1.本实用新型涉及轴类零部件技术领域,具体地说,是一种摩擦焊加拉齿的车用电机内花键空心轴。
背景技术:
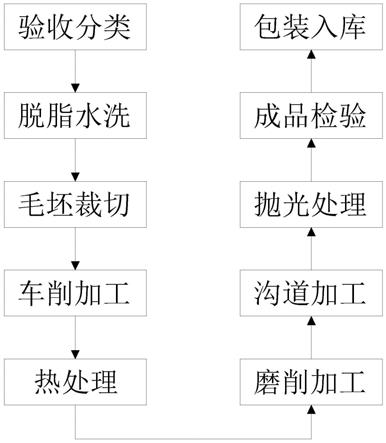
2.现行的车用轴类零件大多为实心件,为满足汽车轻量化的发展趋势,空心轴类零件的制造成为技术改进的关注点。拉齿工艺较其他的齿轮成型方式节拍更快,成本更低,但只适用于通孔轴类零件。摩擦焊接的方式适用于回转体,又能使焊接强度达到母材同等水平,是一种非常适用于汽车轴空心化的生产制造方式。将拉齿与摩擦焊接的工艺相结合,是一种新型的车用电机内花键轴的加工方式。
技术实现要素:
3.本实用新型的目的在于克服现有技术的不足,提供一种摩擦焊加拉齿的车用电机内花键空心轴
4.本实用新型的目的是通过以下技术方案来实现的:
5.一种摩擦焊加拉齿的车用电机内花键空心轴,其一端为内花键,另一端为盲孔的空心轴,由左零件,右零件通过摩擦焊接完成。
6.一种摩擦焊加拉齿的车用电机内花键空心轴,其一端为内花键,两端变径较大,且另一端为通孔的空心轴,由左零件,右零件通过摩擦焊接完成。
7.一种摩擦焊加拉齿的车用电机内花键空心轴,其一端为内花键,两端变径较大,且另一端为通孔的空心轴,由左零件,中零件,右零件通过摩擦焊接完成。
8.一种摩擦焊加拉齿的车用电机内花键空心轴,其一端为内花键,另一端为盲孔的空心轴,由左零件,中零件,右零件通过摩擦焊接完成。
9.其中的工艺主要分为两个步骤,其一是轴的花键端,使用拉齿的方式加工出内花键。
10.其二是使用摩擦焊接的方式将产品的各部位连接在一起。摩擦焊接不仅适用于同种材料的对焊,也适用于异种材料的对焊,故在焊接强度可以保证的前提下,产品的两段或三段可以选用不同的材料。摩擦焊接的方式包括但不限于连续驱动摩擦焊接与惯性摩擦焊接。
11.与现有技术相比,本实用新型的积极效果是:
12.花键端使用拉齿的方式成型,较传统的插齿工艺成本更低,节拍更快,又可以加工滚齿难以加工的小口径内花键。
13.将加工完的内花键用摩擦焊接的方式与其他部位零件相连接,实现了更节省材料的空心盲孔、空心通孔变径轴的制造,也满足汽车零部件轻量化的制造趋势。
附图说明
14.图1实施例1的结构示意图;
15.图2实施例2的结构示意图;
16.图3实施例3的结构示意图;
17.图4实施例4的结构示意图;
18.附图中的标记为:
19.1内花键,
20.21第一焊缝位置,
21.22第二焊缝位置,
22.31左零件,
23.32中零件,
24.33右零件。
具体实施方式
25.以下提供本实用新型一种摩擦焊加拉齿的车用电机内花键空心轴的具体实施方式。
26.实施例1
27.图1表示一端为内花键1,两端变径较大,且另一端为通孔的空心轴。产品由左零件31,右零件32由摩擦焊接完成,其中左零件31,右零件32之间设有第一焊缝位置21。
28.实施例2
29.图2表示一端为内花键1,另一端为盲孔的空心轴。产品由左零件31,右零件32由摩擦焊接完成,其中左零件31,右零件32之间设有第一焊缝位置21。
30.实施例3
31.图3表示一端为内花键1,两端变径较大,且另一端为通孔的空心轴,且产品由左零件31、中零件32、右零件33由摩擦焊接完成。左零件31,中零件32之间设有第一焊缝位置21,中零件32,右零件33之间设有第二焊缝位置22。
32.实施例4
33.图4表示一端为内花键,另一端为盲孔的空心轴。且产品由左零件31、中零件32、右零件33由摩擦焊接完成。左零件31,中零件32之间设有第一焊缝位置21,中零件32,右零件33之间设有第二焊缝位置22。
34.摩擦焊接不仅适用于同种材料的对焊,也适用于异种材料的对焊,故在焊接强度可以保证的前提下,产品的两段或三段可以选用不同的材料。摩擦焊接的方式包括但不限于连续驱动摩擦焊接与惯性摩擦焊接。
35.以上所述仅是本实用新型的优选实施方式,应当指出,对于本技术领域的普通技术人员,在不脱离本实用新型构思的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本实用新型的保护范围内。
技术特征:
1.一种摩擦焊加拉齿的车用电机内花键空心轴,其特征在于,其一端为内花键,另一端为盲孔的空心轴,由左零件,右零件通过摩擦焊接完成。
技术总结
本实用新型涉及一种摩擦焊加拉齿的车用电机内花键空心轴,其一端为内花键,另一端为盲孔的空心轴,由左零件,右零件通过摩擦焊接完成;其中的工艺主要分为两个步骤,其一是轴的花键端,使用拉齿的方式加工出内花键;其二是使用摩擦焊接的方式将产品的各部位连接在一起。摩擦焊接不仅适用于同种材料的对焊,也适用于异种材料的对焊,故在焊接强度可以保证的前提下,产品的两段或三段可以选用不同的材料。摩擦焊接的方式包括但不限于连续驱动摩擦焊接与惯性摩擦焊接。本实用新型的花键端使用拉齿的方式成型,较传统的插齿工艺成本更低,节拍更快,又可以加工滚齿难以加工的小口径内花键。花键。花键。
技术研发人员:毛国豪 何丹凤 朱翔 万之悦
受保护的技术使用者:上海臼井发动机零部件有限公司
技术研发日:2020.12.06
技术公布日:2021/11/5
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。