1.本发明属于汽车零部件加工技术领域,具体涉及一种用于新能源车电池盖的激光切割设备及其切割方法。
背景技术:
2.汽车已经成为人们生活中很普遍的代步工具。在能源和环保的压力下,新能源汽车由于采用了非常规的车用燃料作为动力来源,已经逐渐成为了未来汽车的发展方向。相应的,新能源车所使用的电池成为了其主要的核心部件,一旦电芯损伤则容易引起电芯的热失控从而导致热扩散,会给车辆乘员带来极大的风险。为了更好的保护电池,电池盖显得尤为重要。为达到保护作用且在重量不会太重,于是smc复合材料被加工为电池盖。在制备过程中需要对smc复合材料进行相关的法兰螺钉孔等孔的切割,现有针对电池盖上的切割主要有,水切割,铣削加工等,但水切割需要使用水刀进行加工,水刀系统复杂占用空间大,环境较差,水介质会对产品造成二次污染。而机床铣削加工为冷加工,虽然有良好的尺寸精度,但smc复合材料对刀具磨损快以及不稳定,不能对尺寸有效监控,同时切割过程会产生极大的废料粉尘,对环境以及产品造成极大的污染,需要二次处理。
技术实现要素:
3.为了解决现有技术的不足,本发明提供了一种用于新能源车电池盖的激光切割设备及其切割方法。
4.本发明的目的通过以下技术方案来实现:用于新能源车电池盖的激光切割设备,包括工作台,所述工作台一端为2d切割端、所述工作台的另一端为3d切割端,所述工作台的底部设置有旋转组件,所述旋转组件带动所述工作台在所述2d切割端和所述3d切割端之间转换。
5.优选地,所述2d切割端包括机架及设置于所述机架上的2d切割组件。
6.优选地,所述2d切割组件相对设置有两个。
7.优选地,所述机架上设置有导轨,所述2d切割组件架设于所述导轨上,所述2d切割组件包括架设于所述导轨上的第一连杆,所述第一连杆上垂直设置有第二连杆,所述第二连杆上设置有双轴2d切割头。
8.优选地,所述第一连杆与所述第二连杆为滑轨导向式连杆。
9.优选地,所述3d切割端包括一置于所述机架一侧的第二机架,所述第二机架上设置有3d切割组件。
10.优选地,所述旋转组件包括凸轮分割器,所述凸轮分割器的分割轴与工作台连接。
11.优选地,所述工作台上设置有用于夹持待切割产品的支撑组件及夹持组件,所述夹持组件包括置于工作台上的气缸及连接于气缸轴上的夹头。
12.优选地,以上任意一种所述的用于新能源车电池盖的激光切割设备的切割方法,包括如下步骤:
s1、将待切割的产品置于工作台的支撑组件上,并通过夹持组件对产品的周圈进行位置的固定;s2、启动2d切割组件和3d切割组件同时对相应工作台不同工位上的产品进行切割;s3、待相应位置切割完成后,旋转组件带动工作台进行180
°
旋转,将2d切割端和3d切割端的产品进行位置的互换,进行再一次的不同位置的切割加工直至完成所有的切割。
13.优选地,所述s2中2d切割组件切割包括如下步骤:s21、初定位,第一连杆在所述导轨上移动至待切割的初定位位置;s22、再定位,通过第二连杆在所述第一连杆上进行水平向及竖直向的运动达到准确的切割位置;s23、切割,通过双轴2d切割头进行切割。
14.本发明的有益效果体现在:通过2d切割和3d切割相结合的方式对对电池盖进行法兰边螺钉孔和三维曲面阀孔进行切割,加工精度高,保证了产品的生产质量稳定性,且加工速度快,切割的废料为块状,易收集,后处理简单,更环保。
附图说明
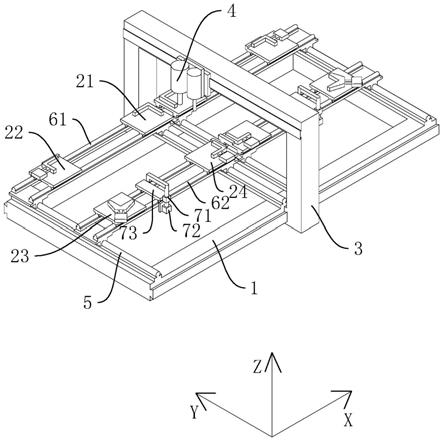
15.图1:本发明实施例的立体结构示意图。
16.图2:本发明中图1另一视角的结构示意图。
17.其中,1机架、11导轨,2第一连杆,21第二连杆,4 3d切割组件,5支架,6 2d加工台,67支撑组件,7 3d加工台,8电池盖。
具体实施方式
18.本发明揭示了一种用于新能源车电池盖的激光切割设备,结合图1
‑
图2所示,包括工作台,所述工作台一端为2d切割端、所述工作台的另一端为3d切割端。所述工作台的底部设置有旋转组件81,所述旋转组件带动所述工作台在所述2d切割端和所述3d切割端之间转换。所述电池盖为非金属材质,本实施例中,所述电池盖采用smc复合材质。该方式的结合使得设备集成化,占用面积小。
19.本实施例中,所述工作台根据不同的加工端分为2d加工台6和3d加工台7,所述2d加工台6和3d加工台7之间设置有挡板。所述2d加工台6和3d加工台7上均设置有用于支撑待切割电池盖8的支撑组件67及夹持组件。所述夹持组件包括置于工作台上的气缸51及连接于气缸轴上的夹头52。放置待切割电池盖8时,通过支撑组件67进行电池盖8支撑,并通过夹持组件对电池盖8周圈进行压紧定位。所述夹持组件依据产品的大小进行位置的设定,一般是在电池盖8周圈均匀布置。
20.所述工作台底部设置有用于支撑所述工作台的支架5,所述旋转组件81设置于工作台的中部,其包括凸轮分割器,所述凸轮分割器的分割轴与工作台连接,通过凸轮分割器带动所述工作台在所述支架5上进行位置的转动实现2d切割端和所述3d切割端切换。当然,所述凸轮分割器也可以采用其他形式,在此不做限制。
21.所述2d切割端包括机架1及设置于所述机架1上的2d切割组件。所述机架1上设置有导轨11,所述2d切割组件架设于所述导轨11上,所述2d切割组件包括架设于所述导轨11
上的第一连杆2,所述第一连杆2上垂直设置有第二连杆21,所述第二连杆21上设置有双轴2d切割头22。基于电池盖待切割位置所需,所述2d切割组件相对设置有两个。
22.所述第一连杆2与所述第二连杆21为滑轨导向式连杆,即可以按需实现第二连杆21相对于第一连杆2进行x、y、z向的运动,以实现精确的定位切割。
23.所述3d切割端包括一置于所述机架1一侧的第二机架3,所述第二机架3上设置有3d切割组件4。所述3d切割组件4为多轴机械臂式。
24.以上任意一种所述的用于新能源车电池盖的激光切割设备的切割方法,包括如下步骤:s1、将待切割的产品置于工作台的支撑组件67上,并通过夹持组件对产品的周圈进行位置的固定;s2、启动2d切割组件和3d切割组件同时对相应工作台不同工位上的产品进行切割;其中,所述双主轴2d联动切割使用伺服闭环控制,定位精度可达 /
‑
0.02mm。
25.s3、待相应位置切割完成后,旋转组件带动工作台进行180
°
旋转,将2d切割端和3d切割端的产品进行位置的互换,进行再一次的不同位置的切割加工直至完成所有的切割。
26.优选地,所述s2中2d切割组件切割包括如下步骤:s21、初定位,第一连杆2在所述导轨11上移动至待切割的初定位位置;s22、再定位,通过第二连杆21在所述第一连杆2上进行水平向及竖直向的运动达到准确的切割位置;s23、切割,通过双轴2d切割头22进行切割。
27.本发明将2d切割及3d切割相结合应用于非金属材质的电池盖,且激光切割对产品局部热加工,产品变形小,切割精度高,保证了产品的生产质量稳定性,且加工速度快,切割的废料为块状,易集中除尘;更环保。
28.最后应说明的是:术语
ꢀ“
上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”、“第三”仅用于描述目的,而不能理解为指示或暗示相对重要性。
29.且以上实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的精神和范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。