1.本实用新型涉及喷涂领域,特别涉及一种油漆自动配比混合设备。
背景技术:
2.涂装是现代的产品制造工艺中的一个重要环节。防锈、防蚀涂装质量是产品全面质量的重要方面之一。产品外观质量不仅反映了产品防护、装饰性能 , 而且也是构成产品价值的重要因素。
3.涂装是一个系统工程,它包括涂装前对被涂物表面的处理、涂布工艺和干燥三个基本工序以及设计合理的涂层系统,选择适宜的涂料,确定良好的作业环境条件,进行质量、工艺管理和技术经济等重要环节。
4.因此涂装对表面工艺质量要求和外观色彩的要求越来越高,而高要求都需要对油漆的配比及粘度有着很高的要求。
技术实现要素:
5.本实用新型提供一种油漆自动配比混合设备,旨在匹配对油漆配比和粘度的高要求。
6.本实用新型提供一种油漆自动配比混合设备,包括装有油漆原液的第一容器、装有油漆调试剂的第二容器、用于盛放混合后油漆的第三容器、控制系统、控制阀、实时测量混合后油漆粘度的在线粘度检测仪,每个所述第一容器和每个所述第二容器均通过抽液管分别连接一个控制阀,多个所述控制阀的出液管通过岐管汇聚到第三容器内,所述在线粘度检测仪设置在第三容器内并与混合后的油漆接触,所述控制系统分别连接控制阀和在线粘度检测仪,所述控制系统根据在线粘度检测仪反馈的信息调节控制阀的输出流量。
7.作为本实用新型的进一步改进,所述控制系统设定并调节控制阀的流量为匀速输出或变速输出。
8.作为本实用新型的进一步改进,所述第二容器包括装有开油水的开油水容器、装有油漆固化剂的固化剂容器,所述开油水容器通过抽液管连接控制阀b,所述固化剂容器通过抽液管连接控制阀c,所述第一容器通过抽液管连接控制阀a,所述控制系统调节控制阀a与控制阀b,或控制阀a与控制阀c之间的输出流量比来控制混合后油漆的粘度。
9.作为本实用新型的进一步改进,所述抽液管上设有压力检测器。
10.作为本实用新型的进一步改进,所述控制阀为齿轮泵,所述控制系统调节齿轮泵的转速来调节流量的输出速度。
11.作为本实用新型的进一步改进,所述控制系统为plc控制系统。
12.本实用新型的有益效果是:自动配比混合设备能够根据提前设定的油漆粘度比例,通过在线粘度检测仪反馈的粘度情况,控制系统控制齿轮泵自动配比混合油漆到设定的比例后混合输入,从而保证待喷涂的油漆粘度持续维持在合适的范围内,满足涂装对表面工艺质量要求和外观色彩的要求。
附图说明
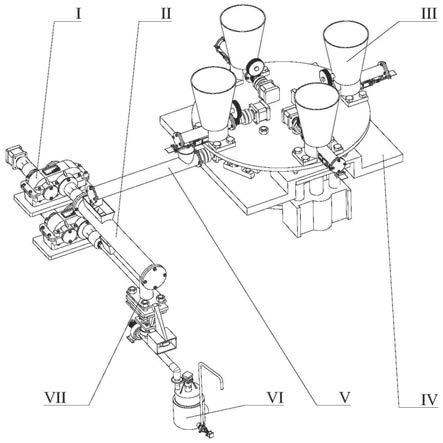
13.图1是本实用新型一种油漆自动配比混合设备的结构示意图。
具体实施方式
14.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。
15.实施例一:
16.如图1所示,本实用新型的一种油漆自动配比混合设备,包括装有油漆原液的第一容器1、装有油漆调试剂的第二容器2、用于盛放混合后油漆的第三容器3、控制系统、控制阀4、实时测量混合后油漆粘度的在线粘度检测仪5,每个第一容器1和每个第二容器2均通过抽液管6分别连接一个控制阀4,多个控制阀4的出液管通过岐管7汇聚到第三容器3内,在线粘度检测仪5设置在第三容器3内并与混合后的油漆接触,控制系统分别连接控制阀4和在线粘度检测仪5,控制系统根据在线粘度检测仪5反馈的信息调节控制阀4的输出流量。
17.控制系统优选为plc控制系统;控制阀4优选为齿轮泵,控制系统调节齿轮泵的转速来调节流量的输出速度。
18.使用时,在plc控制系统设定混合油漆的粘度值范围,并通过在线粘度检测仪实时监测第三容器3内混合后油漆的粘度。当第三容器3内的混合油漆被喷涂消耗时,plc控制系统会按照设定的流量输出值,控制第一容器1和第二容器2对应的齿轮泵打开,并通过岐管7混合后汇入第三容器3内,此时第三容器3内油漆粘度的变化值通过在线粘度检测仪5实时反馈给plc控制系统,plc控制系统根据反馈数值判断是不是在设定粘度范围内,如果超出设定范围,plc控制系统调节第一容器1和第二容器2的齿轮泵,分别对两种或多种涂料进行补偿增减比例,慢慢转换输出料管通过流量的大小汇流到岐管,再通过岐管7输入待喷涂油漆桶、即第三容器3内,将第三容器3内的油漆粘度调节回设定的粘度范围内。
19.抽液管6上设有压力检测器8。压力检测器实施检测第一容器1、第二容器2的液体抽取状态,可通过压力检测器8判断第一容器1、第二容器2的工作情况。也可通过压力检测器8内压力的异常变化来判断齿轮泵是否出现故障。
20.实施例二:
21.在实施例一的基础上,plc控制系统设定并调节控制阀4的流量为匀速输出或变速输出。当混合后油漆的粘度在设定的粘度范围内,则plc控制系统调节齿轮泵的转速,使第一容器1和第二容器2内的液体均保持匀速地输出流量,保证混合油漆的供应;当混合后油漆的粘度不在设定的粘度范围时,则plc控制系统会根据检测到混合油漆粘度的过淡或过浓的情况,来变速地加快或减缓油漆原液或油漆调试剂的输出流量。
22.通过plc控制系统控制齿轮泵的转速来控流的方式比较线性,可以调节成转速范围内任意的转速值,使粘度的调节更加精确。
23.实施例三:
24.如图1所示,在实施例一和二的基础上,具体的,第二容器2包括装有开油水的开油水容器、装有油漆固化剂的固化剂容器,开油水容器通过抽液管连接控制阀b,固化剂容器通过抽液管连接控制阀c,第一容器1通过抽液管连接控制阀a,控制系统调节控制阀a与控制阀b,或控制阀a与控制阀c之间的输出流量比来控制混合后油漆的粘度。
25.开油水用于稀释混合油漆的粘度,而固化剂用于加大混合油漆的粘度。根据油漆原液自身的浓度,结合带喷涂油漆的浓度,先通过plc控制系统设定齿轮泵a与齿轮泵b同时开启混合、或者设定齿轮泵a与齿轮泵c同时开启混合。通过设定齿轮泵a与齿轮泵b/齿轮泵c的转速的速度来确定输出流量从而达到混合粘度。
26.当混合油漆的粘度小于设定范围时,plc控制系统会提高固化剂对应齿轮泵c的转速来加大混合油漆的粘度,使其提高到设定的粘度范围之内;当混合油漆的粘度大于设定范围时,plc控制系统会提高开油水对应齿轮泵b的转速来减小混合油漆的粘度,使其降低到设定的粘度范围之内。
27.以上内容是结合具体的优选实施方式对本实用新型所作的进一步详细说明,不能认定本实用新型的具体实施只局限于这些说明。对于本实用新型所属技术领域的普通技术人员来说,在不脱离本实用新型构思的前提下,还可以做出若干简单推演或替换,都应当视为属于本实用新型的保护范围。
技术特征:
1.一种油漆自动配比混合设备,其特征在于,包括装有油漆原液的第一容器、装有油漆调试剂的第二容器、用于盛放混合后油漆的第三容器、控制系统、控制阀、实时测量混合后油漆粘度的在线粘度检测仪,每个所述第一容器和每个所述第二容器均通过抽液管分别连接一个控制阀,多个所述控制阀的出液管通过岐管汇聚到第三容器内,所述在线粘度检测仪设置在第三容器内并与混合后的油漆接触,所述控制系统分别连接控制阀和在线粘度检测仪,所述控制系统根据在线粘度检测仪反馈的信息调节控制阀的输出流量。2.根据权利要求1所述的油漆自动配比混合设备,其特征在于,所述控制系统设定并调节控制阀的流量为匀速输出或变速输出。3.根据权利要求1所述的油漆自动配比混合设备,其特征在于,所述第二容器包括装有开油水的开油水容器、装有油漆固化剂的固化剂容器,所述开油水容器通过抽液管连接控制阀b,所述固化剂容器通过抽液管连接控制阀c,所述第一容器通过抽液管连接控制阀a,所述控制系统调节控制阀a与控制阀b,或控制阀a与控制阀c之间的输出流量比来控制混合后油漆的粘度。4.根据权利要求1所述的油漆自动配比混合设备,其特征在于,所述抽液管上设有压力检测器。5.根据权利要求1所述的油漆自动配比混合设备,其特征在于,所述控制阀为齿轮泵,所述控制系统调节齿轮泵的转速来调节流量的输出速度。6.根据权利要求1所述的油漆自动配比混合设备,其特征在于,所述控制系统为plc控制系统。
技术总结
本实用新型涉及喷涂领域,特别涉及一种油漆自动配比混合设备。该设备包括装有油漆原液的第一容器、装有油漆调试剂的第二容器、用于盛放混合后油漆的第三容器、控制系统、控制阀、实时测量混合后油漆粘度的在线粘度检测仪,每个第一容器和每个所述第二容器均通过抽液管分别连接一个控制阀,多个控制阀的出液管通过岐管汇聚到第三容器内,在线粘度检测仪设置在第三容器内并与混合后的油漆接触,控制系统分别连接控制阀和在线粘度检测仪,控制系统根据在线粘度检测仪反馈的信息调节控制阀的输出流量。该设备保证待喷涂的油漆粘度持续维持在合适的范围内,满足涂装对表面工艺质量要求和外观色彩的要求。外观色彩的要求。外观色彩的要求。
技术研发人员:黄海荣 郭亚光 姜龙
受保护的技术使用者:深圳远荣智能制造股份有限公司
技术研发日:2021.01.26
技术公布日:2021/11/9
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。