1.本实用新型涉及一种堆焊装置,特别是一种自动对辊面进行堆焊的装置,属于辊面堆焊技术领域。
背景技术:
2.在钢厂的生产过程中,需要对原煤进行加工才可以进行使用;其中,烧结机生产烧结矿所需要的原料为煤,且对煤的大小有所要求,故在烧结机生产前需要将原煤进行碾碎,将其加工成颗粒状,从而满足生产要求;对煤的碾压采用的设备一般是辊式破碎机;辊式破碎机采用相对碾压的辊轴来对原煤进行碾磨,通过相对旋转产生的挤轧力和磨剪力来破碎原煤,从而获得小颗粒原煤;然而,随着原煤与辊轴之间的不断摩擦,使得辊轴的辊面不断磨损,当辊面磨损严重时,就不得不更换新的辊轴或者对辊面进行堆焊;堆焊是一种将具有一定性能的材料堆敷在焊件表面上的工艺方法,其能够在焊件表面覆盖一层具有耐磨耐热耐腐蚀等特殊性能的熔敷金属层,还能够恢复或增加焊件的尺寸;然而,辊轴的堆焊过程极为耗时耗力,且工作效率和焊接质量低下,不能够满足生产的需求,故需要一种堆焊装置,要求它能够在保证堆焊质量的同时,高效完成堆焊作业。
技术实现要素:
3.本实用新型的目的在于克服现有技术的不足,提供一种适用于辊面的自动堆焊装置,它不仅能够高效完成堆焊作业,还能够保证堆焊的质量精度。
4.本实用新型所述问题是通过以下技术方案解决的:
5.一种适用于辊面的自动堆焊装置,包括plc、焊机部分、旋转部分、位移部分和位置调整部分;所述旋转部分和位移部分的信号控制端连接plc的信号输出端;所述旋转部分设置在位移部分的一侧;所述位置调整部分设置在位移部分上;所述焊机部分设置在位置调整部分上;所述旋转部分包括托辊支架、旋转托辊、立柱和伺服电机;所述旋转托辊通过轴承座设置在托辊支架上端面长边的两侧;所述旋转托辊上方触压设置有待加工托辊;所述立柱设置在托辊支架短边处的外侧;所述立柱上端面设置有伺服电机,且伺服电机的输出轴与旋转托辊轴心线上的一端连接,伺服电机输出轴的轴心线与旋转托辊的轴心线重合;所述伺服电机的信号控制端连接plc的信号输出端;所述位移部分包括数控行车、行车台和行车轨道;所述行车台设置在托辊支架的一侧,且行车台的长边与托辊支架的长边平行;所述行车轨道沿着行车台长边方向设置在行车台上端面;所述数控行车设置在行车轨道上,且数控行车与plc信号连接;所述行车轨道的中心线方向与待加工托辊的轴心线方向平行。
6.上述适用于辊面的自动堆焊装置,所述位置调整部分包括工作臂、卡箍和紧固螺钉;所述工作臂在其长度方向上设置有垂直向的长方形通孔;所述数控行车上端面设置有螺纹孔,且紧固螺钉穿过工作臂上的长方形通孔与螺纹孔构成螺纹配合;所述工作臂的中心线与行车台的长边垂直;所述工作臂靠近托辊支架的一段设置有卡箍。
7.上述适用于辊面的自动堆焊装置,所述焊机部分包括二氧化碳气体保护焊机、焊
把线和焊枪;所述二氧化碳气体保护焊机设置在地面上;所述焊枪设置在卡箍上,且焊枪的中心线方向为垂直方向;所述二氧化碳气体保护焊机通过焊把线连接焊枪。
8.上述适用于辊面的自动堆焊装置,所述焊枪下端的垂直高度大于待加工托辊顶端的垂直高度。
9.本实用新型通过旋转部分与位移部分的配合,自动完成了对待加工托辊的堆焊工作,大大提高了堆焊效率,降低了工人的劳动强度,避免了以往因人工焊接所带来的效率和精度低下的问题。
附图说明
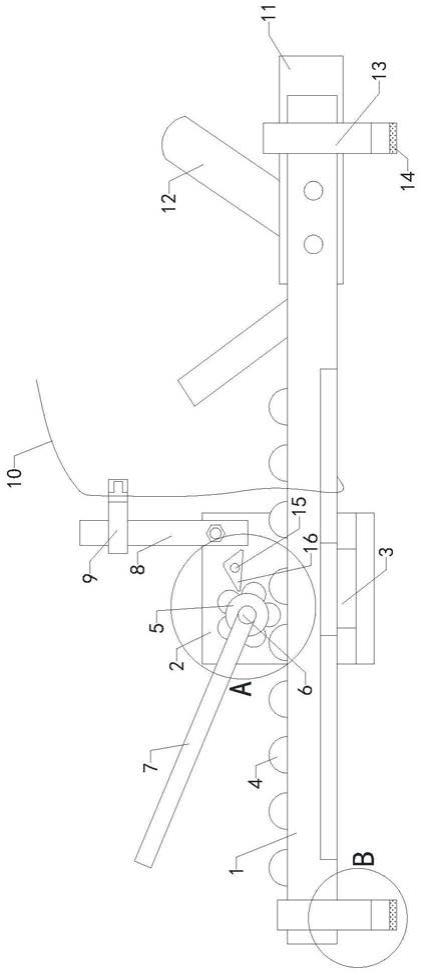
10.图1为本实用新型立体结构示意图。
11.图中各标号清单为:1.托辊支架,2.旋转托辊,3.立柱,4.伺服电机,5.数控行车,6.行车台,7.行车轨道,8.焊枪,9.工作臂,10.卡箍,11.紧固螺钉,12.二氧化碳气体保护焊机,13.焊把线。
具体实施方式
12.参看图1,本实用新型包括plc、焊机部分、旋转部分、位移部分和位置调整部分;焊机部分用于对待加工辊进行堆焊作业;旋转部分用于旋转待加工托辊,用于配合焊机部分,当焊机部分焊接完一条焊缝时,旋转部分带动待加工托辊旋转特定角度,从而使得焊机部分能够焊接新的焊缝;所述位移部分用于带动焊机部分横向移动,从而使得焊机部分能够横向在待加工托辊辊面上进行横向堆焊作业;位置调整部分用于调整焊机部分与待加工辊之间的相对位置,从而确保焊枪8的喷嘴能够垂直于待加工辊的最顶尖的正上方。
13.所述旋转部分和位移部分的信号控制端连接plc的信号输出端;所述旋转部分设置在位移部分的一侧;所述位置调整部分设置在位移部分上;所述焊机部分设置在位置调整部分上。
14.所述旋转部分包括托辊支架1、旋转托辊2、立柱3和伺服电机4;所述旋转托辊2通过轴承座设置在托辊支架1上端面长边的两侧;所述旋转托辊2上方触压设置有待加工托辊,当伺服电机4带动待加工托辊旋转时,待加工托辊可以被支撑在旋转托辊2上旋转;所述立柱3设置在托辊支架1短边处的外侧;所述立柱3上端面设置有伺服电机4,且伺服电机4的输出轴与旋转托辊2轴心线上的一端连接,伺服电机4输出轴的轴心线与旋转托辊2的轴心线重合;所述伺服电机4的信号控制端连接plc的信号输出端。
15.所述位移部分包括数控行车5、行车台6和行车轨道7;所述行车台6设置在托辊支架1的一侧,且行车台6的长边与托辊支架1的长边平行;所述行车轨道7沿着行车台6长边方向设置在行车台6上端面,从而确保了焊枪8在进行焊接作业时,焊接方向与待加工托辊的轴心线方向相同,确保了焊缝走向的精确度;所述数控行车5设置在行车轨道7上,且数控行车5与plc信号连接;所述行车轨道7的中心线方向与待加工托辊的轴心线方向平行。
16.所述位置调整部分包括工作臂9、卡箍10和紧固螺钉11;所述工作臂9在其长度方向上设置有垂直向的长方形通孔;所述数控行车5上端面设置有螺纹孔,且紧固螺钉11穿过工作臂9上的长方形通孔与螺纹孔构成螺纹配合;所述工作臂9的中心线与行车台6的长边垂直;所述工作臂9靠近托辊支架1的一段设置有卡箍10。
17.所述焊机部分包括二氧化碳气体保护焊机12、焊把线13和焊枪8;所述二氧化碳气体保护焊机12设置在地面上;所述焊枪8设置在卡箍10上,且焊枪8的中心线方向为垂直方向;所述二氧化碳气体保护焊机12通过焊把线13连接焊枪8;所述焊枪8下端的垂直高度大于待加工托辊顶端的垂直高度。
18.在实际作业时,将待加工托辊放置到旋转托辊2上,然后将伺服电机4的输出轴与待加工托辊的一端连接;然后将待加工托辊的辊面上需要堆焊焊缝的长度数据输入plc,plc将数据传输给数控行车5;将焊枪8放置到卡箍10内,然后同时调整焊枪8的垂直高度与工作臂的位置,直至焊枪8位于待加工托辊的正上方,且焊枪8的喷口与待加工托辊的距离恰当,然后旋紧紧固螺母11使得工作臂9相对数控行车位置固定,拧紧卡箍10使其卡紧焊枪8,然后打开焊枪8的开关,且启动数控行车5,数控行车5带动焊枪8从待加工托辊的一端出发,直至另一端,当数控行车5走完待加工托辊的长度距离时,数控行车5将信号传递给plc,plc再控制伺服电机4旋转一定角度,然后数控行车5反向移动,如此反复,直至完成整个待加工托辊的堆焊作业。
技术特征:
1.一种适用于辊面的自动堆焊装置,其特征在于:包括plc、焊机部分、旋转部分、位移部分和位置调整部分;所述旋转部分和位移部分的信号控制端连接plc的信号输出端;所述旋转部分设置在位移部分的一侧;所述位置调整部分设置在位移部分上;所述焊机部分设置在位置调整部分上;所述旋转部分包括托辊支架(1)、旋转托辊(2)、立柱(3)和伺服电机(4);所述旋转托辊(2)通过轴承座设置在托辊支架(1)上端面长边的两侧;所述旋转托辊(2)上方触压设置有待加工托辊;所述立柱(3)设置在托辊支架(1)短边处的外侧;所述立柱(3)上端面设置有伺服电机(4),且伺服电机(4)的输出轴与旋转托辊(2)轴心线上的一端连接,伺服电机(4)输出轴的轴心线与旋转托辊(2)的轴心线重合;所述伺服电机(4)的信号控制端连接plc的信号输出端;所述位移部分包括数控行车(5)、行车台(6)和行车轨道(7);所述行车台(6)设置在托辊支架(1)的一侧,且行车台(6)的长边与托辊支架(1)的长边平行;所述行车轨道(7)沿着行车台(6)长边方向设置在行车台(6)上端面;所述数控行车(5)设置在行车轨道(7)上,且数控行车(5)与plc信号连接;所述行车轨道(7)的中心线方向与待加工托辊的轴心线方向平行。2.根据权利要求1所述的适用于辊面的自动堆焊装置,其特征在于:所述位置调整部分包括工作臂(9)、卡箍(10)和紧固螺钉(11);所述工作臂(9)在其长度方向上设置有垂直向的长方形通孔;所述数控行车(5)上端面设置有螺纹孔,且紧固螺钉(11)穿过工作臂(9)上的长方形通孔与螺纹孔构成螺纹配合;所述工作臂(9)的中心线与行车台(6)的长边垂直;所述工作臂(9)靠近托辊支架(1)的一段设置有卡箍(10)。3.根据权利要求2所述的适用于辊面的自动堆焊装置,其特征在于:所述焊机部分包括二氧化碳气体保护焊机(12)、焊把线(13)和焊枪(8);所述二氧化碳气体保护焊机(12)设置在地面上;所述焊枪(8)设置在卡箍(10)上,且焊枪(8)的中心线方向为垂直方向;所述二氧化碳气体保护焊机(12)通过焊把线(13)连接焊枪(8)。4.根据权利要求3所述的适用于辊面的自动堆焊装置,其特征在于:所述焊枪(8)下端的垂直高度大于待加工托辊顶端的垂直高度。
技术总结
一种适用于辊面的自动堆焊装置,包括PLC、焊机部分、旋转部分、位移部分和位置调整部分;所述旋转部分和位移部分的信号控制端连接PLC的信号输出端;所述旋转部分设置在位移部分的一侧;所述位置调整部分设置在位移部分上;所述焊机部分设置在位置调整部分上。本实用新型提高了堆焊的精度和效率。提高了堆焊的精度和效率。提高了堆焊的精度和效率。
技术研发人员:李军 王瑞虎 张丛云 邱喜建 尚立强 刘建强 葛利财 张军民 武俊魁 张清群 梁素亮 赵建磊
受保护的技术使用者:德龙钢铁有限公司
技术研发日:2021.02.05
技术公布日:2021/11/5
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。