1.本发明涉及件烟码垛技术领域,尤其涉及一种成品件烟高效柔性层码系统及方法。
背景技术:
2.对于烟草企业来说,生产过程烟草的输送工序和能否及时有效地输送入库,直接影响整个烟草的生产效率。成品件烟码垛,作为烟草制品及在制品物流配送过程中的重要工序,是指按照设定的模式,将成品件烟堆码成垛,从而以集成单元化的料垛来实现成品件烟的储藏和运输。随着经济的发展,生产活动的速度越来越快,码垛速度和码垛质量也有了较高的要求,码垛机器人应运而生。
3.综合机器人码垛以及机械式码垛优劣,烟草行业目前普遍使用多关节机器人完成成品件烟码垛作业。虽然将关节机器人应用于成品件烟码垛环节,可大幅度提高成品物流系统自动化、柔性化水平,但机器人码垛系统建设成本高,维护技术技能水平要求高等问题却也客观存在。
4.因此,亟需一种成品件烟高效柔性层码系统及方法。
技术实现要素:
5.本发明的目的是提供一种成品件烟高效柔性层码系统及方法,以解决上述现有技术中的问题,能够协同已有的机器人码垛系统,互为补充,提升成品件烟物流生产效率、系统柔性。
6.本发明提供了一种成品件烟高效柔性层码系统,其中,包括:
7.依次设置的件烟输入校验组件、平层组盘组件和层码物流组件,其中,
8.所述件烟输入校验组件用于输入成品件烟,并对所述成品件烟进行校验;
9.所述平层组盘组件用于按预设规则,将若干所述成品件烟组合成单层组合体;
10.所述层码物流组件用于将若干单层组合体组合成多层组合体,并输出所述多层组合体。
11.如上所述的成品件烟高效柔性层码系统,其中,优选的是,所述件烟输入校验组件包括件烟分拣线、第一皮带输送机、光电开关、读码器、垂直光栅和侧向光栅,其中:所述光电开关设置于所述第一皮带输送机侧方,用以检测所述成品件烟到达检测区域的信号,所述读码器用于读取由所述件烟分拣线输送至所述第一皮带输送机的成品件烟的条形码或二维码;所述垂直光栅和所述侧向光栅设置于所述第一皮带输送机的末端,并且所述垂直光栅和所述侧向光栅围设成所述成品件烟的行进通路,用于检测所述成品件烟的外形。
12.如上所述的成品件烟高效柔性层码系统,其中,优选的是,所述成品件烟高效柔性层码系统还包括单机电控组件,用于控制外形合格的成品件烟从所述件烟分拣线进入所述皮带输送机。
13.如上所述的成品件烟高效柔性层码系统,其中,优选的是,所述成品件烟高效柔性
层码系统还包括设置在所述件烟输入校验组件和所述平层组盘组件之间的调姿组件,用于调整所述成品件烟的姿态,所述调姿组件包括调姿机器人底座、第二皮带输送机、调姿机器人、调姿机器人夹具和负压吸盘组,其中:所述调姿机器人底座设置于所述第二皮带输送机的进料端上方,所述调姿机器人设置于所述调姿机器人底座上;所述调姿机器人底座的下部空间用于供所述成品件烟通行;所述调姿机器人夹具403设置于所述调姿机器人的机械臂顶端;所述负压吸盘组设置于所述调姿机器人夹具上。
14.如上所述的成品件烟高效柔性层码系统,其中,优选的是,所述层码物流组件包括第一链式输送机、升降辊道输送机、第二链式输送机、rfid读写器、推移机器人机架、推移机器人、侧向定位气缸、侧向定位板、背向定位气缸、背向定位板、背向辅助定位气缸、背向辅助定位板、搁板往复气缸、搁板和托盘,所述第一链式输送机、所述升降辊道输送机和所述第二链式输送机的轴线一致,并且与所述第一皮带输送机的轴线垂直,第一链式输送机为空托盘输入端,第二链式输送机为件烟烟垛输出端。
15.如上所述的成品件烟高效柔性层码系统,其中,优选的是,所述推移机器人设置于所述推移机器人机架上;所述侧向定位气缸、所述侧向定位板、所述背向定位气缸、所述背向定位板、所述背向辅助定位气缸、所述背向辅助定位板和所述搁板往复气缸设置于所述推移机器人机架上,所述侧向定位气缸用于驱动所述侧向定位板的前后移动,所述背向定位气缸用于驱动所述背向定位板的前后移动,所述背向辅助定位气缸用于驱动所述背向辅助定位板的前后移动,其中,所述侧向定位板、所述背向定位板的底边略高于所述搁板的上表面,所述背向辅助定位气缸的上沿略低于所述搁板的下表面;所述搁板的上表面与所述平层组盘组件的载货面平齐,所述搁板往复气缸用于驱动所述搁板的行程,所述搁板的往复滑轨固定于所述推移机器人机架上;所述rfid读写器设置于所述第二链式输送机的中轴线上,且位于所述第二链式输送机的上表面下方,所述rfid读写器的rfid芯片设置在所述托盘底部中心。
16.本发明还提供一种成品件烟高效柔性层码方法,包括:
17.输入成品件烟,并对所述成品件烟进行校验;
18.按预设规则,将若干所述成品件烟组合成单层组合体;
19.将若干单层组合体组合成多层组合体,并输出所述多层组合体。
20.如上所述的成品件烟高效柔性层码方法,其中,优选的是,所述输入成品件烟,并对所述成品件烟进行校验,具体包括:
21.将所述成品件烟由件烟分拣线输送至第一皮带输送机;
22.通过设置在所述第一皮带输送机末端侧方的光电开关,检测所述成品件烟是否向后工序输送;
23.在所述成品件烟通过所述第一皮带输送机时,利用读码器对所述成品件烟的条形码或二维码进行读取、校对和记录;
24.在所述成品件烟脱离所述第一皮带输送机过程中,利用垂直光栅和侧向光栅检测所述成品件烟的外形;
25.在检测到读码异常,和/或所述成品件烟的外形超过极限值时,利用单机电控组件进行报警。
26.如上所述的成品件烟高效柔性层码方法,其中,优选的是,在对所述成品件烟进行
校验后,所述成品件烟高效柔性层码方法还包括:
27.调整所述成品件烟的姿态,
28.所述调整所述成品件烟的姿态,具体包括:
29.当所述成品件烟完全进入第二皮带输送机后,调姿机器人通过调姿机器人夹具和负压吸盘组,将所述成品件烟的姿态由平倒状态调整为直立状态;
30.所述调姿机器人将调整姿态后的所述成品件烟放置于平层组盘组件上。
31.如上所述的成品件烟高效柔性层码方法,其中,优选的是,所述将若干单层组合体组合成多层组合体,并输出所述多层组合体,具体包括:
32.步骤b1、通过第一链式输送机将托盘输送至升降辊道输送机上;
33.步骤b2、所述升降辊道输送机在机械力的作用下上升,直至所述升降辊道输送机上的所述托盘的上表面比所述平层组盘组件的载货面低4mm
‑
6mm;
34.步骤b3、在所述升降辊道输送机上升到位后,搁板往复气缸收缩,带动搁板沿预设滑轨水平向所述平层组盘组件方向运动,直至所述搁板完全覆盖所述升降辊道输送机上的所述托盘,并轻微接触所述平层组盘组件;
35.步骤b4、侧向定位气缸和背向定位气缸伸出,分别带动侧向定位板和背向定位板沿滑轨伸出至预设位置;
36.步骤b5、推移机器人将组合完毕的第一层成品件烟平推至所述搁板上,并且在平推过程中,通过两个所述侧向定位板和所述背向定位板保持成品件烟的单层组合体的组合状态;
37.步骤b6、在所述推移机器人推送到位后,返回初始位置,所述搁板在所述搁板往复气缸的作用下抽离,受所述背向定位板的阻挡,所述搁板上部的单层组合体以极小落差与所述托盘充分接触,完成第一层组盘;
38.步骤b7、所述升降辊道输送机下降,至所述托盘上的第一层成品件烟的单层组合体的上表面比所述平层组盘组件的载货面低4mm
‑
6mm,并且在所述升降辊道输送机下降过程中,两个所述侧向定位板和所述背向定位板仍处于伸出状态,以保证成品件烟的第一层单层组合体的组合体形态;
39.步骤b8、重复执行步骤b1
‑
步骤b7,直至完成多层组合体的组盘;
40.步骤b9、在完成多层组合体的组盘后,所述侧向定位板、所述背向定位板和背向辅助定位板,在各自对应的驱动气缸的带动下沿滑轨复位,所述升降辊道输送机承载完成组盘的成品件烟的多层组合体和托盘下降,直至所述升降辊道输送机的载物面与所述第一链式输送机和位于件烟烟垛输出端的第二链式输送机的载物面平齐,以使完成组盘后的托盘,通过所述第二链式输送机输出;
41.步骤b10、在所述第二链式输送机输出完成组盘后的托盘时,利用rfid读写器将所述托盘上的成品件烟的相关信息写入托盘底部的rfid芯片中。
42.本发明提供一种成品件烟高效柔性层码系统,体积小、投资小,自动化、柔性化程度高,通过件烟输入校验组件、平层组盘组件和层码物流组件,能够实现任意规格异形件烟自动化码垛快速部署,解决循环烟箱在堆垛过程中异常跌落损坏条烟的情况,流程清晰、稳定可靠、维护便捷。
附图说明
43.为使本发明的目的、技术方案和优点更加清楚,下面将结合附图对本发明作进一步描述,其中:
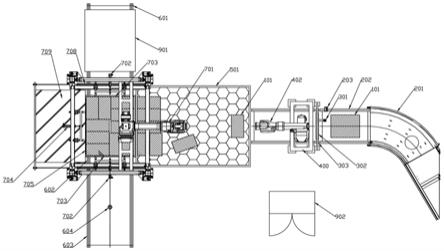
44.图1为本发明提供的成品件烟高效柔性层码系统的实施例的俯视图;
45.图2为本发明提供的成品件烟高效柔性层码系统的实施例的主视图;
46.图3为本发明提供的成品件烟高效柔性层码方法的实施例的流程图。
47.附图标记说明:
48.101
‑
成品件烟
ꢀꢀꢀꢀꢀꢀꢀ
201
‑
件烟分拣线
ꢀꢀꢀꢀꢀꢀꢀ
202
‑
第一皮带输送机
49.203
‑
光电开关
ꢀꢀꢀꢀꢀꢀꢀ
301
‑
读码器
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
302
‑
垂直光栅
50.303
‑
侧向光栅
ꢀꢀꢀꢀꢀꢀꢀ
400
‑
调姿机器人底座
ꢀꢀꢀ
401
‑
第二皮带输送机
51.402
‑
调姿机器人
ꢀꢀꢀꢀꢀ
403
‑
调姿机器人夹具
ꢀꢀꢀ
404
‑
负压吸盘组
52.501
‑
平层组盘组件
ꢀꢀꢀ
601
‑
第一链式输送机
ꢀꢀꢀ
602
‑
升降辊道输送机
53.603
‑
第二链式输送机
ꢀꢀ
604
‑
rfid读写器
ꢀꢀꢀꢀꢀꢀ
700
‑
推移机器人机架
54.701
‑
推移机器人
ꢀꢀꢀꢀꢀ
702
‑
侧向定位气缸
ꢀꢀꢀꢀꢀ
703
‑
侧向定位板
55.704
‑
背向定位气缸
ꢀꢀꢀ
705
‑
背向定位板
ꢀꢀꢀꢀꢀꢀꢀ
706
‑
背向辅助定位气缸
56.707
‑
背向辅助定位板
ꢀꢀ
708
‑
搁板往复气缸
ꢀꢀꢀꢀ
709
‑
搁板
57.901
‑
托盘
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
902
‑
单机电控组件
具体实施方式
58.现在将参照附图来详细描述本公开的各种示例性实施例。对示例性实施例的描述仅仅是说明性的,决不作为对本公开及其应用或使用的任何限制。本公开可以以许多不同的形式实现,不限于这里所述的实施例。提供这些实施例是为了使本公开透彻且完整,并且向本领域技术人员充分表达本公开的范围。应注意到:除非另外具体说明,否则在这些实施例中阐述的部件和步骤的相对布置、材料的组分、数字表达式和数值应被解释为仅仅是示例性的,而不是作为限制。
59.本公开中使用的“第一”、“第二”:以及类似的词语并不表示任何顺序、数量或者重要性,而只是用来区分不同的部分。“包括”或者“包含”等类似的词语意指在该词前的要素涵盖在该词后列举的要素,并不排除也涵盖其他要素的可能。“上”、“下”等仅用于表示相对位置关系,当被描述对象的绝对位置改变后,则该相对位置关系也可能相应地改变。
60.在本公开中,当描述到特定部件位于第一部件和第二部件之间时,在该特定部件与第一部件或第二部件之间可以存在居间部件,也可以不存在居间部件。当描述到特定部件连接其它部件时,该特定部件可以与所述其它部件直接连接而不具有居间部件,也可以不与所述其它部件直接连接而具有居间部件。
61.本公开使用的所有术语(包括技术术语或者科学术语)与本公开所属领域的普通技术人员理解的含义相同,除非另外特别定义。还应当理解,在诸如通用字典中定义的术语应当被解释为具有与它们在相关技术的上下文中的含义相一致的含义,而不应用理想化或极度形式化的意义来解释,除非这里明确地这样定义。
62.对于相关领域普通技术人员已知的技术、方法和设备可能不作详细讨论,但在适当情况下,技术、方法和设备应当被视为说明书的一部分。
63.综合机器人码垛以及机械式码垛优劣,烟草行业目前普遍使用多关节机器人完成成品件烟码垛作业。虽然将关节机器人应用于成品件烟码垛环节,可大幅度提高成品物流系统自动化、柔性化水平,但机器人码垛系统建设成本高,维护技术技能水平要求高等问题却也客观存在。
64.根据各中烟品牌发展战略、规划,不断涌现出大量的非标异型烟,其件烟外形尺寸、码垛规则,较常规烟差异较大,为实现异形烟的自动化码垛,势必需要再次投资,更改多关节机器人程序,以及夹具、吸盘,由于码垛机器人数量多,所以普遍改造投资大、周期长。
65.同时,为响应行业提效降耗相应号召,件烟烟箱的循环利用,在烟草行业已经广泛铺开,但随着件烟烟箱循环利用次数的逐渐增加,箱皮变更软、更薄,透气度变大,普遍造成机器人作业过程中出现抓取不牢、运动中甩掉烟、负压故障等情况,影响设备运行效率。针对该问题提出了多种改造,但却异曲同工,都需要对拆码垛机器人夹具、负压系统进行系统改造。一方面相关技术研究尚未定型,暂时无法大面积推广,另一方面,烟草行业成品拆码垛机器人数量巨大,如全部进行改造,则将出现一个极大量级的投资额。
66.此外,随着烟草行业转型升级,部分卷烟生产点生产组织日益专业化,也即所生产卷烟规格普遍降低至3个左右,由于目前没有更好的自动化、柔性化成品件烟码垛系统可供选用,又不能使用人工码垛这种历史、技术倒退的方案。很多规模较小,生产卷烟规格较少的卷烟厂,仍只能选用机器人码垛系统,一定程度上造成了工艺、投资浪费的情况。
67.如图1和图2所示,本发明实施例提供了一种成品件烟高效柔性层码系统,其包括:依次设置的件烟输入校验组件、平层组盘组件和层码物流组件,其中,
68.所述件烟输入校验组件用于输入成品件烟101,并对所述成品件烟101进行校验;
69.所述平层组盘组件用于按预设规则,将若干所述成品件烟101组合成单层组合体;
70.所述层码物流组件用于将若干单层组合体组合成多层组合体,并输出所述多层组合体。
71.具体而言,所述件烟输入校验组件包括件烟分拣线201、第一皮带输送机202、光电开关203、读码器301、垂直光栅302和侧向光栅303,其中:所述光电开关203设置于所述第一皮带输送机202侧方,用以检测所述成品件烟101到达检测区域的信号,所述读码器301用于读取由所述件烟分拣线201输送至所述第一皮带输送机202的成品件烟101的条形码或二维码;所述垂直光栅302和所述侧向光栅303设置于所述第一皮带输送机202的末端,并且所述垂直光栅302和所述侧向光栅303围设成所述成品件烟101的行进通路,用于检测所述成品件烟101的外形。因此,通过光电开关203,可以协助读码器301准确读取成品件烟101的条形码或二维码。
72.进一步地,所述成品件烟高效柔性层码系统还包括单机电控组件902,用于控制外形合格的成品件烟从所述件烟分拣线201进入所述第一皮带输送机202。示例性地,在本发明中,单机电控组件902为电控柜。
73.进一步地,所述成品件烟高效柔性层码系统还包括设置在所述件烟输入校验组件和所述平层组盘组件之间的调姿组件,用于调整所述成品件烟101的姿态,所述调姿组件包括调姿机器人底座400、第二皮带输送机401、调姿机器人402、调姿机器人夹具403和负压吸盘组404,其中:所述调姿机器人底座400设置于所述第二皮带输送机401的进料端上方,所述调姿机器人402设置于所述调姿机器人底座400上;所述调姿机器人底座400的下部空间
用于供所述成品件烟101通行;所述调姿机器人夹具403设置于所述调姿机器人402的机械臂顶端;所述负压吸盘组404设置于所述调姿机器人夹具403上。
74.更进一步地,示例性地,本发明的平层组盘组件501选用celluveryor万向单元传送系统模块或festo 2d move万向传送带系统模块。
75.所述层码物流组件包括第一链式输送机601、升降辊道输送机602、第二链式输送机603、rfid读写器604、推移机器人机架700、推移机器人701、侧向定位气缸702、侧向定位板703、背向定位气缸704、背向定位板705、背向辅助定位气缸706、背向辅助定位板707、搁板往复气缸708、搁板709和托盘901,所述第一链式输送机601、所述升降辊道输送机602和所述第二链式输送机603的轴线一致,并且与所述第一皮带输送机202的轴线垂直,第一链式输送机601为空托盘输入端,第二链式输送机603为件烟烟垛输出端。
76.具体地,所述推移机器人701设置于所述推移机器人机架700上;所述侧向定位气缸702、所述侧向定位板703、所述背向定位气缸704、所述背向定位板705、所述背向辅助定位气缸706、所述背向辅助定位板707和所述搁板往复气缸708设置于所述推移机器人机架700上,所述侧向定位气缸702用于驱动所述侧向定位板703的前后移动,所述背向定位气缸704用于驱动所述背向定位板705的前后移动,所述背向辅助定位气缸706用于驱动所述背向辅助定位板707的前后移动,其中,所述侧向定位板703、所述背向定位板705的底边略高于所述搁板709的上表面,所述背向辅助定位气缸706的上沿略低于所述搁板709的下表面;所述搁板709的上表面与所述平层组盘组件501的载货面平齐,所述搁板往复气缸708用于驱动所述搁板709的行程,所述搁板709的往复滑轨固定于所述推移机器人机架700上;所述rfid读写器604设置于所述第二链式输送机603的中轴线上,且位于所述第二链式输送机603的上表面下方,所述rfid读写器604的rfid芯片设置在所述托盘901底部中心。在本发明中,示例性地,所述搁板709为不锈钢材质,厚度为2mm
‑
4mm,例如为3mm,并且表面经过抛光处理,其在运动状态和静止状态下的上表面均与平层组盘组件501的载货面平齐。
77.本发明实施例提供的成品件烟高效柔性层码系统,体积小、投资小,自动化、柔性化程度高,通过件烟输入校验组件、平层组盘组件和层码物流组件,能够实现任意规格异形件烟自动化码垛快速部署,解决循环烟箱在堆垛过程中异常跌落损坏条烟的情况,流程清晰、稳定可靠、维护便捷。
78.进一步地,如图3所示,本发明还提供一种成品件烟高效柔性层码方法,在实际执行过程中,具体包括如下步骤:
79.步骤s1、输入成品件烟101,并对所述成品件烟101进行校验。
80.在本发明的成品件烟高效柔性层码方法的一种实施方式中,如图1和图2所示,所述步骤s1具体可以包括:
81.步骤s11、将所述成品件烟101由件烟分拣线201输送至第一皮带输送机202。
82.其中,第一皮带输送机202可根据现场需要调整其长度,也可调整为积放式皮带输送机,这样可以缓冲流量。
83.步骤s12、通过设置在所述第一皮带输送机202末端侧方的光电开关203,检测所述成品件烟101是否向后工序输送。
84.步骤s13、在所述成品件烟101通过所述第一皮带输送机202时,利用读码器301对所述成品件烟101的条形码或二维码(例如为一号工程码)进行读取、校对和记录。
85.步骤s14、在所述成品件烟101脱离所述第一皮带输送机202过程中,利用垂直光栅302和侧向光栅303检测所述成品件烟101的外形。
86.步骤s15、在检测到读码异常,和/或所述成品件烟101的外形超过极限值时,利用单机电控组件902进行报警。
87.在成品件烟101的外形超过极限值时,则系统暂停运行,利用单机电控组件902,例如发出声光报警,以提醒操作人员进行处理。
88.在对所述成品件烟进行校验后,所述成品件烟高效柔性层码方法还包括:调整所述成品件烟的姿态。
89.在本发明的成品件烟高效柔性层码方法的一种实施方式中,所述调整所述成品件烟的姿态具体可以包括:
90.步骤a1、当所述成品件烟101完全进入第二皮带输送机401后,调姿机器人402通过调姿机器人夹具403和负压吸盘组404,将所述成品件烟101的姿态由平倒状态调整为直立状态。
91.步骤a2、所述调姿机器人402将调整姿态后的所述成品件烟101放置于平层组盘组件501上。
92.步骤s2、按预设规则,将若干所述成品件烟101组合成单层组合体。
93.示例性地,本发明的平层组盘组件501选用celluveryor万向单元传送系统模块或festo 2d move万向传送带系统模块。
94.步骤s3、将若干单层组合体组合成多层组合体,并输出所述多层组合体。
95.在本发明的成品件烟高效柔性层码方法的一种实施方式中,所述步骤s3具体可以包括:
96.步骤b1、通过第一链式输送机601将托盘901输送至升降辊道输送机602上。
97.步骤b2、所述升降辊道输送机602在机械力的作用下上升,直至所述升降辊道输送机602上的所述托盘901的上表面比所述平层组盘组件501的载货面低4mm
‑
6mm,例如为5mm。
98.步骤b3、在所述升降辊道输送机602上升到位后,搁板往复气缸708收缩,带动搁板709沿预设滑轨水平向所述平层组盘组件501方向运动,直至所述搁板709完全覆盖所述升降辊道输送机602上的所述托盘901,并轻微接触所述平层组盘组件501。
99.步骤b4、侧向定位气缸702和背向定位气缸704伸出,分别带动侧向定位板703和背向定位板705沿滑轨伸出至预设位置。
100.步骤b5、推移机器人701将组合完毕的第一层成品件烟平推至所述搁板709上,并且在平推过程中,通过两个所述侧向定位板703和所述背向定位板705保持成品件烟的单层组合体的组合状态。
101.步骤b6、在所述推移机器人701推送到位后,返回初始位置,所述搁板709在所述搁板往复气缸708的作用下抽离,受所述背向定位板705的阻挡,所述搁板709上部的单层组合体以极小落差与所述托盘901充分接触,完成第一层组盘。
102.步骤b7、所述升降辊道输送机602下降,至所述托盘901上的第一层成品件烟的单层组合体的上表面比所述平层组盘组件501的载货面低4mm
‑
6mm,并且在所述升降辊道输送机602下降过程中,两个所述侧向定位板703和所述背向定位板705仍处于伸出状态,以保证成品件烟的第一层单层组合体的组合体形态。
103.步骤b8、重复执行步骤b1
‑
步骤b7,直至完成多层组合体的组盘。
104.具体而言,本发明在一些实施方式中,搁板往复气缸708收缩,带动搁板709沿预设滑轨水平向平层组盘组件501方向运动,直至搁板709完全覆盖托盘901上的成品件烟,并轻微接触平层组盘组件501。
105.背向辅助定位气缸706带动背向辅助定位板707沿滑轨伸出,并轻微接触托盘901上的第一层成品件烟。推移机器人701将组合完毕直立状态的第二层成品件烟平推至搁板709之上。
106.推移机器人701推送到位后,返回初始位置,搁板709在搁板往复气缸708的作用下抽离,受背向定位板705的阻挡,其上部的成品件烟组合体以极小落差与托盘901上的第一层成品件烟充分接触,完成第二层单层组合体的组盘。
107.升降辊道输送机602下降,至托盘901上第二层件烟的上表面比平层组盘组件501的载货面低4mm
‑
6mm,例如为5mm。期间两个侧向定位板703、背向定位板705、背向辅助定位板707仍处于伸出状态,以保证第二层件烟的组合体形态。
108.在多层组合体为30件成品件烟组盘(每一层有10件烟)时:
109.垛形为三层,第三层件烟仍为直立状态,
110.搁板往复气缸708收缩,带动搁板709沿预设滑轨水平向平层组盘组件501方向运动,直至搁板完全覆盖托盘901上的成品件烟,并轻微接触平层组盘组件501。
111.推移机器人701将组合完毕直立状态的第三层成品件烟平推至搁板709之上。
112.推移机器人701推送到位后,返回初始位置,搁板709在搁板往复气缸708作用下抽离,受背向定位板705的阻挡,其上部的成品件烟组合体以极小落差与托盘901上第二层成品件烟充分接触,完成第三层组盘。
113.在多层组合体为28件成品件烟组盘时:
114.垛形为四层,每一层和第二层各有10件烟,且为直立状态,第三层、四层各有4件烟,且件烟为平倒状态。
115.第三层件烟平倒通过皮带输送机401时,调姿机器人402不动作,成品件烟以平倒状态进入平层组盘组件501,完成组盘。背向辅助定位板707保持不动,侧向定位板703、背向定位板705继续伸出至预设位置。
116.搁板往复气缸708收缩,带动搁板709沿预设滑轨水平向平层组盘组件501方向运动,直至搁板完全覆盖托盘901上的第二层成品件烟,并轻微接触平层组盘组件501。
117.推移机器人701将组合完毕处于平倒状态的第三层成品件烟101平推至搁板709之上。
118.推移机器人701推送到位后,返回初始位置,搁板709在搁板往复气缸708的作用下抽离,受背向定位板705的阻挡,其上部的成品件烟组合体以极小落差与托盘901上第二层成品件烟充分接触,完成第三层组盘。
119.升降辊道输送机602下降,至托盘901上的第三层件烟的上表面比平层组盘组件501的载货面低4mm
‑
6mm,例如为5mm。期间两个侧向定位板703、背向定位板705和背向辅助定位板707仍处于伸出状态,以保证第三层件烟的组合体形态。
120.第四层件烟平倒通过皮带输送机401时,调姿机器人402不动作,成品件烟以平倒状态进入平层组盘组件501,完成组盘。背向辅助定位板707伸出至轻微接触第三层平倒件
烟,侧向定位板703、背向定位板705维持不动。
121.搁板往复气缸708收缩,带动搁板709沿预设滑轨水平向平层组盘组件501方向运动,直至搁板完全覆盖托盘901上的第三层成品件烟,并轻微接触平层组盘组件501。
122.推移机器人701将组合完毕平倒状态的第四层成品件烟101平推至搁板709之上。
123.推移机器人701推送到位后,返回初始位置,搁板709在搁板往复气缸708作用下抽离,受背向定位板705的阻挡,其上部的成品件烟组合体以极小落差与托盘901上第三层成品件烟充分接触,完成第四层组盘。
124.步骤b9、在完成多层组合体的组盘后,所述侧向定位板703、所述背向定位板705和背向辅助定位板707,在各自对应的驱动气缸的带动下沿滑轨复位,所述升降辊道输送机602承载完成组盘的成品件烟的多层组合体和托盘901下降,直至所述升降辊道输送机602的载物面与所述第一链式输送机601和位于件烟烟垛输出端的第二链式输送机601的载物面平齐,以使完成组盘后的托盘901,通过所述第二链式输送机603输出。
125.步骤b10、在所述第二链式输送机603输出完成组盘后的托盘时,利用rfid读写器604将所述托盘901上的成品件烟的相关信息写入托盘底部的rfid芯片中。
126.当系统完成30件垛形的第三层组盘,或完成28件垛形的第四层组盘时,侧向定位板703、背向定位板705和背向辅助定位板707,在各自驱动气缸带动下沿滑轨复位。升降辊道输送机602承载件烟和托盘901下降,直至其载物面与第一链式输送机601、第二链式输送机603的载物面平齐。完成组盘后的托盘901,通过链式输送机603输出系统时,rfid读写器604将相关信息写入托盘901底部的rfid芯片。至此,单次组盘作业结束。
127.由于成品件烟在通过光电开关301时,其“1号工程”码等信息已被读取记录,且平层组盘组件501是按预设规则完成平层组盘,因此,后续仍可以准确地查询已完成组盘某一件烟在垛内的准确位置。
128.本发明实施例提供的成品件烟高效柔性层码方法,在输入成品件烟,进行校验;按预设规则将若干成品件烟组合成单层组合体;将若干单层组合体组合成多层组合体,并输出多层组合体,能够实现任意规格异形件烟自动化码垛快速部署,解决循环烟箱在堆垛过程中异常跌落损坏条烟的情况,流程清晰、稳定可靠、维护便捷。
129.至此,已经详细描述了本公开的各实施例。为了避免遮蔽本公开的构思,没有描述本领域所公知的一些细节。本领域技术人员根据上面的描述,完全可以明白如何实施这里公开的技术方案。
130.虽然已经通过示例对本公开的一些特定实施例进行了详细说明,但是本领域的技术人员应该理解,以上示例仅是为了进行说明,而不是为了限制本公开的范围。本领域的技术人员应该理解,可在不脱离本公开的范围和精神的情况下,对以上实施例进行修改或者对部分技术特征进行等同替换。本公开的范围由所附权利要求来限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。