1.本发明涉及熔喷布控制领域,具体涉及一种金属密封件机械加工装置。
背景技术:
2.金属密封件如图1所示,需要在外壁加工出用于安装密封圈的安装槽,如图2所示,现在传统的加工方式是对工件逐一进行铣加工,将安装槽铣出,这种加工方式效率太低,不能满足现在的使用要求。
技术实现要素:
3.为解决上述技术问题,本发明提供一种金属密封件机械加工装置,包括装载机构和机座,机座上装有转盘,转盘水平布置,转盘下端装有转轴,转轴立状布置,转轴中轴线在转盘盘面上的投影为转盘的圆心,转盘上布置有夹具,装载机构可拆卸式安装在夹具上,装载机构用于装载工件,夹具围绕转轴呈圆周阵列分布,机座上设置有加工机构,加工机构和夹具上的装载机构对应布置,加工机构用于将装载机构上的工件加工出安装槽,转轴连接a调节机构,a调节机构用于调节转轴间歇转动,将夹具依次转动到和加工机构对应的位置并停歇。
4.通过上述技术方案,能够实现将各工件先装载到装载机构中,然后再将各装载机构装配到夹具上,然后调节夹具依次转动到和加工机构对应的位置,停歇,在停歇的过程中,加工机构对对应位置上的装载机构上各工件进行开槽加工,一次加工量大,加工效率高。
5.优选的:装载机构包括支撑杆、撑托件和压紧件,支撑杆由a杆和b杆组成,a杆和b杆连接处设置有支撑座,a杆用于和夹具配合,b杆为螺纹杆,工件为圆筒状构件,工件一端端口内侧设置有挡肩,工件另一端朝下套接在支撑座上,支撑座抵靠撑托挡肩,撑托件和工件一一对应布置,撑托件为螺纹套筒,撑托件装配在b杆上,工件具有挡肩的端口朝上套接在撑托件上,撑托件下端抵靠位于下方的工件,撑托件上端撑托对应工件的挡肩,各工件在b杆上呈层叠状分布,压紧件为压紧螺母,压紧件用于压紧b杆上远离支撑座一端的工件。
6.通过上述技术方案,实现了将各工件依次安装在支撑杆上的目的,并且能够保证各工位的固定安装,便于后续加工的进行。
7.优选的:夹具为卡盘,卡盘上开设有和a杆匹配的插孔,卡盘上装有用于抵靠夹紧a杆的卡爪。
8.通过上述技术方案,实现了支撑杆和夹具的可拆卸式安装的目的,只需要将a杆插到插孔控制,卡爪将a杆夹紧即可实现装夹的工作。
9.优选的:加工机构包括两加工组件,两加工组件分布在转盘左右两侧,加工组件包括加工轴,加工轴的轴向和a转轴轴向一致,加工轴上装有磨盘组件,磨盘组件用于对工件外侧进行打磨将安装槽加工出来,两加工轴连接b调节机构,b调节机构用于调节两加工轴相互靠近或远离,两加工轴连接驱动机构,驱动机构用于驱动两加工轴转动。
10.通过上述技术方案,实现两组加工组件同步对位于左右对应位置上的装载机构上的工件进行加工的目的,进一步提升了加工效率。
11.优选的:磨盘组件由各磨盘组成,各磨盘固定安装在加工轴上,各磨盘和支撑杆上的各工件一一对应分布,各磨盘的高度和对应的工件上安装槽待加工位置的高度一致。
12.通过上述技术方案,实现了将安装槽打磨出的功能。
13.优选的:b调节机构包括两支撑架,两加工轴转动安装在两支撑架上,两支撑架安装在直线机构上,直线机构水平布置,直线机构沿着机座的左右方向布置,直线机构用于带动两支撑架相互靠近或远离。
14.通过上述技术方案,实现了调节两加工组件同步靠近或远离的目的。
15.优选的:直线机构为丝杠螺母机构,丝杠螺母机构中具有两螺旋旋向相反的螺母,两螺母和支撑架固定连接。
16.通过上述技术方案,实现丝杠螺母驱动直线运动的目的,丝杠螺母机构运行稳定,安全可靠,便于控制。
17.优选的:驱动机构包括主动轮和两从动轮,两从动轮安装在加工轴上端,主动轮和两从动轮的高度一致,主动轮和两从动轮呈三角状分布,主动轮和两从动轮之间装有传动带,主动轮和从动轮之间布置有涨紧机构,涨紧机构用于维持主动轮和从动轮之间的传动带始终处于涨紧状态。
18.通过上述技术方案,实现了驱动两加工轴同步转动的目的,传动稳定可靠。
19.优选的:主动轮和两从动轮为链轮,传动带为链条;或者主动轮和两传动轮为带轮,传动带为皮带。
20.优选的:涨紧机构设置有两组,两组涨紧机构分别布置在主动轮和两从动轮之间,涨紧机构包括导轮,导轮安装在弹性支架上,导轮和传动带配合,弹性支架用于对导轮施加a方向的弹性力,a方向垂直主动轮和对应从动轮之间的连线。
21.通过上述技术方案,实现了将主动轮和从动轮之间传动带始终压紧的目的,保证传动带的稳定传动。
22.优选的:a调节机构包括a调节组件和转动组件,a调节组件用于调节转轴间歇转动,将夹具依次转动到和加工机构对应的位置并停歇,转动组件用于调节各夹具转动。
23.通过上述技术方案,实现了调节转盘间歇转动的目的,使得各装载机构能够被转动到加工机构对应的加工位置,然后停歇,并且能够调节各夹具转动,带动各装载机构转动,实现工件外壁周身都能与磨盘接触,能够将安装槽完整的磨出。
24.优选的:a调节组件包括相互配合的槽轮和主动拨盘,槽轮水平布置,槽轮安装在转轴下端,槽轮上槽道的数量和夹具的数量一致。
25.通过上述技术方案,实现通过槽轮机构调节转轴间歇转动的目的,转动调节稳定,并且在暂歇时,能够维持转轴不动,使得装载机构停歇的位置能够始终保持和加工机构对应,保证加工的精确、稳定的进行。
26.优选的:转动组件包括联动轴、传动轴和转座,转座转动安装在转盘上,转座和夹具一一对应布置,夹具固定安装在转座上,传动轴的轴向和转轴的轴向一致,传动轴上端固定安装在转座下端,传动轴下端穿过转盘布置在机座内,传动轴下端装有从动齿轮,联动轴为空心轴,联动轴的轴向和转轴轴向一致,联动轴套接在传动轴上,联动轴的中轴线和转轴
的中轴线共线,联动轴和转轴构成转动配合,联动轴转动安装在机座内,联动轴上端装有齿盘,齿盘和各从动齿轮啮合,联动轴下端通过齿轮传动组件连接电机的输出轴。
27.通过上述技术方案,能够实现调节各夹具转动,进而实现带动各夹具上的装载机构转动的目的,配合加工机构,能够将安装槽稳定的磨出。
28.本发明的技术效果和优点:本发明提出的加工装置,结构稳定,布局合理,运行稳定,上下料方便快捷,能够实现一次性对多个工件进行开槽加工,极大的提升了加工效率,满足了现在的加工要求。
附图说明
29.图1为本发明提出的一种金属密封件机械加工装置中待加工工件的结构示意图。
30.图2为本发明提出的一种金属密封件机械加工装置中加工完成后的工件结构示意图。
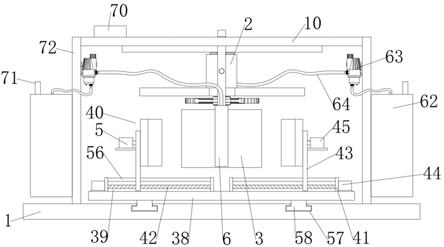
31.图3为本发明提出的一种金属密封件机械加工装置的结构示意图。
32.图4为本发明提出的一种金属密封件机械加工装置中装载机构的结构示意图。
33.图5为本发明提出的一种金属密封件机械加工装置内装载机构的局部剖视示意图。
34.图6为本发明提出的一种金属密封件机械加工装置内加工组件的结构示意图。
35.图7为本发明提出的一种金属密封件机械加工装置中转盘的俯视示意图。
36.图8为本发明提出的一种金属密封件机械加工装置中驱动机构的俯视示意图。
37.图9为本发明提出的一种金属密封件机械加工装置中a调节机构的结构示意图。
38.附图标记说明:100、机座;200、装载机构;210、支撑杆;211、a杆;212、b杆;213、支撑座;220、撑托件;230、压紧件;300、加工机构;310、加工轴;311、从动轮;320、磨盘;330、支撑架;340、主动轮;350、传动带;360、弹性支架;370、导轮;380、直线机构;400、转盘;500、夹具;600、a调节机构;610、转轴;611、槽轮;612、主动拨盘;620、转座;630、传动轴;640、从动齿轮;650、齿盘;660、联动轴;670、齿轮传动组件;680、电机。
具体实施方式
39.下面结合附图和具体实施方式对本发明作进一步详细的说明。本发明的实施例是为了示例和描述起见而给出的,而并不是无遗漏的或者将本发明限于所公开的形式。很多修改和变化对于本领域的普通技术人员而言是显而易见的。选择和描述实施例是为了更好说明本发明的原理和实际应用,并且使本领域的普通技术人员能够理解本发明从而设计适于特定用途的带有各种修改的各种实施例。
40.实施例1参考图1~图9,在本实施例中提出了一种金属密封件机械加工装置,包括装载机构200和机座100,机座100上装有转盘400,转盘400水平布置,转盘400下端装有转轴610,转轴610立状布置,转轴610中轴线在转盘400盘面上的投影为转盘400的圆心,转盘400上布置有夹具500,装载机构200可拆卸式安装在夹具500上,装载机构200用于装载工件,夹具500围绕转轴610呈圆周阵列分布,机座100上设置有加工机构300,加工机构300和夹具500上的装载机构200对应布置,加工机构300用于将装载机构200上的工件加工出安装槽,转轴610连
接a调节机构600,a调节机构600用于调节转轴610间歇转动,将夹具500依次转动到和加工机构300的对应位置并停歇;通过上述设置,能够实现将各工件先装载到装载机构200中,然后再将各装载机构200装配到夹具500上,然后调节夹具500依次转动到和加工机构300对应的位置,停歇,在停歇的过程中,加工机构300对对应位置上的装载机构200上各工件进行开槽加工,一次加工量大,加工效率高。
41.装载机构200包括支撑杆210、撑托件220和压紧件230,支撑杆210由a杆211和b杆212组成,a杆211和b杆212连接处设置有支撑座213,a杆211用于和夹具500配合,b杆212为螺纹杆,工件为圆筒状构件,工件一端端口内侧设置有挡肩,工件另一端朝下套接在支撑座213上,支撑座213抵靠撑托挡肩,撑托件220和工件一一对应布置,撑托件220为螺纹套筒,撑托件220装配在b杆212上,工件具有挡肩的端口朝上套接在撑托件220上,撑托件220下端抵靠位于下方的工件,撑托件220上端撑托对应工件的挡肩,各工件在b杆212上呈层叠状分布,压紧件230为压紧螺母,压紧件230用于压紧b杆212上远离支撑座213一端的工件;通过上述设置,实现了将各工件依次安装在支撑杆210上的目的,并且能够保证各工位的固定安装,便于后续加工的进行。
42.夹具500为卡盘,卡盘上开设有和a杆211匹配的插孔,卡盘上装有用于抵靠夹紧a杆211的卡爪;通过上述设置,实现了支撑杆210和夹具500的可拆卸式安装的目的,只需要将a杆211插到插孔控制,卡爪将a杆211夹紧即可实现装夹的工作。
43.加工机构300包括两加工组件,两加工组件分布在转盘400左右两侧,加工组件包括加工轴310,加工轴310的轴向和a转轴610轴向一致,加工轴310上装有磨盘组件,磨盘组件用于对工件外侧进行打磨将安装槽加工出来,两加工轴310连接b调节机构,b调节机构用于调节两加工轴310相互靠近或远离,两加工轴310连接驱动机构,驱动机构用于驱动两加工轴310转动;实现两组加工组件同步对位于左右对应位置上的装载机构200上的工件进行加工的目的,进一步提升了加工效率。
44.磨盘组件由各磨盘320组成,各磨盘320固定安装在加工轴310上,各磨盘320和支撑杆210上的各工件一一对应分布,各磨盘320的高度和对应的工件上安装槽待加工位置的高度一致。
45.b调节机构包括两支撑架330,两加工轴310转动安装在两支撑架330上,两支撑架330安装在直线机构380上,直线机构380水平布置,直线机构380沿着机座100的左右方向布置,直线机构380用于带动两支撑架330相互靠近或远离。
46.直线机构380为丝杠螺母机构,丝杠螺母机构中具有两螺旋旋向相反的螺母,两螺母和支撑架330固定连接。
47.驱动机构包括主动轮340和两从动轮311,两从动轮311安装在加工轴310上端,主动轮340和两从动轮311的高度一致,主动轮340和两从动轮311呈三角状分布,主动轮340和两从动轮311之间装有传动带350,主动轮340和从动轮311之间布置有涨紧机构,涨紧机构用于维持主动轮340和从动轮311之间的传动带350始终处于涨紧状态;实现了驱动两加工轴310同步转动的目的,传动稳定可靠。
48.主动轮340和两从动轮311可以是链轮也可以是带轮,传动带350为链条或皮带。
49.涨紧机构设置有两组,两组涨紧机构分别布置在主动轮340和两从动轮311之间,涨紧机构包括导轮370,导轮370安装在弹性支架360上,导轮370和传动带350配合,弹性支
架360用于对导轮370施加a方向的弹性力,a方向垂直主动轮340和对应从动轮311之间的连线;实现了将主动轮340和从动轮311之间传动带350始终压紧的目的,保证传动带350的稳定传动。
50.a调节机构600包括a调节组件和转动组件,a调节组件用于调节转轴610间歇转动,将夹具500依次转动到和加工机构300对应的位置并停歇,转动组件用于调节各夹具500转动;实现了调节转盘400间歇转动的目的,使得各装载机构200能够被转动到加工机构300对应的加工位置,然后停歇,并且能够调节各夹具500转动,带动各装载机构200转动,实现工件外壁周身都能与磨盘320接触,能够将安装槽完整的磨出。
51.a调节组件包括相互配合的槽轮611和主动拨盘612,槽轮611水平布置,槽轮611安装在转轴610下端,槽轮611上槽道的数量和夹具500的数量一致;实现通过槽轮机构调节转轴610间歇转动的目的,转动调节稳定,并且在暂歇时,能够维持转轴610不动,使得装载机构200停歇的位置能够始终保持和加工机构300对应,保证加工的精确、稳定的进行。
52.转动组件包括联动轴660、传动轴630和转座620,转座620转动安装在转盘400上,转座620和夹具500一一对应布置,夹具500固定安装在转座620上,传动轴630的轴向和转轴610的轴向一致,传动轴630上端固定安装在转座620下端,传动轴630下端穿过转盘400布置在机座100内,传动轴630下端装有从动齿轮640,联动轴660为空心轴,联动轴660的轴向和转轴610轴向一致,联动轴660套接在转轴610上,联动轴660的中轴线和转轴610的中轴线共线,联动轴660和转轴610构成转动配合,联动轴660转动安装在机座100内,联动轴660上端装有齿盘650,齿盘650和各从动齿轮640啮合,联动轴660下端通过齿轮传动组件670连接电机680的输出轴;上述设置,能够实现调节各夹具500转动,进而实现带动各夹具500上的装载机构200转动的目的,配合加工机构300,能够将安装槽稳定的磨出。
53.本实施例提出的加工装置,在使用时,首先,将工件安装到支撑杆210上;工件具有挡肩的端口朝上,从b杆212上套到支撑座213上,挡肩落在支撑座213上,并套接在支撑座213上,然后装入一个撑托件220,撑托件220下端压紧套接在支撑座213上的工件,然后再将下一个工件套接在撑托件220上,撑托件220撑托工件的挡肩,然后再装入下一个撑托件220,重复上述步骤,直至b杆212上装满工件,最后用压紧件230将最后一个工件压紧;然后将装满工件的支撑杆210装入到夹具500中,首先将a杆211插到卡盘的插孔中,然后卡爪将a杆211夹紧,在本实施例中,夹具500布置有6组,将6组夹具500都装上支撑杆210之后,开始加工;主动轮340转动,主动轮340由一组变速箱和电机驱动,主动轮340通过传动带350带动两个从动轮311转动,从动轮311带动两加工轴310转动,加工轴310带动其上磨盘320转动,然后丝杠螺母机构启动,带动两加工轴310相互靠近,磨盘320和支撑杆210上的工件接触,进行开槽加工,与此同时,电机680启动,通过齿轮传动组件670带动联动轴660转动,联动轴660带动齿盘650转动,齿盘650带动各从动齿轮640转动,从动齿轮640通过传动轴630和转座620带动卡盘转动,实现带动支撑杆210转动,支撑杆210带动其上各工件转动,配合磨盘320,对工件外侧周身进行开槽处理,丝杠螺母机构调节两加工轴310带磨盘320行进到预设槽深位置暂停;然后丝杠螺母机构带动两加工轴310相互远离,磨盘320脱离工件,然后主动拨盘
612启动,主动拨盘612由伺服电机带动,主动拨盘612带动槽轮611转动,槽轮611转动一个角度后停歇,槽轮611通过转轴610带动转盘400转动一个角度,将下一组装载机构200转动到左右两加工轴310前方对应的加工位置,然后重复上述步骤,直至将6组装载机构200上的工件加工完毕,最后将各装载机构200取下,将支撑杆210上的各工件取下即可。
54.本发明提出的加工装置,结构稳定,布局合理,运行稳定,上下料方便快捷,能够实现一次性对多个工件进行开槽加工,极大的提升了加工效率,满足了现在的加工要求。
55.显然,所描述的实施例仅仅是本发明的一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域及相关领域的普通技术人员在没有作出创造性劳动的前提下所获得的所有其他实施例,都应属于本发明保护的范围。本发明中未具体描述和解释说明的结构、装置以及操作方法,如无特别说明和限定,均按照本领域的常规手段进行实施。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。