1.本发明属于电弧增材制造领域。具体涉及一种基于电弧增材制造提高强度和耐磨性的一体成形方法,通过电弧增材制造过程中直接添加氧化铝涂层一体成形,在弥散强化作用下提升成形件焊缝区强度和耐磨性。
背景技术:
2.增材制造(additive manufacturing,am)技术是基于分层制造原理,通过cad设计数据,采用材料逐层累加的方法,直接将数字化模型制造成实体零件的一种新型制造技术。gmaw是一种丝材电弧增材制造(wire arc additive manufacturing,waam)常用技术,其在保护气作用下,利用焊丝和焊件之间的电弧熔化连续送给的焊丝和母材形成熔池和焊缝。该技术具有成型效率高、生产成本低、易于自动化、适用于各种复杂结构零件快速制造、制造零件组织致密、力学性能好等优点。但由于电弧增材制造过程属于多耦合非线性成型过程,单一的材料无法在成型过程中达到所需的优良性能且易产生应力集中等缺陷,因此复合材料在电弧增材制造领域逐渐成为一个重要的发展方向。
3.复合材料是由两种或两种以上的具有不同性质的金属或非金属材料通过一定的加工工艺方法制备出的多相材料。目前复合材料制备方法主要有粉末冶金法、高能
‑
高速固结法、压力浸渗铸造法及液态金属搅拌铸造法。本发明以316l不锈钢和氧化铝陶瓷为例,在电弧增材制造的基础上提出了一种全新的复合材料制备方法。316l奥氏体不锈钢具有成形性好、制备简单、来源广泛、成本低廉等优势,并且在氧化性环境中具有优良的耐腐蚀性能和良好的耐热性能,因此在工业生产及生活中均有较大的应用。但是316l奥氏体不锈钢强度较低且耐磨性能较差。氧化铝陶瓷具有强度高、硬度高、耐高温、抗腐蚀、耐磨以及绝缘性能好等优点。利用gmaw电弧增材制造制备这两种材料的复合熔覆层,具有高强度、高耐磨性等特性,具有很高的学术研究价值和广阔的应用前景。
技术实现要素:
4.本发明提供了一种基于电弧增材制造提高强度和耐磨性的一体成形方法,用于改善电弧增材制造领域,由于受到焊丝种类以及制造工艺缺少灵活性的限制,致使工件无法达到特定性能的问题。该方法通过在316l不锈钢电弧增材制造过程中添加氧化铝涂层,以此实现对316l不锈钢成形件的强度和耐磨性的提升。
5.本发明的目的是通过以下技术方案实现的:
6.一种基于电弧增材制造提高强度和耐磨性的一体成形方法,包括以下步骤:
7.步骤一、对基板进行预处理:依次用砂轮机和240#砂纸打磨基板表面,去掉氧化层,直至露出金属光泽,保持基板表面平整,然后在超声波清洗机中用酒精清洗基体材料表面,并进行真空干燥处理。将预处理好的基板固定在焊接工作台;
8.步骤二、配制氧化铝涂层:将氧化铝粉末与粘结剂按比例混合均匀,制成糊状备用;
9.步骤三、涂覆氧化铝涂层:将步骤二配制的糊状氧化铝涂层基料均匀的涂覆在步骤一所述打磨好的基板上,涂覆层厚度为0.3
‑
2mm;
10.步骤四、干燥涂层:将恒温工作台打开设置80
‑
100℃,高温干燥1
‑
4小时至涂层基本干燥;
11.步骤五、熔覆试样:利用熔化极气体保护焊,进行电弧送丝增材制造,将氧化铝涂覆层熔于焊缝中,一体成形,熔覆层厚度为0.3
‑
3mm。
12.所述的一种基于电弧增材制造提高强度和耐磨性的一体成形方法,其利用熔化极气体保护焊制备复合熔覆层。
13.所述的熔化极气体保护焊制备复合熔覆层的方法,是利用气体作为电弧介质并保护电弧和焊接区的电弧焊,优选的,采用氩气作为保护气体,保护电极和熔池不被氧化。
14.所述的氧化铝涂层制作方法为:在烧杯中加入10
‑
15ml的硅酸钠溶液,再称取12
‑
20g的氧化铝粉末,缓慢加入烧杯中并搅拌均匀,制成具有一定粘稠度的涂层。
15.所述的粘结剂材质为硅酸钠溶液,其常温20℃下为38
‑
50波美度,模数为2.25
‑
2.31,其中二氧化硅含量为26%
‑
29.99%,氧化钠含量为8.2%
‑
13.75%。
16.所述的电弧增材制造选用panasonicyd
‑
350glw型熔化极气体保护焊机
17.所述的焊机电源选用焊接电流为100
‑
200a,焊接电压为19.2
‑
24v。
18.所述的电弧增材制造工艺为:焊接速度为0.18
‑
0.48m/min,氩气流量为10
‑
14l/min,熔覆层厚度为0.3
‑
3mm,熔覆角度为垂直于基板方向,焊丝距离涂层0.8
‑
1.2mm。
19.所述的基板材质为q235低碳钢,尺寸为200mm
×
30mm
×
13mm,焊丝材质为316l不锈钢。
20.本发明的优点:
21.本发明的一种基于电弧增材制造提高强度和耐磨性的一体成形方法,该方法通过在316l不锈钢电弧增材制造过程中添加氧化铝涂层,由于氧化铝质点硬度高,在高温下热稳定性好,在焊接过程中不会熔化,并且由于熔池中熔融金属的液体流动的变化,氧化铝颗粒可以均匀离散分布在焊缝中,在基体中弥散形成硬质的第二相颗粒,可以提升熔覆层的耐磨性,且氧化铝颗粒可以有效钉扎晶界,阻碍位错运动,抑制晶粒长大,使材料具有良好的室温高温强度,以此实现对316l不锈钢成形件的强度和耐磨性的提升。
22.本发明可根据不同的需要选用不同的焊丝,焊接方式和粉末,不受焊丝材料的限制,得到所需的性能。
附图说明:
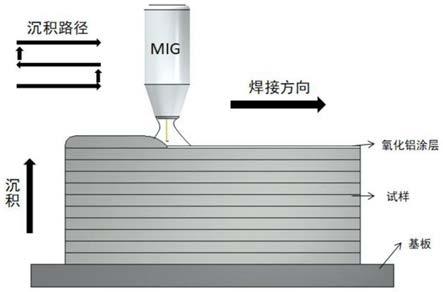
23.图1为本发明添加氧化铝粉末进行增材制造的过程示意图。
具体实施方式
24.下面结合试验实例及具体实施方式对本发明作进一步的详细描述。但不应将此理解为本发明上述主题的范围仅限于以下的实施例,凡基于本发明内容所实现的技术均属于本发明的范围。
25.一种基于电弧增材制造提高强度和耐磨性的一体成形方法,选用q235钢为基板,包括以下步骤:
26.步骤一、对基板进行预处理:依次用砂轮机和240#砂纸打磨基板表面,去掉氧化层,直至露出金属光泽,保持基板表面平整,然后在超声波清洗机中用酒精清洗基体材料表面,并进行真空干燥处理。将预处理好的基板固定在焊接工作台;
27.步骤二、配制氧化铝涂层:将氧化铝粉末与粘结剂按比例混合均匀,制成糊状备用;
28.步骤三、涂覆氧化铝涂层:将步骤二配制的糊状氧化铝涂层基料均匀的涂覆在步骤一所述打磨好的基板上,涂覆层厚度为0.3
‑
2mm;
29.步骤四、干燥涂层:将恒温工作台打开设置80
‑
100℃,高温干燥1
‑
4小时至涂层基本干燥;
30.步骤五、熔覆试样:利用熔化极气体保护焊,进行电弧送丝增材制造,将氧化铝涂覆层熔于焊缝中,一体成形,熔覆层厚度为0.3
‑
3mm。
31.步骤六、清理焊缝:清理熔覆后的涂层表面,除去涂层表面杂质。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。