1.本实用新型涉及刀具领域,特别涉及一种外形轮廓加工刀具。
背景技术:
2.外形轮廓加工刀具是一种钨钢材质的刀具,对待加工物品进行外形轮廓加工操作。
3.由于刀具加工过程中需要与待加工物品的切割部位进行快速摩擦,因此加工时刀具的表面温度会较高,刀具长时间在高温下工作会导致刀具变形,进而影响刀具的使用寿命。
4.故需要提供一种外形轮廓加工刀具来解决上述问题。
技术实现要素:
5.本实用新型是一种外形轮廓加工刀具,该外形轮廓加工刀具通过用于引入冷却液的导流孔以及导流槽来达到冷却刀齿的目的,在使用过程中,冷却液通过刀体上的导流孔与导流槽流入到刀齿上,从而起到冷却刀具的效果,解决了现有技术中刀具的工作温度过高的问题。
6.为解决上述问题,本实用新型的内容为:一种外形轮廓加工刀具,其特征在于包括刀体、刀齿、转轴以及螺母;所述刀体为圆柱体,包括内孔、导流孔、导流槽;所述内孔设置在所述刀体的中心;所述刀齿设置于所述刀体的外圆周面上。
7.所述导流孔设置于所述刀体外圈与所述刀体中心之间;所述导流孔内部与所述刀齿之间设置有导流槽,所述导流孔内表面设置有所述导流槽的进液口,所述刀齿刃口侧端设置有所述导流槽的出液口。
8.所述转轴设置有固定件、螺纹,所述固定件与所述螺纹之间的距离为所述刀体的轴向宽度;使用时,所述刀体套装在所述转轴上,所述螺母与所述固定件分别与所述刀体的两侧端紧贴,用于固定刀体,使转轴带动刀体一起转动。
9.进一步的,所述导流槽在刀体侧面的平面投影为劣弧,所述劣弧上任一点的切线与所述劣弧只有一个交点;劣弧的凸起方向与刀体的旋转方向一致;按工作状态刀体的旋转方向,所述劣弧的起点和所述刀体中心连线与劣弧的终端和刀体中心连线的夹角大于0度且小于90度,所述劣弧的起点与刀体中心的距离小于劣弧的终点与刀体中心的距离。
10.进一步的,所述导流槽为圆管形通道,节省刀体的内部空间且美观。
11.进一步的,所述导流槽的进液口高度高于出液口高度,便于冷却液的流出,提高冷却效果。
12.优选的,所述导流槽包括第一导流槽、第二导流槽;所述第一导流槽长度长于第二导流槽,且第一导流槽的坡度大于第二导流槽的坡度或者所述第一导流槽在所述导流孔内的进液口位置在所述刀体的轴向方向上低于所述第二导流槽的进液口位置,使得冷却液流向每条槽内的流量均匀。
13.进一步的,每相邻两个刀齿之间均匀设置3组导流槽,每个所述导流孔内设置6组导流槽,平行并排均匀设置成两排,增加冷却液的散布面积,确保冷却液全面覆盖刀齿,提高冷却效果。
14.进一步的,所述相邻俩刀齿的下端连接处设置有一个反向圆弧形的集液凹槽,所述集液凹槽位于所述出液口的下方,使冷却液能够落在刀刃上。
15.进一步的,所述的螺母在所述刀体侧端面的正投影覆盖所述的切削导流孔,或者将所述导流孔与所述螺母接触的端面封闭,使得冷却液能全部流入到切削导流槽中,提高资源的利用率。
16.进一步的,所述的内孔设置有一个卡槽,所述转轴在相对应所述卡槽的位置设置有凸起,安装时,所述凸起与所述卡槽固定,能防止切削过程中刀具与转轴相对滑动。
17.本实用新型由于采用了上述的外形轮廓加工刀具,相较于现有技术,其有益效果为:本实用新型是一种外形轮廓加工刀具,该外形轮廓加工刀具通过用于引入冷却液的导流孔以及导流槽来达到冷却刀齿的目的,在使用过程中,冷却液通过刀体上的导流孔与导流槽流入到刀齿上,从而起到冷却刀具的效果,解决了现有技术中刀具的工作温度过高的问题,大大提高了外形轮廓加工刀具的使用寿命以及加工的效率,降低了使用成本。
附图说明
18.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面对实施例中所需要使用的附图作简单的介绍,下面描述中的附图仅为本实用新型的部分实施例相应的附图。
19.图1为本实用新型的外形轮廓加工刀具的一实施例的结构示意图。
20.图2为本实用新型的外形轮廓加工刀具的一实施例的主视图。
21.图3为图2的b
‑
b剖面图。
22.图4为本实用新型的外形轮廓加工刀具的一实施例的右视图。
具体实施方式
23.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
24.本实用新型中所提到的方向用语,例如「上」、「下」、「前」、「后」、「左」、「右」、「内」、「外」、「侧面」、「顶部」以及「底部」等词,仅是参考附图的方位,使用的方向用语是用以说明及理解本实用新型,而非用以限制本实用新型。
25.请参照图1至图4,图1为本实用新型的外形轮廓加工刀具的一实施例的结构示意图;图2为本实用新型的外形轮廓加工刀具的一实施例的主视图;图3为图2的b
‑
b剖面图;图4为本实用新型的外形轮廓加工刀具的一实施例的右视图。
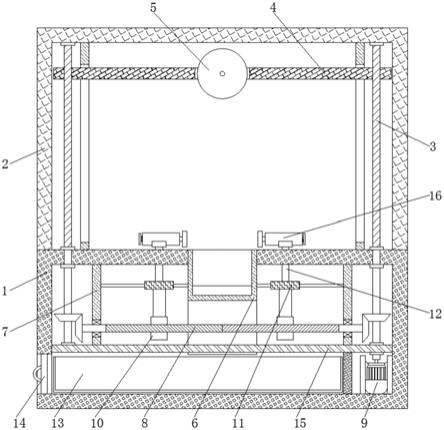
26.在本实施例中,该外形轮廓加工刀具10包括刀体11、刀齿12、转轴15以及螺母17。该刀体11为圆柱体,其内设置有内孔110、导流孔13、导流槽19。该内孔110设置在刀体11的中心;刀齿12设置于所述刀体11的外圆周面上;导流孔13设置于刀体11外圈与刀体11中心
之间。
27.导流孔13的内部与刀齿12之间设置有导流槽19,导流孔13内表面设置有导流槽19的进液口111,刀齿12刃口侧端设置有导流槽19的出液口14。
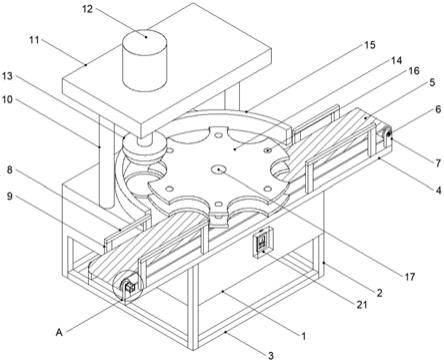
28.转轴15上设置有固定件16、螺纹151,固定件16与螺纹151之间的距离为刀体11的轴向宽度;刀体11套装在转轴15的固定件16与螺纹151之间,螺母17与固定件16分别紧贴在刀体11的两侧端,用于固定刀体11,使转轴15带动刀体11一起转动。其中,在内孔110内设置一个卡槽113,转轴15在相对应卡槽113的位置设置一个凸起114,该凸起114与卡槽113固定连接,可以防止切削过程中刀体11与转轴15产生相对滑动。
29.本实用新型的工作原理:使用时,将刀体11套装在转轴15上,通过转轴15一端的螺纹151将螺母17拧紧,利用螺母17与转轴15上固定件16的作用使刀体11的两侧端分别与螺母17和固定件16紧贴。转轴15竖向固定在驱动装置上,带动刀体11一起转动。刀体11上的刀齿12接触到待加工的产品,对待加工的产品进行切削操作。冷却液顺着转轴15往下流,进入到导流孔13内。在旋转力的作用下,冷却液流入导流槽19的流速加快,从出液口14流出,部分冷却液积聚在集液凹槽18内,部分冷却液在惯性的作用下直接覆盖在刀齿12上,随着集液凹槽18内冷却液的增多从而可以覆盖到刀刃上。
30.优选的,可选择大直径的螺母17,使其能够遮住刀体11侧端面上的导流孔13,或者直接将导流孔13与螺母17接触的那个端面封闭,防止冷却液从刀体11靠近螺母17侧流出,提高冷却液利用率。
31.进一步的,导流槽在刀体侧面的平面投影为劣弧112,该劣弧112上任一点的切线与劣弧112只有一个交点,表示只有一个凹向,便于冷却液的流动。劣弧112的凸起方向与刀体11的旋转方向一致;具体的,按工作状态刀体11的旋转方向,劣弧112的起点和刀体11中心连线与劣弧112的终端和刀体11中心连线的夹角大于0度且小于90度,其中劣弧112的起点与刀体11中心的距离小于劣弧112的终点与刀体11中心的距离。
32.可选的,将导流槽19设置为圆管形通道,既节省内部空间又美观。在每邻两个刀齿12之间均匀设置3组导流槽19,每个导流孔13内设置6组导流槽19,平行并排均匀设置成两排;同时,可在相邻两刀齿12的下端连接处设置有一个反向圆弧形的集液凹槽18,该集液凹槽18位于出液口14的下方,确保冷却液能够全部覆盖到刀齿12上,增加冷却效果。
33.其中,为了便于冷却液的流通,将导流槽19的进液口111高度高于出液口14高度。当同一个导流孔13内的导流槽19长度不一致时,即第一导流槽192大于第二导流槽191时,设置时要将第一导流槽192的坡度大于第二导流槽191的坡度,增加第一导流槽192的内冷却液的流速;或者将第一导流槽192在导流孔13内的进液口111在刀体11的轴向方向上的位置低于第二导流槽191的进液口111位置,使冷却液先流入第一导流槽192,确保流向每条导流槽19内的流量均匀,降低刀齿12温度不均匀带来的影响。
34.因此,本实施例的外形轮廓加工刀具10在使用过程中,通过刀体上的导流孔13与导流槽19使冷却液流入到刀齿12及其刃口上,从而起到冷却刀具的效果。
35.综上所述,虽然本实用新型已以优选实施例揭露如上,但上述优选实施例并非用以限制本实用新型,本领域的普通技术人员,在不脱离本实用新型的精神和范围内,均可作各种更动与润饰,因此本实用新型的保护范围以权利要求界定的范围为准。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。