的厚度不同;所述手模左半体毛坯和手模右半体毛坯相互压靠焊接及cnc加工或抛光打磨而成手模本体;所述手模左半体毛坯和所述手模右半体毛坯的焊接面并非中分位置。
36.众所周知,本实用新型新型模具生产的手模半体毛坯,当手模半体毛坯进行激光焊接工艺时,最佳处理方式为激光束与焊接件的焊接面成垂直90度,因为只有这样才会避免激光折射或者焦距偏差导致焊接不良的现象。所述手模左半体毛坯和手模右半体毛坯的焊接缝为了有效解决激光焊接的激光束与焊接面尽量保证接近于垂直的角度便于焊接,放弃了对金属手模的平均中分焊接处理,而是采用了左右尺寸可互换的偏分处理方式。
37.本实用新型新型模具及其制作的手模半体毛坯,通过平位过渡段、渣包、定位柱、进料口等诸多的细节设计,尤其是,在进行激光焊接时定位柱用于和夹具上对应的凹槽密切配合,起到产品定位固定的作用,使产品在焊接装配时不至于产生偏位而导致生产不良,当焊接完成后,通过cnc加工或抛光打磨将多个定位柱进行处理掉,使手模表面平整光滑。诸多细节设计使得整个制作工艺更高效、产品良率更高、产品质量更可靠、产品美观度更好。
38.实施例二:
39.如图6
‑
9所示,本实用新型还提供一种手模半体毛坯实施例,所述手模半体毛坯由实施例一所述的新型模具制作而成。所述手模半体毛坯1000包括手模本体1100、手臂连接件1200、多个渣包1300、排气件1400和过桥件1500;每个所述渣包1300的背面与所述手模本体1100的每个手指前端之间为正面平位过渡段;具体的,所述正面平位过渡段1301的厚度为0.4~5.0mm、所述正面平位过渡段1301的长度为0.1
‑
10mm,所述正面平位过渡段1301的宽度为0.1
‑
40mm。
40.具体的,所述手模本体1100的凸面还设置有多个定位柱1101,所述定位柱1101的形状为圆形、偏形、方形、柱形、梯形和/或圆锥形等等,具体形状在此不做限制,每个所述定位柱1101的高度为0.1
‑
100mm,所述定位柱1101的长、宽、直径均为0.1
‑
100mm,所述定位柱1101的数量为1
‑
50个,定位柱1101的位置是手模本体1100产品区域的任意位置,成分散状
分布,所述定位柱1101之间的间隔距离为0.1
‑
280mm。
41.具体的,每个所述渣包1300的背面与所述手模本体1100的每个手指前端之间包括斜面过渡段1302和背面平面过渡段1303,所述斜面过渡段1302的长度为0.1~10mm,所述斜面过渡段的宽度为0.1
‑
40mm,所述斜面过渡段的厚度为0.1
‑
25mm。所述斜面过渡段1302为一高度朝向渣包的斜面,所述斜面过渡段1302的角度的范围为1~70
°
。具体的,背面平面过渡段1303和正面平位过渡段1301的尺寸一样,所述正面平位过渡段1301和背面平面过渡段1303的厚度为0.4~5.0mm、所述正面平位过渡段1301和背面平面过渡段1303的长度为0.1
‑
10mm,所述正面平位过渡段1301和背面平面过渡段1303的宽度为0.1
‑
40mm。
42.具体的,所述过桥件1500为每两个手指间的连接件,所述过桥件1500包括过桥一件1501和过桥二件1502,所述过桥二件1502设置于所述过桥一件1501上端;所述过桥一件1501的厚度为0.1~5.0mm。
43.具体的,所述手臂连接件1200包括多个进料主件1201和多个进料侧件1202;所述进料主件1201设置在所述手模本体1100的手臂两侧;多个所述进料侧件1202分别与多个所述进料主件1201连接;所述进进料侧件1202的数量为1~30个,所述进料侧件1202的宽度为1~280mm,所述进料侧件1202的厚度为1~40mm,所述进料侧件1202的长度为1~100mm。多个所述进料主件1201呈阶梯状布局,多个所述进料主件1201的数量为1~3个,所述进料主件1201的厚度为1~40mm,所述进料主件1201的宽度为5~40mm,所述进料主件1201的长度为5~300mm。所述手模半体毛坯的渣包1300的正面与所述手模半体毛坯的正面平位过渡1301的r角范围为r0.1~r10或c角的范围为c0.1
‑
c10。具体的,渣包1300包括渣包正面(定模渣包)和渣包背面(动模渣包)。所述渣包1300形状可为梯形、扇形、锥形、正方形、长方形、三角形、半圆形、圆形或平行四边形,所述渣包1300的长度为1
‑
80mm,所述渣包1300的宽度为1
‑
70mm,所述渣包1300的直径为1
‑
80mm,所述渣包1300的厚度为0.1
‑
60mm。具体的,所述渣包1300的厚度为0.1
‑
60mm,但渣包正面(定模渣包)和渣包背面(动模渣包)的厚度可以相同,或者,渣包正面(定模渣包)的厚度比渣包背面(动模渣包)的厚度大或者小。
44.本实用新型手模半体毛坯分为手模左半体毛坯和手模右半体毛坯,所述手模左半体毛坯的厚度与所述手模右半体毛坯的厚度不同,但厚度可左右互换;所述手模左半体毛坯和手模右半体毛坯相互压靠焊接及cnc加工或抛光打磨而成手模本体;所述手模左半体毛坯和所述手模右半体毛坯的焊接面并非中分位置。本实用新型手模半体毛坯为手型手模,该手模半体毛坯可以根据需要来确定整体大小,如可以是大号、中号、小号等,具体大小尺寸不再做具体限制。本实用新型的手模半体毛坯或新型模具,对上述尺寸的限制可以根据手模半体毛坯或新型模具的整体尺寸来同比例放大或缩小,并不用于尺寸的严格限制。
45.本实用新型手模半体毛坯,通过平位过渡段、渣包、定位柱、进料口等诸多的细节设计,尤其是,在进行激光焊接时定位柱用于和夹具上对应的凹槽密切配合,起到产品定位固定的作用,使产品在焊接装配时不至于产生偏位而导致生产不良,当焊接完成后,通过cnc加工或抛光打磨将多个定位柱进行处理掉,使手模表面平整光滑。诸多细节设计使得整个制作工艺更高效、产品良率更高、产品质量更可靠、产品美观度更好。
46.上文所述仅为本实用新型的较佳实施例而已,本领域技术人员知悉,在不脱离本实用新型的精神和范围的情况上,可以对这些特征和实施例进行各种改变或等同替换。另外,在本实用新型的教导上,可以对这些特征和实施例进行修改以适应具体的情况及材料
而不会脱离本实用新型的精神和范围。因此,本实用新型不受此处所公开的具体实施例的限制,所有落入本技术的权利要求范围内的实施例都属于本实用新型的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。