技术特征:
1.一种薄壁异型天线罩罩体加工方法,其特征在于:包括如下步骤:1)确认罩体坯料加工余量用激光扫描仪对罩体坯料扫描获得罩体坯料模型,并将罩体坯料模型与罩体产品模型对比,确认罩体坯料加工余量;2)罩体坯料外型面加工在固化炉内将罩体坯料和芯模预热,然后在芯模外表面涂抹热熔胶,将罩体坯料与芯模粘接面贴合;然后将芯模与罩体坯料从固化炉取出,待热熔胶固化;最后将芯模置于卧式加工中心上,根据步骤1)的加工余量对罩体坯料外型面加工后,将罩体坯料从芯模上取出;3)罩体坯料内型面加工将罩体坯料和铣加工夹具置于固化炉内预热,然后在铣加工夹具内型面上均匀涂抹热熔胶,将罩体坯料水平套入铣加工夹具内,室温放置待热熔胶固化后;将铣加工夹具置于卧式加工中心上,根据步骤1)扫描结果和余量对罩体坯料内型面加工后将罩体坯料从铣加工夹具上取出获得罩体。2.根据权利要求1所述薄壁异型天线罩罩体加工方法,其特征在于:还包括清理罩体内外型面多余物,并用专用砂纸打磨罩体表面多余物,并将多余物清理干净;以激光扫描仪扫描罩体,将扫面形成的三维模型与罩体产品模型对比确认罩体加工质量;用pe保鲜膜全覆盖保护罩体,防止罩体因空气中水分吸潮。3.根据权利要求1所述薄壁异型天线罩罩体加工方法,其特征在于:所述步骤2)的具体过程为:21)在固化炉内将罩体坯料和芯模预热,在芯模外表面沿轴向均匀间距涂抹n条环向热熔胶,沿母线均匀涂抹m条纵向热熔胶;22)在固化炉内将罩体坯料竖直套入芯模,使罩体坯料与芯模粘接面贴合,用力压实罩体坯料,然后将芯模与罩体坯料从固化炉取出,并用重物压实罩体坯料,室温放置待热熔胶固化后;23)将芯模采用立式装夹方式置于卧式加工中心上,经调整找正工件后完成芯模装夹固定,根据步骤1)的加工余量对罩体坯料外型面加工;24)将完成外型面加工的罩体坯料与芯模一起放入固化炉中,升温并保温至罩体坯料与芯模间热熔胶脱粘后将罩体坯料从芯模上取出。4.根据权利要求3所述薄壁异型天线罩罩体加工方法,其特征在于:所述步骤2)的具体过程还包括在罩体坯料和芯模预热之前清理罩体坯料和芯模表面多余物,并以酒精清洗罩体坯料和芯模表面,然后将罩体坯料和芯模一起置于固化炉中,升温并保温烘干;然后打开固化炉,待罩体坯料和芯模表面温度降低至30~50℃时,在芯模外表面沿轴向均匀间距涂抹n条环向热熔胶,沿母线均匀涂抹m条纵向热熔胶。5.根据权利要求1所述薄壁异型天线罩罩体加工方法,其特征在于:所述步骤3)的具体过程为:31)将罩体坯料和铣加工夹具置于固化炉内预热,然后在铣加工夹具内型面上均匀涂抹热熔胶,将罩体坯料水平套入铣加工夹具内,并装配压板水平方向压紧罩体坯料大端面,室温放置待热熔胶固化后;32)将铣加工夹具置于卧式加工中心上,调整罩体坯料和铣加工夹具在卧式加工中心
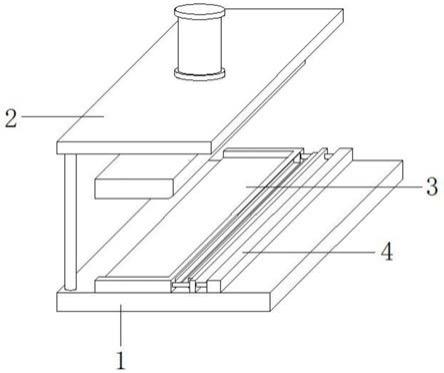
平台上位置找正后固定,根据步骤1)扫描结果和余量对罩体坯料内型面加工;33)将罩体坯料与铣加工夹具一起放入固化炉中,升温并保温至罩体坯料与铣加工夹具间热熔胶脱粘后将罩体坯料从铣加工夹具上取出获得罩体。6.根据权利要求5所述薄壁异型天线罩罩体加工方法,其特征在于:所述步骤3)的具体过程还包括在罩体坯料和铣加工夹具预热之前清理罩体坯料和铣加工夹具型面上多余物,以酒精清洗罩体坯料表面和铣加工夹具内型面的粘接面,然后将罩体坯料与铣加工夹具一起置于固化炉中,升温并保温烘干;然后在铣加工夹具内型面上均匀涂抹热熔胶。7.根据权利要求1所述薄壁异型天线罩罩体加工方法,其特征在于:所述铣加工夹具包括底板、多组整体支撑板和多组分件支撑板,其中一组整体支撑板位于罩体坯料的大端面,一组分件支撑板位于罩体坯料的小端面,剩余的整体支撑板和剩余的分件支撑板沿罩体坯料轴向方向依次布置;分体支撑板包括两个支撑板单体,且两个支撑板单体对合后通过螺栓紧固;且整体支撑板的型面与罩体坯料一致,分件支撑板的型面比罩体坯料大0.2~0.3mm。
技术总结
本发明公开了一种薄壁异型天线罩罩体加工方法,确认罩体坯料加工余量
技术研发人员:杜利亚 陈丽 丁运洲 汤梦 曹帆 方伟格 曾建军
受保护的技术使用者:湖北三江航天江北机械工程有限公司
技术研发日:2021.08.20
技术公布日:2021/11/5
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。