1.本实用新型涉及乙醇制备技术领域,具体为一种改进的尾气吸收系统。
背景技术:
2.乙醇在常温常压下是一种易燃、易挥发的无色透明液体,低毒性,纯液体不可直接饮用;具有特殊香味,并略带刺激;微甘,并伴有刺激的辛辣滋味,易燃,其蒸气能与空气形成爆炸性混合物,能与水以任意比互溶,能与氯仿、乙醚、甲醇、丙酮和其他多数有机溶剂混溶,乙醇与甲醚互为同分异构体,乙醇的用途很广,可用乙醇制造醋酸、饮料、香精、染料、燃料等。医疗上也常用体积分数为70%
‑
75%的乙醇作消毒剂等,在国防化工、医疗卫生、食品工业、工农业生产中都有广泛的用途,乙醇在制备过程中通常会产生一些有害气体,这些有害气体需要经过尾气吸收系统吸收后再排入大气,传统的尾气吸收系统,多为一个吸收罐,内部含有尾气吸收液对尾气进行吸收,结构过于简单,不能够把尾气和尾气吸收液进行充分混合,无法保证对尾气内部的有害气体能够充分吸收,缺少尾气检测装置,不能够对净化后的尾气进行检测,为此,我们提出一种改进的尾气吸收系统。
技术实现要素:
3.本实用新型要解决的技术问题是克服现有的缺陷,提供一种改进的尾气吸收系统,能够保证对尾气内部的有害气体充分吸收,可以有效解决背景技术中的问题。
4.为实现上述目的,本实用新型提供如下技术方案:一种改进的尾气吸收系统,包括安装底板、尾气吸收机构和排气机构;
5.安装底板:其上表面左侧设有吸气泵,安装底板的上表面中部设有储气箱,吸气泵的出气口通过气管与储气箱的进气口连通;
6.尾气吸收机构:设置于安装底板的上表面右侧,尾气吸收机构的下端进气口通过单通套管与储气箱的出气口连通;
7.排气机构:设置于尾气吸收机构的上端;
8.其中:还包括plc控制器,所述plc控制器设置于安装底板的上表面前侧,plc控制器的输入端电连接外部电源,吸气泵的输入端电连接plc控制器的输出端,能够把尾气和尾气吸收液进行充分混合,保证对尾气内部的有害气体能够充分吸收,提供了尾气检测装置,能够对净化后的尾气进行检测,保证排出的尾气达到排放标椎,能够自动提醒作业员进行更换尾气吸收液,减轻作业员的工作负担。
9.进一步的,所述尾气吸收机构包括储液箱和顶封板,所述储液箱设置于安装底板的上表面右侧,储液箱的下端进气口通过单通套管与储气箱的出气口连通,顶封板设置于储液箱的上端开口处,为尾气提供一个吸收场所。
10.进一步的,所述尾气吸收机构还包括分割环和中分板,所述分割环设置于储液箱的底部板体和顶封板之间,中分板对称设置于分割环的外弧面与储液箱之间,顶封板的上端和分割环下端远离单通套管的一侧均开设有气孔,保证尾气能够与吸收液充分混合。
11.进一步的,所述排气机构包括第一电磁阀、出气管、第二电磁阀和回流管,所述出气管设置于顶封板的中部开口处,回流管设置于出气管的下端,回流管的左端与储气箱相通,第一电磁阀设置于出气管的上端出口处,第二电磁阀设置于回流管的右端,第一电磁阀和第二电磁阀的输入端均电连接plc控制器的输出端,能够引导尾气进行流动。
12.进一步的,所述排气机构还包括气体检测仪,所述气体检测仪设置于顶封板的上表面中部,气体检测仪的检测端头穿过出气管外弧面下端开设的通孔伸入到出气管内部,气体检测仪的输出端电连接plc控制器的输入端,能够自动对尾气进行检测。
13.进一步的,还包括报警器和压强检测仪,所述报警器设置于储气箱的上表面前侧,压强检测仪设置于储气箱上端板体开设的安装孔内,压强检测仪的下端检测头伸入到储气箱内部,压强检测仪的输出端电连接plc控制器的输入端,报警器的输入端电连接plc控制器的输出端,在尾气吸收效果不明显时对作业员发出警报。
14.进一步的,还包括加固框架,所述加固框架设置于安装底板的下表面,加固框架的下表面四角处均设有轮子,方便装置进行移动。
15.与现有技术相比,本实用新型的有益效果是:本改进的尾气吸收系统,具有以下好处:
16.1、通过plc控制器的调控,吸气泵工作,把外部尾气产生部件产生的尾气泵入储气箱内部,储气箱内部的气体压强增大,随后通过单通套管进入储液箱内部,在分割环和中分板作用下尾气先进入储液箱的左侧部分,随后通过中分板上端的气孔进入储液箱的右侧部分,随后通过分割环下端的气孔进入分割环的内部,以此使储液箱内部的尾气吸收液与尾气进行充分混合,实现对尾气的吸收,能够把尾气和尾气吸收液进行充分混合,保证对尾气内部的有害气体能够充分吸收。
17.2、经过吸收后的尾气通过分割环的上端进行入出气管,气体检测仪对出气管内部的尾气进行检测,气体检测仪把检测的数据传递给plc控制器,plc控制器对接收的数据进行整合分析,若出气管内部的尾气检测指标合格,则plc控制器调控第一电磁阀打开,经过处理的尾气通过出气管上端的管口排出,若出气管内部的尾气检测指标不合格,plc控制器调控第一电磁阀闭合,第二电磁阀打开,不合格的尾气通过回流管重新流至储气箱内部进行循环,以此保证尾气能够最大程度的得到净化,提供了尾气检测装置,能够对净化后的尾气进行检测,保证排出的尾气达到排放标椎。
18.3、随着储液箱内部尾气吸收液对尾气的吸收,尾气吸收液会趋于饱和,尾气吸收的效果逐渐降低,致使回流至储气箱内部的气体越来越多,储气箱内部的压强增大,压强检测仪对储气箱内部的气体压强进行检测,把检测的数据传递给plc控制器,plc控制器对接收的数据进行整合,若储气箱内部的压强大于plc控制器设定的数值时,plc控制器调控报警器进行工作,对工作人员发出警报,提示工作人员需要更换尾气吸收液,能够自动提醒作业员进行更换尾气吸收液,减轻作业员的工作负担。
附图说明
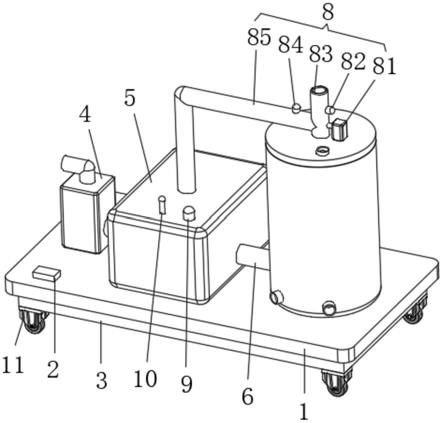
19.图1为本实用新型结构示意图;
20.图2为本实用新型尾气吸收机构的结构示意图。
21.图中:1安装底板、2plc控制器、3加固框架、4吸气泵、5储气箱、6单通套管、7尾气吸
收机构、71储液箱、72分割环、73中分板、74顶封板、8回流排气机构、81气体检测仪、82第一电磁阀、83出气管、84第二电磁阀、85回流管、9报警器、10压强检测仪、11轮子。
具体实施方式
22.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
23.请参阅图1
‑
2,本实施例提供一种技术方案:一种改进的尾气吸收系统,包括安装底板1、尾气吸收机构7和排气机构8;
24.安装底板1:安装底板1为其它部件提供一个安装场所,其上表面左侧设有吸气泵4,吸气泵4引导尾气流动,安装底板1的上表面中部设有储气箱5,储气箱5为尾气提供一个暂存场所,吸气泵4的出气口通过气管与储气箱5的进气口连通,还包括报警器9和压强检测仪10,报警器9设置于储气箱5的上表面前侧,压强检测仪10设置于储气箱5上端板体开设的安装孔内,压强检测仪10的下端检测头伸入到储气箱5内部,还包括加固框架3,加固框架3设置于安装底板1的下表面,加固框架3对装置强度进行加强,加固框架3的下表面四角处均设有轮子11,轮子11方便装置进行移动,储气箱5内部的压强增大,压强检测仪10对储气箱5内部的气体压强进行检测,把检测的数据传递给plc控制器2,plc控制器2对接收的数据进行整合,若储气箱5内部的压强大于plc控制器2设定的数值时,plc控制器2调控报警器9进行工作,对工作人员发出警报,提示工作人员需要更换尾气吸收液,压强检测仪10的输出端电连接plc控制器2的输入端,报警器9的输入端电连接plc控制器2的输出端;
25.尾气吸收机构7:尾气吸收机构7对尾气进行吸收净化,设置于安装底板1的上表面右侧,尾气吸收机构7的下端进气口通过单通套管6与储气箱5的出气口连通,尾气吸收机构7包括储液箱71和顶封板74,储液箱71设置于安装底板1的上表面右侧,储液箱71的下端进气口通过单通套管6与储气箱5的出气口连通,顶封板74设置于储液箱71的上端开口处,尾气吸收机构7还包括分割环72和中分板73,分割环72设置于储液箱71的底部板体和顶封板74之间,中分板73对称设置于分割环72的外弧面与储液箱71之间,顶封板74的上端和分割环72下端远离单通套管6的一侧均开设有气孔,把吸气泵4的吸气口与外部尾气产生部件的出气口连通,通过plc控制器2的调控,吸气泵4工作,把外部尾气产生部件产生的尾气泵入储气箱5内部,储气箱5内部的气体压强增大,随后通过单通套管6进入储液箱71内部,在分割环72和中分板73作用下尾气先进入储液箱71的左侧部分,随后通过中分板73上端的气孔进入储液箱71的右侧部分,随后通过分割环72下端的气孔进入分割环72的内部,以此使储液箱71内部的尾气吸收液与尾气进行充分混合,实现对尾气的吸收;
26.排气机构8:排气机构8对尾气进行检测,引导尾气流向,设置于尾气吸收机构7的上端,排气机构8包括第一电磁阀82、出气管83、第二电磁阀84和回流管85,出气管83设置于顶封板74的中部开口处,回流管85设置于出气管83的下端,回流管85的左端与储气箱5相通,第一电磁阀82设置于出气管83的上端出口处,第二电磁阀84设置于回流管85的右端,排气机构8还包括气体检测仪81,气体检测仪81设置于顶封板74的上表面中部,气体检测仪81的检测端头穿过出气管83外弧面下端开设的通孔伸入到出气管83内部,经过吸收后的尾气
通过分割环72的上端进行入出气管83,气体检测仪81对出气管83内部的尾气进行检测,气体检测仪81把检测的数据传递给plc控制器2,plc控制器2对接收的数据进行整合分析,若出气管83内部的尾气检测指标合格,则plc控制器2调控第一电磁阀82打开,经过处理的尾气通过出气管83上端的管口排出,若出气管83内部的尾气检测指标不合格,plc控制器2调控第一电磁阀82闭合,第二电磁阀84打开,不合格的尾气通过回流管85重新流至储气箱5内部进行循环,以此保证尾气能够最大程度的得到净化,气体检测仪81的输出端电连接plc控制器2的输入端,第一电磁阀82和第二电磁阀84的输入端均电连接plc控制器2的输出端;
27.其中:还包括plc控制器2,plc控制器2调控各部件的正常运行,plc控制器2设置于安装底板1的上表面前侧,plc控制器2的输入端电连接外部电源,吸气泵4的输入端电连接plc控制器2的输出端。
28.本实用新型提供的一种改进的尾气吸收系统的工作原理如下:通过轮子11把本尾气吸收系统推至使用位置,把吸气泵4的吸气口与外部尾气产生部件的出气口连通,通过plc控制器2的调控,吸气泵4工作,把外部尾气产生部件产生的尾气泵入储气箱5内部,储气箱5内部的气体压强增大,随后通过单通套管6进入储液箱71内部,在分割环72和中分板73作用下尾气先进入储液箱71的左侧部分,随后通过中分板73上端的气孔进入储液箱71的右侧部分,随后通过分割环72下端的气孔进入分割环72的内部,以此使储液箱71内部的尾气吸收液与尾气进行充分混合,实现对尾气的吸收,经过吸收后的尾气通过分割环72的上端进行入出气管83,气体检测仪81对出气管83内部的尾气进行检测,气体检测仪81把检测的数据传递给plc控制器2,plc控制器2对接收的数据进行整合分析,若出气管83内部的尾气检测指标合格,则plc控制器2调控第一电磁阀82打开,经过处理的尾气通过出气管83上端的管口排出,若出气管83内部的尾气检测指标不合格,plc控制器2调控第一电磁阀82闭合,第二电磁阀84打开,不合格的尾气通过回流管85重新流至储气箱5内部进行循环,以此保证尾气能够最大程度的得到净化,随着储液箱71内部尾气吸收液对尾气的吸收,尾气吸收液会趋于饱和,尾气吸收的效果逐渐降低,致使回流至储气箱5内部的气体越来越多,储气箱5内部的压强增大,压强检测仪10对储气箱5内部的气体压强进行检测,把检测的数据传递给plc控制器2,plc控制器2对接收的数据进行整合,若储气箱5内部的压强大于plc控制器2设定的数值时,plc控制器2调控报警器9进行工作,对工作人员发出警报,提示工作人员需要更换尾气吸收液。
29.值得注意的是,以上实施例中所公开的plc控制器2具体型号为s7
‑
200,吸气泵4可选用型号为js
‑
420s
‑
1的气泵,压强检测仪10可选用型号为bme280的压强传感器,气体检测仪81可选用型号为k
‑
400m的压强传感器,第一电磁阀82和第二电磁阀84均可选用型号为slp的电磁阀,plc控制器2控制吸气泵4、气体检测仪81、第一电磁阀82、第二电磁阀84、压强检测仪10和报警器9工作采用现有技术中常用的方法。
30.以上所述仅为本实用新型的实施例,并非因此限制本实用新型的专利范围,凡是利用本实用新型说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其它相关的技术领域,均同理包括在本实用新型的专利保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。