1.本发明涉及天线罩的加工技术领域,具体涉及一种薄壁异型天线罩罩体加工方法。
背景技术:
2.在战术导弹制导结构中,天线罩是保护导弹导引头天线在空中飞行时能正常工作的一种装置,它是影响导弹制导精度的重要因素,结构上它不仅要满足导弹的整体气动外形要求和飞行时所承受的热载荷和机械载荷要求,还必须满足导弹制导系统所提出的各项电气性能要求。在最新空空战术导弹制导结构发展方向上,天线罩结构已由传统的回转体向符合作战条件下气候环境的空气动力学流线型方向发展。
技术实现要素:
3.本发明的目的就是针对现有评估方法的缺陷,提供一种内外型面均一次性加工完成的薄壁异型天线罩罩体加工方法,加工过程中变形小,质量稳定。
4.为实现上述目的,本发明所设计的薄壁异型天线罩罩体加工方法包括如下步骤:
5.1)确认罩体坯料加工余量
6.用激光扫描仪对罩体坯料扫描获得罩体坯料模型,并将罩体坯料模型与罩体产品模型对比,确认罩体坯料加工余量;
7.2)罩体坯料外型面加工
8.在固化炉内将罩体坯料和芯模预热,然后在芯模外表面涂抹热熔胶,将罩体坯料与芯模粘接面贴合;然后将芯模与罩体坯料从固化炉取出,待热熔胶固化;最后将芯模置于卧式加工中心上,根据步骤1)的加工余量对罩体坯料外型面加工后,将罩体坯料从芯模上取出;
9.3)罩体坯料内型面加工
10.将罩体坯料和铣加工夹具置于固化炉内预热,然后在铣加工夹具内型面上均匀涂抹热熔胶,将罩体坯料水平套入铣加工夹具内,室温放置待热熔胶固化后;将铣加工夹具置于卧式加工中心上,根据步骤1)扫描结果和余量对罩体坯料内型面加工后将罩体坯料从铣加工夹具上取出获得罩体。
11.进一步地,还包括清理罩体内外型面多余物,并用专用砂纸打磨罩体表面多余物,并将多余物清理干净;以激光扫描仪扫描罩体,将扫面形成的三维模型与罩体产品模型对比确认罩体加工质量;用pe保鲜膜全覆盖保护罩体,防止罩体因空气中水分吸潮。
12.进一步地,所述步骤2)的具体过程为:
13.21)在固化炉内将罩体坯料和芯模预热,在芯模外表面沿轴向均匀间距涂抹n条环向热熔胶,沿母线均匀涂抹m条纵向热熔胶;
14.22)在固化炉内将罩体坯料竖直套入芯模,使罩体坯料与芯模粘接面贴合,用力压实罩体坯料,然后将芯模与罩体坯料从固化炉取出,并用重物压实罩体坯料,室温放置待热
熔胶固化后;
15.23)将芯模采用立式装夹方式置于卧式加工中心上,经调整找正工件后完成芯模装夹固定,根据步骤1)的加工余量对罩体坯料外型面加工;
16.24)将完成外型面加工的罩体坯料与芯模一起放入固化炉中,升温并保温至罩体坯料与芯模间热熔胶脱粘后将罩体坯料从芯模上取出。
17.进一步地,根据权利要求3所述薄壁异型天线罩罩体加工方法,其特征在于:所述步骤2)的具体过程还包括在罩体坯料和芯模预热之前清理罩体坯料和芯模表面多余物,并以酒精清洗罩体坯料和芯模表面,然后将罩体坯料和芯模一起置于固化炉中,升温并保温烘干;然后打开固化炉,待罩体坯料和芯模表面温度降低至30~50℃时,在芯模外表面沿轴向均匀间距涂抹n条环向热熔胶,沿母线均匀涂抹m条纵向热熔胶。
18.进一步地,所述步骤3)的具体过程为:
19.31)将罩体坯料和铣加工夹具置于固化炉内预热,然后在铣加工夹具内型面上均匀涂抹热熔胶,将罩体坯料水平套入铣加工夹具内,并装配压板水平方向压紧罩体坯料大端面,室温放置待热熔胶固化后;
20.32)将铣加工夹具置于卧式加工中心上,调整罩体坯料和铣加工夹具在卧式加工中心平台上位置找正后固定,根据步骤1)扫描结果和余量对罩体坯料内型面加工;
21.33)将罩体坯料与铣加工夹具一起放入固化炉中,升温并保温至罩体坯料与铣加工夹具间热熔胶脱粘后将罩体坯料从铣加工夹具上取出获得罩体。
22.进一步地,所述步骤3)的具体过程还包括在罩体坯料和铣加工夹具预热之前清理罩体坯料和铣加工夹具型面上多余物,以酒精清洗罩体坯料表面和铣加工夹具内型面的粘接面,然后将罩体坯料与铣加工夹具一起置于固化炉中,升温并保温烘干;然后在铣加工夹具内型面上均匀涂抹热熔胶。
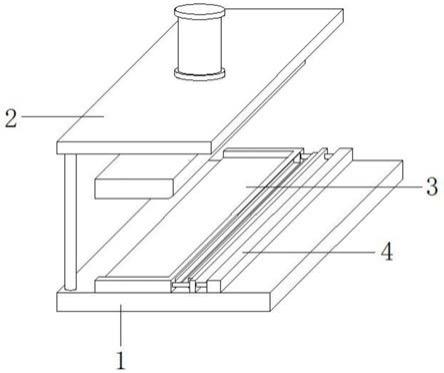
23.进一步地,所述铣加工夹具包括底板、多组整体支撑板和多组分件支撑板,其中一组整体支撑板位于罩体坯料的大端面,一组分件支撑板位于罩体坯料的小端面,剩余的整体支撑板和剩余的分件支撑板沿罩体坯料轴向方向依次布置;分体支撑板包括两个支撑板单体,且两个支撑板单体对合后通过螺栓紧固;且整体支撑板的型面与罩体坯料一致,分件支撑板的型面比罩体坯料大0.2~0.3mm。
24.与现有技术相比,本发明具有以下优点:本发明薄壁异型天线罩罩体加工方法,罩体余量小内外型面均一次性加工完成,罩体型面轮廓度加工精度可
±
0.05mm范围内,罩体加工过程中变形小,质量稳定;去掉了罩体内外型面粗加工工序,减少了罩体加工余量,缩短罩体加工周期,材料利用率、设备利用率、生产效率均得到提高。
附图说明
25.图1为本发明铣加工夹具结构示意图。
具体实施方式
26.下面结合附图和具体实施例对本发明作进一步的详细说明,便于更清楚地了解本发明,但它们不对本发明构成限定。
27.通常加工薄壁异型天线罩罩体会在罩体产品内外型面预留较多余量,通过设计工
装夹具对罩体加工采用外型面粗加工
→
内型面粗加工
→
外型面精加工
→
内型面精加工方式完成罩体余量去除,较多的加工余量意味着罩体加工时内部组织会产生较大的应力,必须采用粗精加工工序分开的方式来降低罩体内部组织应力的影响。因此,本发明薄壁异型天线罩罩体加工方法包括如下步骤:
28.1)确认罩体坯料加工余量
29.用激光扫描仪对罩体坯料扫描获得罩体坯料模型,并将罩体坯料模型与罩体产品模型对比,确认罩体坯料加工余量,外型面留有3mm加工余量、内型面留有2mm加工余量;对比罩体坯料模型和罩体产品模型目的是确认罩体坯料在复合定型过中变形情况是否满足加工要求;
30.2)罩体坯料外型面加工
31.21)清理罩体坯料和芯模表面多余物,并以酒精清洗罩体坯料和芯模表面,然后将罩体坯料和芯模一起置于固化炉中,升温至80~100℃保温1~2h烘干;
32.清理罩体坯料和芯模表面多余物目的是控制罩体坯料和芯模粘接面的质量,对罩体坯料加热目的是消除罩体坯料内部在复合定型过程中产生的组织应力,对芯模加热目的是将涂抹在芯模表面的热熔胶熔化;
33.22)打开固化炉,待罩体坯料和芯模表面温度降低至30~50℃时,在芯模外表面沿轴向均匀间距涂抹7条环向热熔胶,沿母线均匀涂抹8条纵向热熔胶,使罩体坯料与芯模在接触面上热熔胶分布均匀;
34.23)在固化炉内将罩体坯料竖直套入芯模,使罩体坯料与芯模粘接面贴合,用力压实罩体坯料1~10min,然后将芯模与罩体坯料从固化炉取出,并用10~15kg的重物压实罩体坯料,室温放置2~4h待热熔胶固化后,压紧芯模底部,向外拉拔罩体坯料检查粘接牢固情况;
35.24)将芯模采用立式装夹方式置于卧式加工中心上,经调整找正工件后完成芯模装夹固定,根据步骤1)的加工余量对罩体坯料外型面3mm余量加工;罩体坯料属细长结构在配有回转台的卧式加工中心立式装夹时可有效控制刀具悬臂长度加强刀具刚性,提高罩体坯料外型面加工精度;
36.25)将完成外型面加工的罩体坯料与芯模一起放入固化炉中,升温至100~120℃,保温1~3h至罩体坯料与芯模间热熔胶脱粘后将罩体坯料从芯模上取出;
37.3)罩体坯料内型面加工
38.31)清理罩体坯料和铣加工夹具型面上多余物,控制罩体坯料和铣加工夹具表面粘接质量,以酒精清洗罩体坯料表面和铣加工夹具内型面的粘接面,然后将罩体坯料与铣加工夹具一起置于固化炉中,升温至80~100℃保温1~3h烘干;
39.32)在铣加工夹具内型面上均匀涂抹热熔胶,将罩体坯料水平套入铣加工夹具内,使罩体坯料与铣加工夹具粘接面贴合,并装配压板水平方向压紧罩体坯料大端面,室温放置2~4h待热熔胶固化后,压住铣加工夹具向外拉拔罩体坯料检查粘接牢固情况;
40.33)将铣加工夹具置于卧式加工中心上,调整罩体坯料和铣加工夹具在卧式加工中心平台上位置找正后固定,根据步骤1)的加工余量对罩体坯料内型面2mm余量加工;将铣加工夹具置于卧式加工中心上目的是以铣加工夹具为基础完成罩体坯料内型面加工,罩体坯料水平铣加工时所有待加工区域均位于刀具一侧便于加工,有利于切屑料的顺利排出;
41.34)将罩体坯料与铣加工夹具一起放入固化炉中,升温至100~120℃,保温1~3h至罩体坯料与铣加工夹具间热熔胶脱粘后将罩体坯料从铣加工夹具上取出获得罩体;
42.4)罩体的清理、扫描和覆膜
43.41)清理罩体内外型面多余物,并用专用砂纸打磨罩体表面多余物,并将多余物清理干净;
44.42)以激光扫描仪扫描罩体,将扫面形成的三维模型与罩体产品模型对比确认罩体加工质量;
45.43)用pe保鲜膜全覆盖保护罩体,防止罩体因空气中水分吸潮。
46.因罩体为空间异型结构,本发明采用铣加工夹具对其固定。如图1所示铣加工夹具包括底板1、多组整体支撑板2和多组分件支撑板3,其中一组整体支撑板2位于罩体坯料的大端面,一组分件支撑板3位于罩体坯料的小端面,剩余的整体支撑板2和剩余的分件支撑板3沿罩体坯料轴向方向依次布置。分体支撑板3包括两个支撑板单体4,且两个支撑板单体4对合后通过螺栓5紧固。且整体支撑板2的型面与罩体坯料一致,分件支撑板3的型面比罩体坯料大0.2~0.3mm,在罩体装配时通过热熔胶填补间隙。
47.本发明通过固化炉加热消除罩体坯料内部组织应力,再利用热塑性热熔胶将罩体坯料和芯模粘接完成罩体坯料外型面加工,可有效解决罩体坯料与工装型面贴合问题,一次性完成罩体坯料外型面余量加工;铣加工夹具的支撑板留有1.5~2mm余量在罩体坯料装配前,在罩体外型面加工设备上对铣加工夹具支撑板完成最终加工,以利于罩体坯料内型面与工装型面保持一致装配时型面贴合度高粘接牢固,为罩体内型面加工时提供足够的刚性和稳定性。在本发明中罩体坯料与加工工装装配粘接型面质量是影响罩体加工过程中的关键环节,粘接前应保证粘接型面一致、粘接过程中应确保粘接面洁净,热熔胶充分熔化、固化,粘接后应检查确保粘接牢固可靠。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。