1.本实用新型涉及阀芯热处理技术领域,具体为一种阀芯表面改性处理强化用热处理装置。
背景技术:
2.阀芯是阀体借助它的移动来实现方向控制、压力控制或流量控制的基本功能的阀零件,通过对阀芯表层的加热、冷却、改变表层组织结构,获得所需性能的金属热处理工艺,钢件的表面热处理,可获得表面高硬度的马氏体组织,而保留心部的韧性和塑性,提高工件的综合机械性能。
3.现有的阀芯热处理设备,常见问题有:现有的阀芯热处理装置在热处理时使用的夹持设备适应性较差,只能针对单一规格型号的阀芯零件进行定位摆放,无法适应不同规格尺寸的夹持需求,故而需要一种具备分类吊具的阀芯表面改性处理强化用热处理装置提高现有设备面对不同加工工况的适应性。
技术实现要素:
4.本实用新型的目的在于提供一种阀芯表面改性处理强化用热处理装置,以解决上述背景技术中提出的现有的阀芯热处理装置在热处理时使用的夹持设备适应性较差,只能针对单一规格型号的阀芯零件进行定位摆放,无法适应不同规格尺寸的夹持需求,故而需要一种具备分类吊具的阀芯表面改性处理强化用热处理装置提高现有设备面对不同加工工况的适应性的使用需求问题。
5.为实现上述目的,本实用新型提供如下技术方案:一种阀芯表面改性处理强化用热处理装置,包括:
6.热处理箱,所述热处理箱顶部内壁固定有轨道,所述热处理箱顶部固定安装有水泵,所述水泵输出端一侧连接有分级水管;
7.连接件,其活动安装于所述轨道底部,所述连接件与底部安装的定位套构成一体式结构;
8.转柄,其套装于所述连接件底部,所述定位套内部贯穿设置有第一螺杆,所述第一螺杆底部输出端套装有螺套,所述转柄通过第一螺杆与螺套构成传动结构;
9.翼板,其转动安装于所述螺套两侧端面,所述两侧翼板通过弹簧相连接构成弹性结构,所述翼板底部输出端固定安装有定位块;
10.优选的,所述热处理箱还设有:
11.淬火感应器,其转动安装于所述热处理箱两侧内壁,所述热处理箱底部安装有电机。
12.优选的,所述热处理箱还设有:
13.放置盘,其转动安装于所述热处理箱内腔底部,所述电机的输出端贯穿热处理箱底部与放置盘构成传动结构。
14.优选的,所述热处理箱还设有:
15.冷却架,其固定安装于所述热处理箱一侧,所述冷却架中端开设有大小一致的工件槽。
16.优选的,所述冷却架还设有:
17.外框架,其固定安装于所述冷却架底部端面,所述外框架底部转动安装有摇把。
18.优选的,所述外框架还设有:
19.第二螺杆,其转动安装于所述外框架内腔,所述摇把贯穿于外框架底部端面与第二螺杆构成传动结构,所述第二螺杆顶部套装有轴套。
20.优选的,所述轴套还设有:
21.滑套,其固定安装于所述轴套右侧,所述滑套套装于两侧外框架侧端面,所述滑套与外框架构成活动连接结构。
22.优选的,所述滑套还设有:
23.夹臂,其固定安装于所述滑套一侧,所述夹臂输出端内部端面附着有夹块,所述夹块形状与工件槽侧端面相契合。
24.优选的,所述夹臂还设有:
25.连接销,其固定安装于所述夹臂一侧,所述连接销内腔贯穿设置有连杆,所述连杆转动安装于两侧连接销之间,所述外框架顶部安装有轴承座,所述连杆通过轴承座与外框架构成转动结构。
26.与现有技术相比,本实用新型的有益效果是:为解决现有技术中夹持设备适应性较差,只能针对单一规格型号的阀芯零件进行定位摆放,无法适应不同规格尺寸的夹持需求的弊端,本实用提出一种阀芯表面改性处理强化用热处理装置,结合现有不同规格尺寸的阀芯所具备的结构共同点,有针对性的进行定位夹持,在保障夹持效果的同时可以适应不同规格尺寸工件的夹持,适用性更强。
27.1.本实用新型通过定位块的设置,连接件位于热处理箱顶部轨道的滑动将夹持机构送入预设加工位置,连接件底部定位套的设置为了实现对阀芯物料的初次定位,使用者通过控制转柄的旋转使得贯穿于定位套内腔的第一螺杆旋转,进而使得螺套带动两侧翼板位于定位套内腔下降直至与待加工阀芯物料顶部端面相接触,得益于两侧翼板通过弹簧相连接的弹性结构设计,使得翼板底部定位块向内收缩进入待加工阀芯工件内腔,在通过阀芯工件侧端面开设的两处槽体时定位块外扩实现对阀芯工件的夹持锁紧,此间定位块的勾型结构设置是针对不同规格尺寸的阀芯工件的共同结构特点设计的,完美解决现有夹持设备无法适应不同规格尺寸阀芯工件夹持需求的弊端;
28.2.本实用新型通过冷却架的设置,待加工阀芯构件置入热处理箱底部安装的放置盘中,启动电机驱动放置盘旋转,此间启动淬火感应器进行热处理工序,热处理工序结束后启动热处理箱体顶部安装的水泵,冷却液经由分级水管均匀喷砂于放置盘的阀芯工件表面实施冷却,冷却过后的阀芯工件经由夹持机构位于轨道的滑动脱离热处理箱,此间需要自然冷却获得特殊性能的阀芯工件经由夹持机构置入冷却架中,冷却架的设置旨在适应不同规格尺寸阀芯物料的定位摆放,合理的摆放位置及间距能够保证阀芯工件的均匀冷却,从而将材料的性能发挥到极致;
29.3.本实用新型通过夹臂的设置,冷却架表面合理间距分布有多处工件槽,工件槽
的尺寸按照现有技术中最大阀芯大径尺寸设计的,如果当前批次的阀芯尺寸较小,启动与冷却架成一体式结构的外框架底部安装的摇把,摇把的旋转驱动第二螺杆旋转,在第二螺杆与轴套的啮合作用下驱使套装于外框架侧端面的滑套纵向抬升,滑套的抬升带动夹臂的抬升,此间受直接驱动一侧夹臂的抬升行程中夹臂通过连接销驱动连杆围绕轴承座旋转,在杠杆作用下使得另一侧不受直接驱动的滑套位于外框架侧端面反向位移,带动不受直接驱动一侧的夹臂与受直接驱动一侧的夹臂相向位移,驱使夹臂输出端面附着的夹块突入冷却架中端工件槽内腔,改变工件槽的夹持尺寸,使得冷却架能适应不同规格尺寸的阀芯工件的夹持。
附图说明
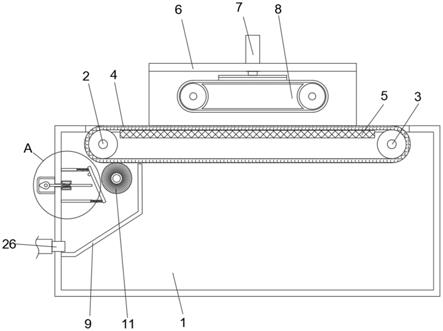
30.图1为本实用新型正视结构示意图;
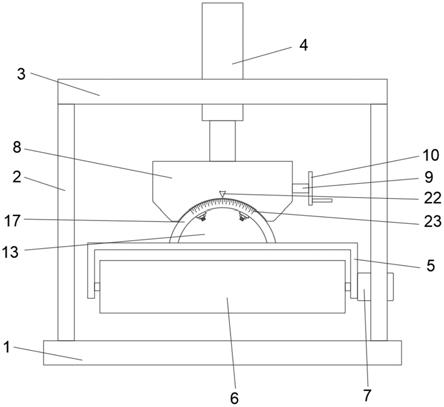
31.图2为本实用新型翼板正视结构示意图;
32.图3为本实用新型定位块立体结构示意图;
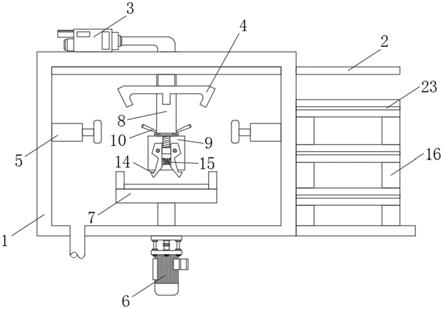
33.图4为本实用新型冷却架俯视结构示意图。
34.图中:1、热处理箱;2、轨道;3、水泵;4、分级水管;5、淬火感应器;6、电机;7、放置盘;8、连接件;9、定位套;10、转柄;11、第一螺杆;12、螺套;13、翼板;14、定位块;15、弹簧;16、冷却架;17、工件槽;18、外框架;19、摇把;20、第二螺杆;21、轴套;22、滑套;23、夹臂;24、夹块;25、连接销;26、连杆;27、轴承座。
具体实施方式
35.请参阅图1
‑
4,本实用新型提供一种技术方案:一种阀芯表面改性处理强化用热处理装置,包括:
36.热处理箱1,热处理箱1顶部内壁固定有轨道2,热处理箱1顶部固定安装有水泵3,水泵3输出端一侧连接有分级水管4;
37.连接件8,其活动安装于轨道2底部,连接件8与底部安装的定位套9构成一体式结构;
38.转柄10,其套装于连接件8底部,定位套9内部贯穿设置有第一螺杆11,第一螺杆11底部输出端套装有螺套12,转柄10通过第一螺杆11与螺套12构成传动结构;
39.翼板13,其转动安装于螺套12两侧端面,两侧翼板13通过弹簧15相连接构成弹性结构,翼板13底部输出端固定安装有定位块14,连接件8位于热处理箱1顶部轨道2的滑动将夹持机构送入预设加工位置,连接件8底部定位套9的设置为了实现对阀芯物料的初次定位,使用者通过控制转柄10的旋转使得贯穿于定位套9内腔的第一螺杆11旋转,进而使得螺套12带动两侧翼板13位于定位套9内腔下降直至与待加工阀芯物料顶部端面相接触,得益于两侧翼板13通过弹簧15相连接的弹性结构设计,使得翼板13底部定位块14向内收缩进入待加工阀芯工件内腔,在通过阀芯工件侧端面开设的两处槽体时定位块14外扩实现对阀芯工件的夹持锁紧,此间定位块14的勾型结构设置是针对不同规格尺寸的阀芯工件的共同结构特点设计的,完美解决现有夹持设备无法适应不同规格尺寸阀芯工件夹持需求的弊端;
40.热处理箱1还设有:
41.淬火感应器5,其转动安装于热处理箱1两侧内壁,热处理箱1底部安装有电机6;
42.热处理箱1还设有:
43.放置盘7,其转动安装于热处理箱1内腔底部,电机6的输出端贯穿热处理箱1底部与放置盘7构成传动结构;
44.热处理箱1还设有:
45.冷却架16,其固定安装于热处理箱1一侧,冷却架16中端开设有大小一致的工件槽17,待加工阀芯构件置入热处理箱1底部安装的放置盘中7,启动电机6驱动放置盘7旋转,此间启动淬火感应器5进行热处理工序,热处理工序结束后启动热处理箱1顶部安装的水泵3,冷却液经由分级水管4均匀喷砂于放置盘7的阀芯工件表面实施冷却,冷却过后的阀芯工件经由夹持机构位于轨道2的滑动脱离热处理箱1,此间需要自然冷却获得特殊性能的阀芯工件经由夹持机构置入冷却架16中,冷却架16的设置旨在适应不同规格尺寸阀芯物料的定位摆放,合理的摆放位置及间距能够保证阀芯工件的均匀冷却,从而将材料的性能发挥到极致;
46.冷却架16还设有:
47.外框架18,其固定安装于冷却架16底部端面,外框架18底部转动安装有摇把19;
48.外框架18还设有:
49.第二螺杆20,其转动安装于外框架18内腔,摇把19贯穿于外框架18底部端面与第二螺杆20构成传动结构,第二螺杆20顶部套装有轴套21;
50.轴套21还设有:
51.滑套22,其固定安装于轴套21右侧,滑套22套装于两侧外框架18侧端面,滑套22与外框架18构成活动连接结构;
52.滑套22还设有:
53.夹臂23,其固定安装于滑套22一侧,夹臂23输出端内部端面附着有夹块24,夹块24形状与工件槽17侧端面相契合,冷却架16表面合理间距分布有多处工件槽17,工件槽17的尺寸按照现有技术中最大阀芯大径尺寸设计的,如果当前批次的阀芯尺寸较小,启动与冷却架16成一体式结构的外框架18底部安装的摇把19,摇把19的旋转驱动第二螺杆20旋转,在第二螺杆20与轴套21的啮合作用下驱使套装于外框架18侧端面的滑套22纵向抬升,滑套22的抬升带动夹臂23的抬升,此间受直接驱动一侧夹臂23的抬升行程中夹臂23通过连接销25驱动连杆26围绕轴承座27旋转,在杠杆作用下使得另一侧不受直接驱动的滑套22位于外框架18侧端面反向位移,带动不受直接驱动一侧的夹臂23与受直接驱动一侧的夹臂23相向位移,驱使夹臂23输出端面附着的夹块24突入冷却架16中端工件槽17内腔,改变工件槽17的夹持尺寸,使得冷却架16能适应不同规格尺寸的阀芯工件的夹持;
54.夹臂23还设有:
55.连接销25,其固定安装于夹臂23一侧,连接销25内腔贯穿设置有连杆26,连杆26转动安装于两侧连接销25之间,外框架18顶部安装有轴承座27,连杆26通过轴承座27与外框架18构成转动结构。
56.工作原理:在使用该一种阀芯表面改性处理强化用热处理装置时,待加工阀芯构件置入热处理箱1底部安装的放置盘中7,启动电机6驱动放置盘7旋转,此间启动淬火感应器5进行热处理工序,热处理工序结束后启动热处理箱1顶部安装的水泵3,冷却液经由分级水管4均匀喷砂于放置盘7的阀芯工件表面实施冷却,连接件8位于热处理箱1顶部轨道2的
滑动将夹持机构送入预设加工位置,连接件8底部定位套9的设置为了实现对阀芯物料的初次定位,使用者通过控制转柄10的旋转使得贯穿于定位套9内腔的第一螺杆11旋转,进而使得螺套12带动两侧翼板13位于定位套9内腔下降直至与待加工阀芯物料顶部端面相接触,得益于两侧翼板13通过弹簧15相连接的弹性结构设计,使得翼板13底部定位块14向内收缩进入待加工阀芯工件内腔,在通过阀芯工件侧端面开设的两处槽体时定位块14外扩实现对阀芯工件的夹持锁紧,冷却过后的阀芯工件经由夹持机构位于轨道2的滑动脱离热处理箱1,此间需要自然冷却获得特殊性能的阀芯工件经由夹持机构置入冷却架16中,冷却架16表面合理间距分布有多处工件槽17,工件槽17的尺寸按照现有技术中最大阀芯大径尺寸设计的,如果当前批次的阀芯尺寸较小,启动与冷却架16成一体式结构的外框架18底部安装的摇把19,摇把19的旋转驱动第二螺杆20旋转,在第二螺杆20与轴套21的啮合作用下驱使套装于外框架18侧端面的滑套22纵向抬升,滑套22的抬升带动夹臂23的抬升,此间受直接驱动一侧夹臂23的抬升行程中夹臂23通过连接销25驱动连杆26围绕轴承座27旋转,在杠杆作用下使得另一侧不受直接驱动的滑套22位于外框架18侧端面反向位移,带动不受直接驱动一侧的夹臂23与受直接驱动一侧的夹臂23相向位移,驱使夹臂23输出端面附着的夹块24突入冷却架16中端工件槽17内腔,改变工件槽17的夹持尺寸,使得冷却架16能适应不同规格尺寸的阀芯工件的夹持,这就是该阀芯表面改性处理强化用热处理装置的工作原理。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。