1.本发明涉及发动机装配技术领域,尤其涉及一种发动机油封压装装置及油封压装质量的评估方法。
背景技术:
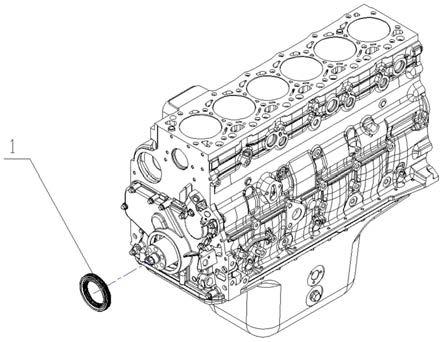
2.发动机的齿轮室油封是装在发动机前端的齿轮室上的零件,主要由骨架和唇口两部分组成。骨架起固定油封的作用,骨架上的橡胶固定在齿轮室前端孔内壁。唇口与曲轴前端外圆接触,起密封作用。
3.油封装配工艺要求如下:
4.(1)装配油封施加的压力是作用在油封骨架的端面上,压力必须大小合适,过大会使油封变形,过小则无法克服油封骨架与齿轮室之间的摩擦力,导致油封无法被压入齿轮室;
5.(2)压装油封的要求是油封整体压入齿轮室,油封的端面低于齿轮室前端面,并与齿轮室前端面平行;
6.(3)压装完成后,油封无变形和破损。
7.油封装配工艺如下:
8.油封与齿轮室属于过盈配合,压装过程产生的摩擦力较大,无法靠人工压装,需依靠设备进行压装。已有技术的油封压装设备主要包括外框架、压装机构、控制器。外框架用于固定压装机构和隔离工作区域。压装机构包括气缸和压紧块,气缸用于提供油封压装所需要的压力,压紧块安装于气缸前端,传递压力到油封上。控制器用于控制气缸压缩空气阀门的开启和断开。阀门开启,压缩空气进入气缸,控制气缸的活塞杆前进和后退。阀门关闭,压缩空气停止进入气缸,活塞杆不工作。
9.油封压装设备装配油封,主要是依靠气缸推动压装组件,把压力传递到油封骨架端面,从而实现把油封被压入齿轮室的目的。具体装配油封的工艺分为如下4个步骤:
10.步骤1.人工借助工具把油封预装到齿轮室上,此时油封外圆的一部分橡胶嵌入齿轮室前端内孔,油封主体部分还未进入齿轮室内孔。油封依靠骨架外圆一部分橡胶和齿轮室曲轴孔内壁的摩擦力固定在齿轮室上,预装完成后托盘和发动机进入油封自动压装工位;
11.步骤2.发动机进入装配油封工位后,设备把托盘连同发动机托起到压装油封的固定位置,并通过上方和前后端的气缸压紧发动机,避免油封压装过程发动机产生晃动;
12.步骤3.用气缸推动压装组件,压装组件在油封骨架端面上施加压力,该压力大于油封与齿轮室之间因过盈配合产生的摩擦力,于是油封在压力作用下被压入齿轮室;
13.步骤4.压装机构接触到齿轮室前端面后,气缸往后退回,发动机和托盘流转到下个工位。
14.装配油封的步骤3是确保油封装配满足工艺要求的关键步骤。目前用设备压装油封的工艺是把气缸压力传递到油封上,无法检测油封压装过程油封所受到摩擦力压力的变
化,以及设备工作过程气缸受到作用力的变化。具体来说,油封压装过程存在如下4个问题:
15.(1)油封在压装过程存在变形的风险。由于零件的尺寸在公差范围内会有波动,零件尺寸的变化会导致摩擦力不同。导致每台发动机所需要的油封压装力不同。设备的压装工装是由气缸驱动,为保证压装到位,必须把气缸输出的压力设置为气缸所能输出压力的上限,因此,气缸的压力远大于油封压装过程的需要克服的摩擦力,这种情况下,存在把油封压变形并破损的风险。油封变形破损后,其密封作用降低,会造成发动机工作中润滑油从油封处泄漏的故障;
16.(2)油封压装完成后存在局部压装不到位的风险。为使得油封压装满足工艺要求,既要保证气缸有足够的推力传递到油封,还需确保上个工位人工预装油封时,油封的外圆与齿轮室的曲轴孔内圆基本重合。由于油封、齿轮室零件本身的存在尺寸公差的波动,导致压装组件和油封中心轴线同轴度出现较大偏差。这种情况下进行油封压装,可能出现油封局部被压入齿轮室,局部还凸出齿轮室前端;
17.(3)压装设备无过载保护,压力过大可能导致设备和发动机零部件损坏。压装组件和气缸的定位精度存在误差,同时发动机与托盘定位销存在配合间隙,压装组件和油封中心轴线的同轴度存在一定偏差,这个偏差会随着时间增加而加大,使得压装组件出现局部受力过大的情况。由于设备没有自检和报警装置,在这种局部受力过大的情况下,压装组件和气缸可能会严重变形以致无法工作。同时发动机齿轮室也可能出现因为局部受力过大而开裂的质量事故。设备损坏和发动机零件损坏将产生较大经济损失;
18.(4)压装设备无检测油封压装是否存在质量缺陷的功能。为保证油封压装质量,压装油封后,需安排下道工序员工进行检查,油封局部未压装到位的问题可以通过人员检查发现,但油封压装后变形的问题则无法通过人员检查的方法来解决。因此依靠人工检查的方式,质量缺陷逃逸的风险较大。
技术实现要素:
19.本发明的目的在于解决现有技术中存在的问题,提供了一种发动机油封压装装置及油封压装质量的评估方法,消除了油封压装不到位和油封在压装过程中变形破损的质量风险。
20.为实现上述技术目的,本发明采用如下技术方案:
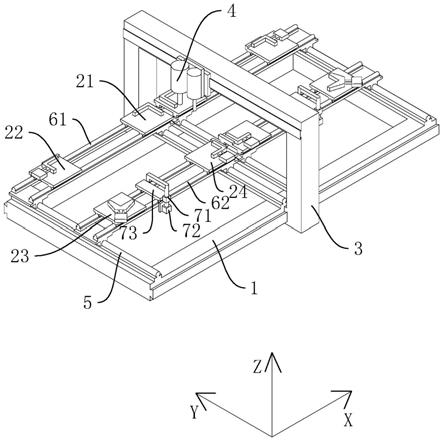
21.一种发动机油封压装装置,包括:支撑框架、发动机托盘、压装机构及控制器面板;
22.压装机构,包括:气缸、压紧块、压力传感器、位移传感器及定位块;其中,定位块固接在气缸的伸缩杆端部,气缸固定与支撑框架上;所述压紧块设有t型凸台结构;定位块外表面沿气缸轴向设有t型凹槽;t型凹槽内设有弹簧;压紧块的t型凸台设置在定位块的t型凹槽内,可在凹槽内滑动;压力传感器固定设置在压紧块上;位移传感器固定设置在定位块上。
23.优选的,还设有安全防护网;所述控制器面板设置在安全防护网上。
24.一种油封压装质量的评估方法,利用上述发动机油封压装装置对发动机油封压装进行质量控制,步骤如下:
25.步骤1:在压紧块压装油封过程移动路经依次设置5个位置点,包括点a、b、c、d、e;其中,
26.点a为定位块向前移动过程中,接触到齿轮室表面后停止向前移动,压紧块和定位块将要产生相对位移,位移传感器将要产生信号的位置;
27.点b为压紧块从点a继续向前移动,接触到弹簧而弹簧还未产生弹力的位置;
28.点c为压紧块把油封压入齿轮室的初始位置;
29.点d为压装过程中,油封外圆端面与齿轮室接触产生摩擦力的初始位置;
30.点e为压紧块向前移动的最大位移量的停止位置,即油封外圆端面与齿轮室摩擦力的结束位置;
31.步骤2:采集发动机生产制造过程的数据样本;通过位移传感器记录压紧块位移量,并记录压紧块在点a、b、c、d、e时压力传感器回传压力值数据,压力数据记为x
ai
、x
bi
、x
ci
、x
di
、x
ei
;
32.步骤3:根据回传的压力值数据,依次计算点a、b、c、d、e时压力值的各平均值x
均
及各标准差σ;
33.步骤4:设定点a、b、c、d、e各点压力值合格范围,包括压力值下限x
下
及压力值上限x
上
;
34.x
下
=x
均
‑
3σ
35.x
上
=x
均
3σ
36.步骤5:将待压装油封进行压装,并实时采集压装力数据及位移数据,将此次压装过程中,在点a、b、c、d、e各点压力值与步骤4设定的合格范围进行判断:
37.如各点压力值均处于合格范围,则在压紧块行进至点e后,停止向前移动,并开始向后移动,直至回到压紧块的起始点a;此次压装合格;控制器发出合格信号,发动机流转进入下个工位;
38.如在某点压力值超出合格范围,则判定此次压装不合格,需对油封进行返工并重新压装;控制器发出不合格信号,发动机流转进入返工工位,发动机经过返工后,重新进入油封压装工位。
39.本发明与现有技术相比有益效果在于:
40.1.消除了油封压装不到位和油封在压装过程中变形破损的质量风险,提升发动机制造质量;
41.2.提前发现设备工作过程异常问题,避免设备出现重大故障的风险,减少维修费用;
42.3.减少在油封压装完成后,检查油封是否凸出齿轮室前端面的人工操作内容,降低制造成本。
附图说明
43.图1为发动机油封与齿轮室装配关系图;
44.图2为所述发动机油封压装装置结构示意图;
45.图3为发动机油封压装装配示意图;
46.图4为所述压装机构结构示意图;
47.图5为发动机油封压装装配局部剖视图。
48.其中,1
‑
油封;2
‑
油封座;3
‑
曲轴;5
‑
安全防护网;6
‑
控制器面板;7
‑
发动机托盘;8
‑
支撑框架;10
‑
压装机构;11
‑
动力传动轴;12
‑
位移传感器;13
‑
压力传感器;14
‑
线束;15定位块;16
‑
压紧块;17
‑
弹簧。
具体实施方式
49.下面结合附图提供本发明的优选具体实施方式,所揭露的仅为本发明的较佳具体实施方式而已,当然不能以此来限定本发明之权利范围,因此依本发明权利要求所作的等同变化,仍属本发明所涵盖的范围。
50.参见图2
‑
5,一种发动机油封压装装置,包括:支撑框架8、发动机托盘7、压装机构10及控制器面板6;
51.压装机构10,包括:气缸、压紧块16、压力传感器13、位移传感器12及定位块15;其中,定位块15固接在气缸的伸缩杆端部,气缸固定与支撑框架8上;
52.所述压紧块16设有t型凸台结构;
53.定位块15外表面沿气缸轴向设有t型凹槽;t型凹槽内设有弹簧17;压紧块16的t型凸台设置在定位块15的t型凹槽内,可在凹槽内滑动;
54.压力传感器13固定设置在压紧块16上;
55.位移传感器12固定设置在定位块15上。
56.优选的,设有安全防护网5;所述控制器面板6设置在安全防护网5上。
57.一种油封压装质量的评估方法,利用上述发动机油封压装装置对发动机油封压装进行质量控制,步骤如下:
58.步骤1:在压紧块16压装油封过程移动路经依次设置5个位置点,包括点a、b、c、d、e;其中,
59.点a为定位块15向前移动过程中,接触到齿轮室表面后停止向前移动,压紧块16和定位块15将要产生相对位移,位移传感器将要产生信号的位置;
60.点b为压紧块16从点a继续向前移动,接触到弹簧而弹簧还未产生弹力的位置;
61.点c为压紧块16把油封压入齿轮室的初始位置;
62.点d为压装过程中,油封外圆端面与齿轮室接触产生摩擦力的初始位置;
63.点e为压紧块16向前移动的最大位移量的停止位置,即油封外圆端面与齿轮室摩擦力的结束位置;
64.步骤2:采集发动机生产制造过程的数据样本;通过位移传感器12记录压紧块16位移量,并记录压紧块16在点a、b、c、d、e时压力传感器13回传压力值数据,压力数据记为x
ai
、x
bi
、x
ci
、x
di
、x
ei
;
65.步骤3:根据回传的压力值数据,依次计算点a、b、c、d、e时压力值的各平均值x
均
及各标准差σ;
66.步骤4:设定点a、b、c、d、e各点压力值合格范围,包括压力值下限x
下
及压力值上限x
上
;
67.x
下
=x
均
‑
3σ
68.x
上
=x
均
3σ
69.步骤5:将待压装油封进行压装,并实时采集压装力数据及位移数据,将此次压装过程中,在点a、b、c、d、e各点压力值与步骤4设定的合格范围进行判断:
70.如各点压力值均处于合格范围,则在压紧块16行进至点e后,停止向前移动,并开始向后移动,直至回到压紧块16的起始点a;此次压装合格;控制器发出合格信号,发动机流转进入下个工位;
71.如在某点压力值超出合格范围,则判定此次压装不合格,需对油封进行返工并重新压装;控制器发出不合格信号,发动机流转进入返工工位,发动机经过返工后,重新进入油封压装工位。
72.实施例1
73.参见图1,通过本发明提供的一种发动机油封压装装置及油封压装质量的评估方法对某型号柴油发动机油封进行压装。
74.在该实施例中,压装机构10,包括:气缸、3个压紧块16、3个压力传感器13、1个位移传感器12及定位块15;其中,定位块15固接在气缸的伸缩杆端部,气缸固定与支撑框架8上;每一个所述压紧块16均设有t型凸台结构;定位块15外表面沿气缸轴向设有3条t型凹槽;每个t型凹槽内设有弹簧17;压紧块16的t型凸台设置在定位块15的t型凹槽内,可在凹槽内滑动;3个压力传感器13分别固定设置在3个压紧块16上;位移传感器12固定设置在定位块15上;实现对每个点进行3个压力值的测量。
75.通过前期数据采集,根据步骤1
‑
4,得出各点压力值合格范围如下:
76.点压力值下限单位:n压力值上限单位:na
‑
11b
‑
11.5c812d7585e8090
77.在该型号3台柴油发动机油封进行压装时,获得各点压力值数据如下:
[0078][0079]
根据上述压力值数据及压力值范围可知,发动机2在点d处,有一个压力值为88.2n,该数值超过点d的压力值上限的85n,设备自动判定压装不合格,需对油封进行返工并重新压装。
[0080]
需要说明的是,压力值数据在点b、c、d、e不同点处超出其合格范围,可判断出不同的压装异常,且控制器面板6显示不同结果及发出不同控制指令:
[0081]
若在点b处压力值超出合格范围,表明发动机偏离压装的位置,或者压装组件偏离原来的运行路线,导致压紧块16提前受力,此时控制器发出不合格信号,并控制压紧机构停止压装,退回a点,控制器面板6显示“压装异常”;
[0082]
若在点c处压力值超出合格范围上限,即压力值大于弹簧完全压缩后的反作用力,表明未将油封预装到要求的位置,此时控制器发出不合格信号,并控制压紧机构停止压装,
退回a点,控制器面板6显示“油封位置异常”;
[0083]
若在点d处压力值超出合格范围上限,表明油封受到的摩擦力过大,存在油封被压变形的风险,此时控制器发出不合格信号,并控制压紧机构停止压装,退回a点,控制器面板6显示“油封位置异常”;
[0084]
若在点e处压力值超出合格范围上限,表明油封压装过程有卡滞,存在被压变形破损的风险;控制器发出不合格信号,并控制压紧机构停止压装,退回a点,控制器面板6显示“油封压装不合格”;
[0085]
若在点e处压力值低于合格范围下限,表明油封与齿轮室安装孔之间的摩擦力偏小,存在油封从齿轮室松脱的风险;控制器发出不合格信号,并控制压紧机构停止压装,退回a点,控制器面板6显示“油封压装不合格”。
[0086]
有益效果:
[0087]
本发明通过控制器接收传感器的数字信号,通过特定位置点的压力值与采样计算得出的合格范围进行逻辑运算,避免了油封在压装过程存在变形的风险、油封压装完成后存在局部压装不到位的风险,以及解决了压装设备无过载保护,压力过大可能导致设备和发动机零部件损坏的问题。
[0088]
尽管已经示出和描述了本发明的具体实施,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。