1.本发明属于弯折结构,尤其是一种汽车配件弯折机构。
背景技术:
2.折弯即为金属板料在折弯机上模或下模的压力下,首先经过弹性变形,然后进入塑性变形,在塑性弯曲的开始阶段,板料是自由弯曲的随着上模或下模对板料的施压;板料与下模v型槽内表面逐渐靠紧,同时曲率半径和弯曲力臂也逐渐变小,继续加压直到行程终止,使上下模与板材三点靠紧全接触,此时完成一个v型弯曲,就是俗称的折弯。
3.然而传统的汽车配件弯折结构在进行对汽车配件弯折时,由于弯折组件均固定安装在操作台上,因此弯折组件只能进行对固定尺寸的工件及工件的固定位置进行弯折工作,而当需要进行弯折汽车配件其它位置时,则需要进行手动移动汽车配件,而由于弯折结构的力量巨大,手动移动汽车配件往往会给工作人员造成极大的安全隐患,而当需要完成对其它型号配件进行弯折时,则需要更换弯折组件,进而增加加工成本。
技术实现要素:
4.发明目的:提供一种汽车配件弯折机构,以解决背景技术中所涉及的问题。
5.技术方案:一种汽车配件弯折机构,包括:操作台;弯折结构,共设两组,对称安装在所述操作台表面;下压组件,安装在所述操作台表面;每组弯折结构包括两组并列设置在所述操作台上的弯折变位组件,与两组弯折变位组件固定连接的弯折组件,以及与所述弯折组件连接且固定安装在所述操作台内的驱动限位机构;所述操作台上开有矩形槽;至少在工作状态时,所述弯折变位组件带动弯折组件进行调整间距,进而完成对配件不同位置的弯折工作。
6.进一步实施例中,所述弯折变位组件与驱动限位机构为两组结构相同的移位单元;每组移位单元包括移动单元,以及设置在所述移动单元端部的限位单元;所述驱动限位机构中的移动单元和限位单元均固定安装在所述操作台内;所述弯折变位组件中的移动单元和限位单元均固定安装在所述操作台表面。
7.进一步实施例中,所述移动单元包括与所述操作台连接的移动固定架,与所述移动固定架固定连接的移动电机,设置在所述移动电机输出端的移动驱动轴,与所述移动驱动轴同轴转动的移动丝杆,设置在所述移动丝杆两侧且与所述移动固定架固定连接的移动导杆,以及套接于所述移动丝杆和移动导杆的移动滑板。
8.进一步实施例中,所述限位单元包括与所述操作台连接的限位固定架,设置在所述限位固定架内且与移动丝杆同轴转动的限位轴,套接于所述限位轴的限位棘轮,与所述限位棘轮抵接的限位抵块,与所述限位抵块铰接的限位铰接架,与所述限位铰接架连接的限位伸缩杆,与所述限位伸缩杆连接的限位气缸,以及与所述限位气缸固定连接且与所述限位抵块活动连接的限位固定块。
9.进一步实施例中,所述弯折组件包括与弯折变位组件中移动滑块固定连接的弯折固定块,与所述弯折固定块铰接的弯折活动块,与所述弯折活动块铰接的弯折伸缩杆,与所述弯折伸缩杆连接的弯折气缸,以及与所述弯折气缸铰接且固定安装在所述驱动限位机构中移动滑块上的弯折连接块。
10.进一步实施例中,所述弯折伸缩杆与所述矩形槽适配;所述弯折变位组件中的限位固定架和限位固定块固定安装在所述操作台表面;所述驱动限位机构中的限位固定架和限位固定块固定安装在所述操作台内。
11.进一步实施例中,所述下压组件包括固定安装在所述操作台表面上的下压架,与所述下压架固定连接的升降单元,以及与所述升降单元固定连接的调位下压单元。
12.进一步实施例中,所述升降单元包括与所述下压架固定连接的下压气缸,设置在所述下压气缸输出端的下压伸缩杆以及与所述下压伸缩杆固定连接的下压板;所述下压板上固定连接由若干组穿透所述下压架的下压导杆。
13.进一步实施例中,所述下压单元包括与下压板固定连接的两组滑动单元,以及设置在所述两组滑动单元之间且与所述下压板固定连接的下压杆;所述下压杆的端部设有真空吸盘。
14.进一步实施例中,所述两组滑动单元结构相同且并列设置;每组滑动单元包括与所述下压板固定连接的下压滑轨,与所述下压滑轨适配的两组下压滑块,固定安装在任意一组下压滑块侧部的滑动气缸,设置在所述滑动气缸输出端且与另外一组下压滑块连接的滑动伸缩杆;两组滑动单元同侧的下压滑块上分别固定安装有下压固定块。
15.一种汽车配件弯折机构的弯折方法,包括:步骤1、首先由弯折组件调整至适当弯折位置;通过移动电机进行工作,进而带动移动驱动轴进行转动,进而带动移动丝杆进行转动,进而带动移动滑板进行移动,进而完成带动弯折固定块和弯折连接块的移动,进而完成带动弯折组件的移动工作,当弯折组件移动至适当位置后,将汽车配件放入弯折结构中,通过下压组件进行压住汽车配件,以供弯折组件进行弯折工作;步骤2、通过下压气缸带动下压伸缩杆进行伸缩,进而带动下压板进行升降,进而带动调位下压单元进行下降,进而完成对汽车配件的压紧工作;当压不同型号的汽车配件时通过调位下压单元进行调整下压固定块的间距,进而完成对不同型号的汽车配件的压紧工作;由滑动气缸带动滑动伸缩杆进行伸缩,进而带动两组下压滑块进行改变间距,进而带动两组下压固定块进行改变间距,进而将两组下压固定块调整至适当的压紧位置,进而完成对汽车配件的压紧工作;步骤3、当汽车配件压紧完成后,通过弯折组件进行完成对汽车配件的弯折工作,
首先由弯折气缸带动弯折伸缩杆进行伸缩,进而带动弯折活动块进行沿弯折固定块进行摆动,进而完成对汽车配件的弯折工作;而当需要对汽车配件不同位置进行弯折时,通过驱动限位机构和弯折变位组件进行带动弯折组件进行改变位置,而在此过程中,下压组件将上抬,而下压组件上抬时,将由真空吸盘进行吸附汽车配件,进而避免汽车配件出现移位;步骤4、而在弯折组件弯折过程中,当汽车配件硬度较大时,驱动限位机构和弯折变位组件中的移动单元容易发生滑位现象,驱动限位机构和弯折变位组件中的移动单元发生移位时,由弯折组件带动驱动限位机构和弯折变位组件中的移动滑板发生滑位,进而带动移动丝杆发生转动,进而带动限位轴发生转动,进而带动限位棘轮发生转动,而在该转动过程中,将由限位抵块进行抵住限位棘轮,进而避免其转动,进而完成对限位棘轮的限位工作,进而完成对限位轴的限位,进而完成对移动丝杆的限位,进而完成对移动滑板的限位,进而完成弯折组件的限位,进而避免了弯折组件发生移位的情况;步骤5、而当限位棘轮无需限位时,则通过限位气缸带动限位伸缩杆伸缩,进而带动限位铰接架移动,进而带动限位抵块脱离对限位棘轮的抵接。
16.有益效果:本发明涉及一种汽车配件弯折机构,通过设计弯折变位组件进行带动弯折组件进行移动,再通过驱动限位机构进行适配弯折组件的移动行程,进而通过改变弯折组件的位置进行完成对汽车配件不同位置的弯折工作及不同型号汽车配件的弯折工作,进而避免传统手动移动汽车配件的方式,进而减少工作人员的安全隐患,同时也降低了增加弯折设备的采购成本。
附图说明
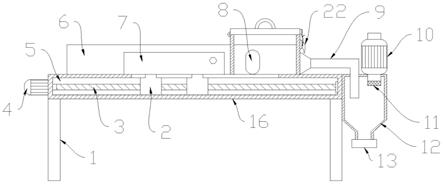
17.图1是本发明的具体结构示意图。
18.图2是本发明的弯折组件示意图。
19.图3是本发明的弯折变位组件示意图。
20.图4是本发明的移动单元示意图。
21.图5是本发明的限位单元示意图。
22.图6是本发明的下压组件示意图。
23.附图标记:1、操作台;2、下压组件;21、下压架;22、下压气缸;23、下压导杆;24、下压伸缩杆;25、下压板;26、下压滑轨;27、下压滑块;28、下压固定块;29、下压杆;3、弯折组件;31、弯折固定块;32、弯折活动块;33、弯折伸缩杆;34、弯折气缸;35、弯折连接块;4、弯折变位组件;41、移动单元;411、移动电机;412、移动驱动轴;413、移动固定架;414、移动导杆;415、移动丝杆;416、移动滑板;42、限位单元;421、限位轴;422、限位棘轮;423、限位固定架;424、限位抵块;425、限位铰接架;426、限位伸缩杆;427、限位气缸;428、限位固定块。
具体实施方式
24.本发明通过一种汽车配件弯折机构,进行完成对不同型号汽车配件和汽车配件不同位置的弯折工作,下面通过实施例,并结合附图对本方案做进一步具体说明。
25.一种汽车配件弯折机构包括:操作台1;弯折结构,共设两组,对称安装在所述操作台1表面;下压组件2,安装在所述操作台1表面;每组弯折结构包括两组并列设置在所述操
作台1上的弯折变位组件4,与两组弯折变位组件4固定连接的弯折组件3,以及与所述弯折组件3连接且固定安装在所述操作台1内的驱动限位机构;所述操作台1上开有矩形槽;至少在工作状态时,所述弯折变位组件4带动弯折组件3进行调整间距,进而完成对配件不同位置的弯折工作。
26.优选的,所述弯折变位组件4与驱动限位机构为两组结构相同的移位单元;每组移位单元包括移动单元41,以及设置在所述移动单元41端部的限位单元42;所述驱动限位机构中的移动单元41和限位单元42均固定安装在所述操作台1内;所述弯折变位组件4中的移动单元41和限位单元42均固定安装在所述操作台1表面;通过设计移位单元进行完成对弯折组件3的移动工作,进而使得弯折组件3可以进行对汽车配件不同位置的弯折工作及不同型号汽车配件的弯折工作,进而避免传统手动移动汽车配件的方式,进而减少工作人员的安全隐患,同时也降低了增加弯折设备的采购成本。
27.优选的,所述移动单元41包括与所述操作台1连接的移动固定架413,与所述移动固定架413固定连接的移动电机411,设置在所述移动电机411输出端的移动驱动轴412,与所述移动驱动轴412同轴转动的移动丝杆415,设置在所述移动丝杆415两侧且与所述移动固定架413固定连接的移动导杆414,以及套接于所述移动丝杆415和移动导杆414的移动滑板416;通过设计移动单元41进行完成对弯折组件3的运动工作。
28.优选的,所述限位单元42包括与所述操作台1连接的限位固定架423,设置在所述限位固定架423内且与移动丝杆415同轴转动的限位轴421,套接于所述限位轴421的限位棘轮422,与所述限位棘轮422抵接的限位抵块424,与所述限位抵块424铰接的限位铰接架425,与所述限位铰接架425连接的限位伸缩杆426,与所述限位伸缩杆426连接的限位气缸427,以及与所述限位气缸427固定连接且与所述限位抵块424活动连接的限位固定块428。
29.由于折弯组件力量过大,申请人在改进过程中,遇到了下述情况:使用传统的直线运动机构进行带动弯折组件3移动后,当弯折组件3工作时,由于汽车配件的硬度不同,弯折组件3使用的力度也不同,当遇到硬度较高的汽车配件时,传统的直线运动机构容易发生滑位,进而造成弯折错位现象;因此申请人在结合实际的情况下增设了限位机构,通过限位单元42进行完成对移动单元41的限位工作,进而避免了折弯组件遇到硬度较高的汽车配件时,发生滑位现象。
30.优选的,所述弯折组件3包括与弯折变位组件4中移动滑块固定连接的弯折固定块31,与所述弯折固定块31铰接的弯折活动块32,与所述弯折活动块32铰接的弯折伸缩杆33,与所述弯折伸缩杆33连接的弯折气缸34,以及与所述弯折气缸34铰接且固定安装在所述驱动限位机构中移动滑块上的弯折连接块35。
31.所述弯折伸缩杆33与所述矩形槽适配;所述弯折变位组件4中的限位固定架423和限位固定块428固定安装在所述操作台1表面;所述驱动限位机构中的限位固定架423和限位固定块428固定安装在所述操作台1内。
32.通过采用上述技术方案,首先由弯折组件3调整至适当弯折位置;通过移动电机
411进行工作,进而带动移动驱动轴412进行转动,进而带动移动丝杆415进行转动,进而带动移动滑板416进行移动,进而完成带动弯折固定块31和弯折连接块35的移动,进而完成带动弯折组件3的移动工作,当弯折组件3移动至适当位置后,将汽车配件放入弯折结构中,通过下压组件2进行压住汽车配件,以供弯折组件3进行弯折工作;而在弯折组件3弯折过程中,当汽车配件硬度较大时,驱动限位机构和弯折变位组件4中的移动单元41容易发生滑位现象,驱动限位机构和弯折变位组件4中的移动单元41发生移位时,由弯折组件3带动驱动限位机构和弯折变位组件4中的移动滑板416发生滑位,进而带动移动丝杆415发生转动,进而带动限位轴421发生转动,进而带动限位棘轮422发生转动,而在该转动过程中,将由限位抵块424进行抵住限位棘轮422,进而避免其转动,进而完成对限位棘轮422的限位工作,进而完成对限位轴421的限位,进而完成对移动丝杆415的限位,进而完成对移动滑板416的限位,进而完成弯折组件3的限位,进而避免了弯折组件3发生移位的情况;而当限位棘轮422无需限位时,则通过限位气缸427带动限位伸缩杆426伸缩,进而带动限位铰接架425移动,进而带动限位抵块424脱离对限位棘轮422的抵接。
33.优选的,所述下压组件2包括固定安装在所述操作台1表面上的下压架21,与所述下压架21固定连接的升降单元,以及与所述升降单元固定连接的调位下压单元。
34.所述升降单元包括与所述下压架21固定连接的下压气缸22,设置在所述下压气缸22输出端的下压伸缩杆24以及与所述下压伸缩杆24固定连接的下压板25;所述下压板25上固定连接由若干组穿透所述下压架21的下压导杆23。
35.所述下压单元包括与下压板25固定连接的两组滑动单元,以及设置在所述两组滑动单元之间且与所述下压板25固定连接的下压杆29;所述下压杆29的端部设有真空吸盘。
36.所述两组滑动单元结构相同且并列设置;每组滑动单元包括与所述下压板25固定连接的下压滑轨26,与所述下压滑轨26适配的两组下压滑块27,固定安装在任意一组下压滑块27侧部的滑动气缸,设置在所述滑动气缸输出端且与另外一组下压滑块27连接的滑动伸缩杆;两组滑动单元同侧的下压滑块27上分别固定安装有下压固定块28;通过采用上述技术方案,由下压气缸22带动下压伸缩杆24进行伸缩,进而带动下压板25进行升降,进而带动调位下压单元进行下降,进而完成对汽车配件的压紧工作;当压不同型号的汽车配件时通过调位下压单元进行调整下压固定块28的间距,进而完成对不同型号的汽车配件的压紧工作;由滑动气缸带动滑动伸缩杆进行伸缩,进而带动两组下压滑块27进行改变间距,进而带动两组下压固定块28进行改变间距,进而将两组下压固定块28调整至适当的压紧位置,进而完成对汽车配件的压紧工作;设计下压组件2进行完成对汽车配件的稳定工作,通过设计两组滑动单元进行带动下压固定块28进行改变间距,进而进行压住不同位置及不同型号的汽车配件,进而通过弯折组件3进行完成对汽车配件的弯折工作,同时申请人在改进过程中遇到在不设计下压杆29和真空吸盘时,当弯折组件3移动时,进而以完成对不同位置的汽车配件弯折工作时,往往出现汽车配件也进行移位,进而不易准确定位弯折位置,进而增加了定位的过程,因此本技术的申请人结合实际情况,通过设计下压杆29和真空吸盘进行吸附汽车配件,在弯折
组件3发生移动时,避免了汽车配件出现移位现象。
37.工作原理说明:首先由弯折组件3调整至适当弯折位置;通过移动电机411进行工作,进而带动移动驱动轴412进行转动,进而带动移动丝杆415进行转动,进而带动移动滑板416进行移动,进而完成带动弯折固定块31和弯折连接块35的移动,进而完成带动弯折组件3的移动工作,当弯折组件3移动至适当位置后,将汽车配件放入弯折结构中,通过下压组件2进行压住汽车配件,以供弯折组件3进行弯折工作;首先通过下压气缸22带动下压伸缩杆24进行伸缩,进而带动下压板25进行升降,进而带动调位下压单元进行下降,进而完成对汽车配件的压紧工作;当压不同型号的汽车配件时通过调位下压单元进行调整下压固定块28的间距,进而完成对不同型号的汽车配件的压紧工作;由滑动气缸带动滑动伸缩杆进行伸缩,进而带动两组下压滑块27进行改变间距,进而带动两组下压固定块28进行改变间距,进而将两组下压固定块28调整至适当的压紧位置,进而完成对汽车配件的压紧工作;当汽车配件压紧完成后,通过弯折组件3进行完成对汽车配件的弯折工作,首先由弯折气缸34带动弯折伸缩杆33进行伸缩,进而带动弯折活动块32进行沿弯折固定块31进行摆动,进而完成对汽车配件的弯折工作;而当需要对汽车配件不同位置进行弯折时,通过驱动限位机构和弯折变位组件4进行带动弯折组件3进行改变位置,而在此过程中,下压组件2将上抬,而下压组件2上抬时,将由真空吸盘进行吸附汽车配件,进而避免汽车配件出现移位;而在弯折组件3弯折过程中,当汽车配件硬度较大时,驱动限位机构和弯折变位组件4中的移动单元41容易发生滑位现象,驱动限位机构和弯折变位组件4中的移动单元41发生移位时,由弯折组件3带动驱动限位机构和弯折变位组件4中的移动滑板416发生滑位,进而带动移动丝杆415发生转动,进而带动限位轴421发生转动,进而带动限位棘轮422发生转动,而在该转动过程中,将由限位抵块424进行抵住限位棘轮422,进而避免其转动,进而完成对限位棘轮422的限位工作,进而完成对限位轴421的限位,进而完成对移动丝杆415的限位,进而完成对移动滑板416的限位,进而完成弯折组件3的限位,进而避免了弯折组件3发生移位的情况;而当限位棘轮422无需限位时,则通过限位气缸427带动限位伸缩杆426伸缩,进而带动限位铰接架425移动,进而带动限位抵块424脱离对限位棘轮422的抵接。
38.另外需要说明的是,在上述具体实施方式中所描述的各个具体技术特征,在不矛盾的情况下,可以通过任何合适的方式进行组合。
39.为了避免不必要的重复,本发明对各种可能的组合方式不再另行说明。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。