1.本发明属于有机固体废物厌氧消化领域,具体涉及一种用于餐厨垃圾干法厌氧消化系统,在低返料比条件下,提高系统稳定性缓解酸化发生并提高产气量的方法。
背景技术:
2.厌氧消化技术是一种有效获取生物质能源的重要方法,具有低能耗、高产能等优点,目前已在我国广泛的工业化应用和规模化示范。干法厌氧发酵技术作为有机固体废物能源化与处置的有效途径,近年来已逐渐成为世界各国农业固体废物资源化技术研究的热点。与湿法厌氧消化相比,干法厌氧消化具有发酵体积小、反应需水量低和沼液少等优点,但在实际运行中存在许多问题。一是启动困难且发酵周期长;二是代谢产物抑制,由于反应过程中干发酵系统基质浓度比湿发酵高得多,很容易造成反应中间产物与能量在介质中传递、扩散困难,导致部分区域中间代谢产物过度积累,从而导致系统酸化和失稳,造成系统启动失败。为了能让系统快速启动并使系统保持稳定,常常需要加大接种量并在每次上料时加大返料比,这大大增加了运行成本。
3.由于不同原料的理化特性差异较大,其厌氧干发酵的接种物添中量也不同。一般干发酵系统的接种量为原料的30%左右比较好。以猪粪为原料时,接种为50%时启动最快。但对于易酸化的生活垃圾和餐厨等原料,在干法厌氧消化工艺中,系统启动时的接种比占到发酵罐有效容积的80%
‑
100%。接种比越高,有机物处理量就会越少,其厌氧消化效率越低。反之则会导致系统酸化和不稳定。wang研究发现:在干发酵系统ts为29%,接种比0.6(vs比)(相当于接种物与原料之比为2:1)条件下,当猪粪为5黄瓜剩余物超过30%或猪粪为3黄瓜剩余物为50%时,系统tvfa/碱度的值在0.58~0.85之间,系统处于不稳定的状态。当猪粪、玉米秸秆和黄瓜混合比例5:2:3时,甲烷产率最高为305.4ml/g vs(wang y,et al.effects of co
‑
digestion of cucumber residues to corn stover and pig manure ratio on methane production in solid state anaerobic digestion[j].bioresource technology,2017,250,328
‑
336.)。在系统ts为20%、餐厨垃圾和草屑落叶配比2:3条件下,混合原料最高甲烷产量246.9mg/l vs(文献xiang,chen x.,et al.comparison of high
‑
solids to liquid anaerobic co
‑
digestion of food waste and green waste[j].bioresource technology,2014,154,215
‑
221.)。
[0004]
因此,为解决其厌氧干法发酵酸化问题,本发明将餐厨垃圾按一定比例混合青稞秆,在较低的返料比条件下,采用预处理等方法,有效提高系统的缓冲能力,从而提高厌氧消化效率和产气量。
技术实现要素:
[0005]
本发明针对易酸化原料在批式厌氧干法发酵时容易失稳导致系统崩溃的问题,提出一种在批式厌氧中低返料比条件下提高餐厨垃圾等易酸化物料干法厌氧发酵系统稳定
性并提高产气量的方法,主要包括原料的准备、青稞秆的预处理和预处理青稞秆添加方式和厌氧消化4部分。
[0006]
本发明技术方案包含如下内容:
[0007]
(1)原料的准备
[0008]
原料包括餐厨垃圾、青稞秆、cao和沼液。餐厨垃圾取回除杂后将其粉碎至浆状,储存在
‑
20℃冰箱中备用;秸秆为青稞秆,取回后经自然晾晒干燥,粉碎备用;cao为分析纯或工业用均可;沼液为厌氧消化后出料的液体部分,沼液最好是以秸秆或餐厨垃圾为原料厌氧消化后的出料。如果是其它原料的沼液,则需要加入秸秆或餐厨垃圾驯化一个月后再使用。沼液中的总固体含量控制在2%
‑
5%,如果高于这个范围,则需要采用过滤或离心等方式将固含量降下来。
[0009]
(2)青稞秆原料预处理
[0010]
利用cao和沼液对青稞秆进行联合预处理。首先,称取一定质量的青稞秆放于自封袋中,并将袋中空气排空,将青稞秆均匀的平铺于自封袋重。称取相应质量的cao,先将cao均匀撒入自封袋中青稞秆的表面,将cao和青稞秆充分混合,再将称量沼液倒入自封袋中,将cao、沼液和青稞秆充分混合均匀后封好自封袋封口,cao添加量为青稞秆总固体干重(ts)的4%
‑
8%,预处理过程中保证预处理系统内水分含量为70%,预处理系统内水分含量由加入到系统内的沼液量来调节,所加入沼液的固含量为2%
‑
5%,无需额外加水,温度控制在35℃,预处理时间为48小时。
[0011]
(3)青稞秆添加方式
[0012]
准备一个偏大的容器,可以是大烧杯,也可以使用盆子等敞口较大一些的容器,方便充分混合搅拌物料。将上述预处理48小时的青稞秆与餐厨垃圾进行混合,混合比例为青稞秆:餐厨垃圾等于0.2~5,放入较大容器中进行充分混合。
[0013]
(4)厌氧发酵
[0014]
将混合均匀的物料即青稞秆:餐厨垃圾等于0.2~5的物料转移至厌氧反应瓶中,加入接种物后充分混合均匀,接种物可以是各种原料的厌氧消化沼液或厌氧消化污泥,最好是以秸秆或餐厨垃圾为原料厌氧消化后的出料,如果是其它原料的沼液作为接种物,则需要加入秸秆或餐厨垃圾驯化一个月后再使用。接种物的添加量为混合物料ts的2倍,在这里确保厌氧反应瓶这个系统内包括预处理青稞秆、餐厨垃圾和接种物在内,其混合物总ts为20%,充分混合后测量ph值,如果ph值低于7.5,需要将混合物的ph统一调节到7.5
‑
8.0,将反应瓶密封好。同时增加纯青稞秆、纯餐厨垃圾组和接种物作为空白对照,扣除背景值。发酵温度为35℃,厌氧发酵周期为40d。每组设置3个平行样,取三平行的平均值进行分析计算。在发酵过程中利用排水法测定每天的产气量,测定甲烷百分含量,计算日产甲烷量。卸料需要称其瓶重、出料后的ph值、ts、vs、氨氮、碱度、vfa等性质,用于评价厌氧消化性能。
[0015]
与现有技术相比,本发明具有以下有益效果:
[0016]
(1)产气量明显提高
[0017]
通过在餐厨垃圾中加入不同比例的预处理青稞秆,可有效改善餐厨垃圾厌氧消化的产气性能,其中3份餐厨垃圾中加入1份预处理青稞秆即餐厨与青稞秆ts为3:1时厌氧消化产甲烷量最高,厌氧消化40天的甲烷产量最高为407.93ml/g vs,分别比纯青稞秆和纯餐厨垃圾40天时甲烷产量高出140.84%和97%。整个厌氧消化周期内,餐厨垃圾与预处理青
稞秆3:1组达到总产气量80%即t
80
时的甲烷产量为342.60ml/g vs,比纯餐厨甲烷产量提高了555.46%。厌氧消化25天时餐厨垃圾与预处理青稞秆3:1组甲烷产量为240.77ml/g vs,比纯餐厨甲烷产量提高了839.09%。
[0018]
(2)厌氧消化周期明显缩短
[0019]
在餐厨垃圾中添加6%tscao和沼液联合预处理的青稞秆后可明显改善餐厨垃圾酸化现象,明显缩短厌氧消化周期。对于餐厨垃圾与不同浓度cao和沼液联合预处理青稞秆混合比3:1时,t
80
为29
‑
30d,比纯餐厨垃圾组(38d)缩短26.7%
‑
31.0%,大大节约了运行成本,更适合工业生产。
[0020]
(3)系统稳定性明显提高
[0021]
餐厨垃圾与预处理青稞秆在不同混合比条件下批式厌氧干发酵的系统稳定性明显好于纯餐厨垃圾批式厌氧干发酵反应系统,当餐厨垃圾占比大于等于5时,在低返料比(接种物与原料2:1条件下)系统出现酸化和严重酸化现象,餐厨垃圾占比小于5时,系统不会出现酸化现象。
附图说明
[0022]
图1为甲烷产量图
具体实施方式
[0023]
(1)原料收集
[0024]
将餐厨垃圾利用粉碎机将其粉碎至浆状后,储存在
‑
20℃冰箱中备用;将青稞秆经自然晾晒干燥后,粉碎至20目,常温放置储存备用;收集餐厨垃圾处理厂以餐厨垃圾为原料厌氧消化后的出料液体部分作为接种物和沼液,常温储存备用。
[0025]
(2)青稞秆原料预处理
[0026]
利用cao和沼液对青稞秆进行联合预处理,cao添加量分别为青稞秆干基的4%、6%和8%,预处理系统内总含水量为70%,其中含水量由沼液调节,无需额外加水,温度控制在35℃左右,预处理48小时。具体操作如下:
[0027]
首先,称取100g的青稞秆放入自封袋中,一共称取9袋。称取4%、6%和8%(即4g、6g和8g)的cao,先将称量后的cao均匀撒入自封袋中青稞秆表面,将cao和青稞秆充分混合,再将沼液倒入自封袋中,将cao、沼液和青稞秆充分混合均匀后封好自封袋封口,预处理过程中保证预处理系统内水分含量为70%(即青稞秆ts占30%),水分含量由沼液调节,无需额外加水,温度控制在35℃左右,预处理48小时后,将预处理后的原料进行厌氧消化,每天测定沼气产量和甲烷含量,用产甲烷量来确定最优预处理参数。
[0028]
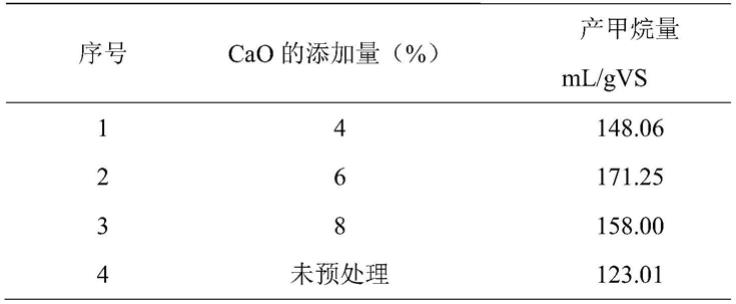
结果显示:当预处理含水量为70%时,cao的添加量为青稞秆干基的4%、6%和8%时,预处理后青稞秆的甲烷产量分别为148.06ml/gvs、171.25ml/gvs和158.00ml/gvs,分别比未预处理青稞秆(123.01ml/gvs)的甲烷产量提高20.38%、39.23%和28.45%,因此,最优产甲烷组的预处理条件为含水率70%、cao浓度6%。结果如表1所示:
[0029]
表1预处理条件参数筛选
[0030][0031]
(3)青稞秆添加方法
[0032]
准备一个偏大一些的容器,可以是大烧杯,也可以使用盆子敞口较大一些的容器,方便充分混合搅拌物料。将预处理青稞秆(6%cao和70%预处理含水量,均以青稞秆ts计)与餐厨垃圾按ts比为1:1、1:3、1:5、3:1、5:1放入较大容器中进行充分混合,具体称取青稞秆、餐厨垃圾的量如表2所示。
[0033]
(4)厌氧发酵
[0034]
将混合均匀的物料1:1、1:3、1:5、3:1、5:1共5组转移至有效容积为400ml厌氧反应瓶中,加入接种物后充分混合均匀,接种物为以餐厨垃圾为原料厌氧消化后出料的液体部分,接种物的添加量为混合物料ts的2倍,具体添加量如表2所示,确保厌氧反应瓶中的混合物总ts为20%,保持瓶中物料总质量为600g。充分混合后测量ph值,如果ph值低于7.5,需要将混合物的ph统一调节到7.5
‑
8.0,将反应瓶密封好。同时增加纯青稞秆、纯餐厨垃圾组和接种物作为空白对照,扣除背景值。发酵温度为35℃,厌氧发酵周期为40天。每组设置3个平行样,取三平行的平均值进行分析计算。在发酵过程中利用排水法测定每天的产气量,测定甲烷百分含量,计算日产甲烷量。卸料需要称其瓶重、出料后的ph值、ts、vs、氨氮、碱度、vfa等性质,用于评价厌氧消化性能。
[0035]
表2上料数据
[0036][0037]
在发酵过程中利用排水法测定每天的产气量,测定甲烷百分含量,计算日产甲烷量。发酵40天后卸料,卸料需要称其瓶重、出料后的ph值、ts、vs、氨氮、碱度、vfa等性质。
[0038]
结果发现:纯餐厨垃圾在前15天一直处理酸化状态,第5
‑
15天的甲烷产量一直为18.20ml/g vs(如图1),说明在低返料比条件下,餐厨垃圾实验组系统一直处于酸化状态没有进入甲烷化发酵阶段,直到20天以后才开始正常产气,添加不同比例预处理青稞秆组1:1、1:3、1:5、3:1和5:1在前20天内均可以正常产气,说明在低返料比条件下,在易酸化的餐厨垃圾中添加预处理后的青稞秆可以有效缓解纯餐厨垃圾酸化的现象。纯青稞秆的甲烷产量为169.38ml/g vs,而添加不同比例青稞秆后,餐厨垃圾的物料配1:1、1:3、1:5、3:1、5:1的甲烷产量分别为358.91、407.93、383.39、258.70和242.81ml/g vs,分别比纯青稞秆的甲烷产量提高了111.89%、140.83%、126.34%、52.73%和43.35%,比纯餐厨垃圾的甲烷产量搞高了73.33%、97.00%、85.15%、24.93%和17.26%。其中,餐厨垃圾与预处理青稞秆3:1组在厌氧消化40天时的甲烷产量最高为407.93ml/g vs,分别比纯青稞秆和纯餐厨垃圾40天时甲烷产量可高出140.84%和97%。整个厌氧消化周期内,餐厨垃圾与预处理青稞秆3:1组达到总产气量80%即t
80
时的甲烷产量为342.60ml/g vs,比纯餐厨甲烷产量提高了555.46%。厌氧消化25天时餐厨垃圾与预处理青稞秆3:1组甲烷产量为240.77ml/g vs,比纯餐厨甲烷产量提高了839.09%。具体数据如表3所示:
[0039]
表3厌氧发酵过程中不同阶段甲烷产量(ml/g vs)
[0040][0041]
在厌氧发酵中,t
80
为达到总产气量80%的时间。由表4可知,纯餐厨垃圾达到总产气量80%的时间较长为38天,比青稞秆与餐厨垃圾1:3组滞后9天,是由于纯餐厨组出现酸化现象,系统需要较长时间的缓冲恢复时间。预处理青稞秆与餐厨垃圾配比1:1、1:3、1:5、3:1、5:1的t
80
时间均在29
‑
30天,说明添加一定比例的预处理青稞秆可以缓解纯餐厨垃圾酸化现象,缩短厌氧发酵周期,这在实际工程中具有很大的应用价值。
[0042]
表4厌氧发酵反应t
80
[0043][0044]
vfas是厌氧消化过程中的中间产物,主要包括乙酸、丙酸、丁酸、异丁酸、戊酸和异戊酸。由表5可知,青稞秆与餐厨垃圾配比1:5和纯餐厨垃圾中丙酸含量分别为13472.50和15126.50mg/l,丁酸含量分别为669.25和2950.80mg/l,丙酸占比非常大,导致系统出现不稳定现象。其他物料配比条件下没有出现大量丙酸积累,系统保持稳定状态。
[0045]
表5 vfas分析
[0046][0047]
氨氮、碱度和ph是考察厌氧消化系统稳定性的重要指标。表6中列出了不同混合比例条件下的氨氮、碱度和ph。卸料后的ph均在正常范围内。纯餐厨垃圾和纯青稞秆厌氧发酵系统中的氨氮含量分别为5476和3755mg/l,而不同混合比例厌氧发酵系统内的氨氮含量介于3000~5000mg/l范围内。系统的碱度和ph值均保持较高的范围,属于正常厌氧发酵参数范围。保障了发酵系统的稳定性。
[0048]
表6干法厌氧发酵系统稳定性指标
[0049]
[0050][0051]
vfas与碱度的比值(tvfas/tac)是反映发酵系统稳定性的指标之一tvfas/tac<0.2时,系统稳定;0.2<tvfas/tac<0.4时,系统比较稳定;0.4<tvfas/tac<0.8时,系统开始出现不稳定现象;vfas/tac>0.8时,发酵系统出现严重不稳定,此时系统内vfa累积,系统缓冲能力不足,出现酸化现象。由表7可知,纯餐厨垃圾和青稞秆与餐厨垃圾1:5的系统内出现不稳定的现象,同时丙酸大量累积。而物料配比1:3系统稳定,同时能够缓解单一餐厨垃圾酸化,并提高产气量。
[0052]
表7系统稳定性分析
[0053]
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。