1.本发明涉及植入物假体技术领域,具体涉及一种生物固定多孔结构植入物假体的制作方法。
背景技术:
2.假体,医学上称修复体,是一种替代人体某个肢体、器官或组织的医疗器械。
3.生物固定多孔结构植入物假体有利于骨生长,使得术后恢复更快,固定效果更好、长期植入不产生松动以及无脱落风险的特质。生物固定多孔结构植入物假体对于需要和人体骨骼接触,并需长期固定在人体某部位的假体具有更好的临床效果,具有很大的市场需求和前景。
4.金属注射成型技术在80年代就已在不同行业应用,因其生产的产品与传统机加工有相当的机械性能和更低的生产成本,在汽车、电子行业应用广泛。近两年来才开始逐渐应用到医疗领域,主要是一次性使用的医疗器械产品,其产品材料主要为不锈钢。
5.现有的生物固定多孔结构植入物假体制造技术多采用涂层技术,而该技术由少数跨国公司垄断,使得生物固定多孔结构植入物假体的售价高,3d打印技术的兴起使得国内企业可通过金属3d打印多孔结构的方式来实现产品的多孔结构。
6.然而,金属3d打印技术是近几年才兴起的新技术,整个产业还不成熟。且3d打印产品的机械性能等指标相比传统工艺有差异,因此以3d打印作为生产技术进行上市的产品在产品注册过程中面临更多的研究和论证。而且和传统工艺相比,3d打印设备昂贵,生产效率低,其产品的生产成本也高很多,对于患者来讲,生物固定多孔结构植入物假体的价格依然偏高。
技术实现要素:
7.本发明的目的在于提供一种可有效解决上述技术问题的生物固定多孔结构植入物假体的制作方法。
8.为达到本发明之目的,采用如下技术方案:
9.一种生物固定多孔结构植入物假体的制作方法,包括以下步骤:
10.s1:制备假体基体模具与具备收容多孔结构空腔的假体模具;
11.制备假体基体模具与具备收容多孔结构空腔的假体模具,为市面上常见类似铸造的注塑工艺,故不在此赘述,故不在此赘述。
12.s2:向所述假体基体模具内注入成型喂料,一体成型的得到假体基体胚体;
13.宜通过金属注射成型机、注塑机注射成型,金属注射成型机、注塑机的型号可以按照需要选择,为市售常见型号。
14.s3:将所述假体基体胚体放入到所述假体模具内,并且在需要多孔结构层的部位形成空腔,并向所述空腔内注入含有造孔剂的填充喂料,一体成型的得到假体胚体;
15.宜通过金属注射成型机、注塑机注射成型,金属注射成型机、注塑机的型号可以按
照需要选择,为市售常见型号。
16.s4:对所述假体胚体进行脱脂;
17.宜将所述假体胚体放入脱脂炉内进行脱脂,去除黏合剂。
18.s5:对脱脂后的所述假体胚体进行烧结,去除造孔剂,得到预成型假体胚体。
19.进一步的:步骤s2中的所述成型喂料为成型粉末与黏合剂的混合物,所述成型粉末为不锈钢、钴铬钼合金、钛和钛合金、镍钛合金、锆铌合金、聚醚醚酮、超高分子量聚乙烯、铁基金属或镁基金属中的一种或多种,黏合剂为常见黏合剂,优选为聚甲醛或石蜡。
20.进一步的:所述成型喂料中黏合剂主要用于提高所述成型喂料的流动性,故所述成型喂料中黏合剂体积占比为25%~35%,低于25%影响所述成型喂料的流动性,而高于35%,则使得所述成型喂料难以成型。
21.进一步的:步骤s3中的所述填充喂料由填充粉末与造孔剂组成的混合物,所述造孔剂为常见造孔剂,优选为有机造孔剂,所述造孔剂的粒径为0.1mm~0.8mm;孔隙率为35%~80%,所述有机造孔剂选取特定粒径后根据孔隙率的要求与成型粉末进行相应配比,通过搅拌机充分搅拌,使有机造孔剂均匀分布在填充粉末中。
22.进一步的:所述造孔剂的熔点温度低于烧结温度且高于脱脂温度。
23.进一步的:所述填充粉末为不不锈钢、钴铬钼合金、钛和钛合金、镍钛合金、锆铌合金、聚醚醚酮、超高分子量聚乙烯、铁基金属或镁基金属中的一种或多种。
24.进一步的:步骤s4中,所述假体胚体进行脱脂,除去所述黏合剂。
25.进一步的:步骤s5中,烧结温度低于所述金属或高分子材料粉末的熔点温度与所述填充粉末熔点的温度。
26.进一步的:其应用于制作植入动物体的有生物固定需求的产品或部件,包括但不限于椎间融合器、椎间融合器配套螺钉、骨钉或种植牙种植体。
27.与现有技术相比,本发明具有如下有益效果:
28.1.本发明生物固定多孔结构植入物假体的制作方法,通过本发明制作出来的生物固定多孔结构植入物假体,剪切强度、拉伸强度以及多孔压缩强度略低于通过3d打印制作出来的生物固定多孔结构植入物假体,而明显高于通过涂层技术制作出来的生物固定多孔结构植入物假体,由于采用的都是现有的成熟工艺,从而使生产成本低。
29.2.本发明生物固定多孔结构植入物假体的制作方法,通过在填充粉末中混入造孔剂,形成多层立体多孔层结构,而通过控制造孔剂的粒径与孔隙率造孔剂均匀分布在填充粉末中,同时保证多层立体多孔层结构的强度与韧性。
30.3.本发明生物固定多孔结构植入物假体的制作方法,通过对假体胚体进行脱脂,除去黏合剂,通过烧结除去造孔剂,不会对人体造成危害。
附图说明
31.附图用来提供对本发明的进一步理解,并且构成说明书的一部分,与本发明的实施例一起用于解释本发明,并不构成对本发明的限制。
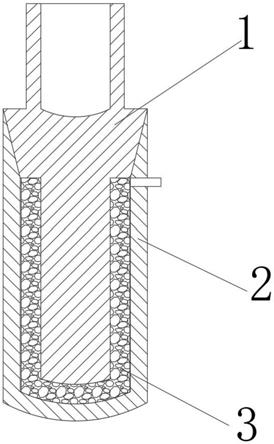
32.图1为本发明生物固定多孔结构植入物假体的制作方法的注入含有造孔剂的填充喂料的示意图。
33.图中:1为假体基体胚体,2为假体模具,3为空腔。
具体实施方式
34.为了使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的技术方案进行清楚、完整的描述,显然,所描述的实施例是本发明的部分实施例,而不是全部实施例。
35.一种生物固定多孔结构植入物假体的制作方法,包括以下步骤:制备假体基体模具与具备收容多孔结构空腔3的假体模具2为市面上常见的类似铸造的注塑工艺,故不在此赘述;通过金属注射成型机或注塑机向所述假体基体模具内注入成型喂料,一体成型的得到假体基体胚体1;将所述假体基体胚体1放入到所述假体模具2内,并且形成空腔3,并通过金属注射成型机或注塑机向所述空腔3内注入含有造孔剂的填充喂料,一体成型的得到假体胚体;将所述假体胚体放入脱脂炉内进行脱脂,去除黏合剂;对脱脂后的所述假体胚体进行烧结,去除造孔剂,得到预成型假体胚体。
36.制作生物固定多孔结构植入物假体时,首先制作假体基体模具与假体模具2,然后通过金属注射机把预先制备好的钛合金与黏合剂注射进模具腔内,且黏合剂体积占比为30%,一次成型得到假体基体胚体1,将所述假体基体胚体1放入到所述假体模具2内并向空腔3内注入钛合金与聚甲醛的混合物,得到假体胚体,所述造孔剂的粒径为0.15mm;孔隙率为40%,然后进行脱脂,除去黏合剂,然后进行烧结,烧结温度为1300度低于所述金属粉末熔点的温度与所述填充粉末的熔点温度,除去有机造孔剂,形成多孔结构,得到生物固定多孔结构植入物假体。
37.经过检测,得到表1数据:
[0038][0039]
表1
[0040]
从表1数据可以明确得出,通过本发明制作出来的生物固定多孔结构植入物假体,剪切强度、拉伸强度以及多孔压缩强度略低于通过3d打印制作出来的生物固定多孔结构植入物假体,而明显高于通过涂层技术制作出来的生物固定多孔结构植入物假体。
[0041]
而本发明采用的注射成型技术,由于采用的都是现有的成熟工艺,从而使生产成本低。
[0042]
通过在填充粉末中混入造孔剂,形成多层立体多孔层结构,而通过控制造孔剂的粒径与孔隙率造孔剂均匀分布在填充粉末中,同时保证多层立体多孔层结构的强度与韧性,通过对假体胚体进行脱脂,除去黏合剂,通过烧结除去造孔剂,不会对人体造成危害。
[0043]
应当理解的是,对本领域普通技术人员来说,可以根据上述说明加以改进或变换,而所有这些改进和变换都应属于本发明所附权利要求的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。