一种用于抗震支吊架c型槽钢自动冲压装置
技术领域
1.本实用新型涉及抗震支吊架制造技术领域,更具体地说,它涉及一种用于抗震支吊架c型槽钢自动冲压装置。
背景技术:
2.抗震支吊架是限制附属机电工程设施产生位移,控制设施振动,并将荷载传递至承载结构上的各类组件或装置;经抗震加固后的建筑给水排水、消防、供暖、通风、空调、燃气、热力、电力、通讯等机电工程设施,当遭遇到本地区抗震设防烈度的地震发生时,可以达到减轻地震破坏,减少和尽可能防止次生灾害的发生,从而达到减少人员伤亡及财产损失的目的;抗震支吊架的结构通常是通过c型槽钢和连接座、铰链、连接件等组合而成,根据需要组合不同结构的抗震支吊架,c型槽钢在生产过程中,则需要冲压装置对其打孔。
3.目前,冲压装置对c型槽钢打孔时,即是通过液压缸驱动夹具,使夹具对c型槽钢单面挤压、形成通孔,但c型槽钢在依次进入和退出冲压完成的c型槽钢时,通常是通过人工手动推动和拿取,从而增加工作人员的工作强度,也容易发生安全事故,同时也使得c型槽钢的冲压效率降低,致使生产效率低,降低经济效益。
4.由此,如何设计一种用于抗震支吊架c型槽钢自动冲压装置是我们目前迫切需要解决的问题。
技术实现要素:
5.本实用新型的目的是提供一种用于抗震支吊架c型槽钢自动冲压装置,以降低工作人员的工作量,避免安全事故的发生,同时提高c型槽钢的生产效率,提高经济效益。
6.本实用新型的上述技术目的是通过以下技术方案得以实现的:包括冲压机构,所述冲压机构包括安装架、液压杆、冲压头和夹具;所述安装架设置有冲压空腔;冲压空腔内由上至下依次设置液压杆、冲压头和夹具;所述夹具的上半部位于冲压头的下端面,夹具的下半部位于冲压空腔的底端并与夹具的上半部相对应;还包括送料机构,所述送料机构的输送端与夹具的位置相对应。
7.通过采用上述技术方案,此装置使用时,送料结构将需要冲压打孔的c型槽钢夹持,陆续通过夹具,在输送过程中,送料结构和液压刚的运动均通过程序控制,即送料机构向夹具的方向运动一次,液压杆向下冲压一次,单次冲压完成后,液压杆随即收缩,即为下次冲压准备,多次反复的操作,即在c型槽钢的一面上冲压有排列均匀的通孔,在单个c型槽钢冲压成型后,送料机构继续夹持下一个c型槽钢,对其冲压,往复的机械操作,即完成c型槽钢冲压的生产线,从而降低了工作人员的工作量,而在冲压过程中,避免了安全事故的发生,提高了c型槽钢的冲压、生产效率,提高了经济效率。
8.本实用新型进一步设置为:所述送料机构包括输送架,所述输送架的上端面对称设置有两条滑轨,还设置有与滑轨滑动配合的送料台,所述送料台上设置有驱动机构和夹紧机构。
9.通过采用上述技术方案,在冲压操作前,送料台位于输送架的右端,通过夹紧机构,即把需要冲压的c型槽钢夹紧,随即在驱动机构的作用下,使送料台运动至输送架的最左端,而后驱动机构便控制送料台间隔的向右端运动,运动一次,冲压机构即完成一次冲压操作,在单条c型槽钢冲压完成后,夹紧机构即松开c型槽钢,人工随即更换c型槽钢,完成单次的操作。
10.本实用新型进一步设置为:所述驱动机构包括伺服电机和传动轮,伺服电机与传动轮之间通过皮带连接;其中一条滑轨的侧壁设置有齿排,所述传动轮穿过送料台的底端与齿排啮合。
11.通过采用上述技术方案,以通过控制伺服电机的运行,以使送料台在输送架上往复运动。
12.本实用新型进一步设置为:所述夹紧机构包括由左至右依次设置的气缸、安装套和夹紧件,所述夹紧件位于安装套内,且夹紧件的输出端伸出至安装套的外部;所述气缸的输出端伸入安装套内并与夹紧件的调节端固接。
13.通过采用上述技术方案,以使气缸在伸缩时,夹紧件即实现夹紧和松开的操作。
14.本实用新型进一步设置为:所述夹紧件包括调节杆和与调节杆活动连接且对称设置的两个移动件;调节杆与气缸的输出端固接;所述移动件包括依次转动连接的支杆、套筒、连接杆和运动杆;所述支杆与安装套的内壁转动连接,套筒套接于调节杆上;所述安装套的内壁对称设置有与运动杆插接配合的套杆;所述运动杆固接有夹杆,所述夹杆的端部伸出安装套外并设置有夹板。
15.通过采用上述技术方案,即在气缸伸出时,两夹杆和夹板即发生相向的运动,即将c型槽钢夹紧,在气缸缩回时,两夹杆和夹板即发生相离的运动,即对c型槽钢释放,同时两夹板在运动时,均同时发生相向或相离的运动,即便于将c型槽钢夹持,提高使用性。
16.本实用新型进一步设置为:所述夹具包括相对设置的上夹块和下夹块,上夹块与冲压头的下端面固接,下夹块与冲压空腔的底端固接;所述上夹块的下端面设置有凸块,所述下夹块的上端面设置有与凸块插接配合的凹槽。
17.通过采用上述技术方案,即可对c型槽钢的一面上冲压、开设通孔。
18.本实用新型进一步设置为:所述下夹块两侧对称设置有与c型槽钢滑动配合的滑轮,下夹块的一侧还设置有定位柱,所述上夹块固接有与定位柱插接配合的定位套。
19.通过采用上述技术方案,以便提高夹具的定位精准度,提高夹具两部分的定位效率。
20.本实用新型进一步设置为:所述冲压机构的一侧还设置有上料架,且上料架和送料机构分别位于冲压机构的两侧。
21.通过采用上述技术方案,以便c型槽钢经冲压机构完成,从冲压机构的右端输出时,支撑冲压完成的c型槽钢,以便单个c型槽钢冲压的完成,防止c型槽钢蹦弹,提高实用性。
22.本实用新型进一步设置为:所述上料架的上端面转动连接有多个输送滚筒。
23.通过采用上述技术方案,以便c型槽钢在上料架上的输送,降低摩擦力。
24.综上所述,本实用新型具有以下有益效果:此装置使用时,送料结构将需要冲压打孔的c型槽钢夹持,陆续通过夹具,在输送过程中,送料结构和液压刚的运动均通过程序控
制,即送料机构向夹具的方向运动一次,液压杆向下冲压一次,单次冲压完成后,液压杆随即收缩,即为下次冲压准备,多次反复的操作,即在c型槽钢的一面上冲压有排列均匀的通孔,在单个c型槽钢冲压成型后,送料机构继续夹持下一个c型槽钢,对其冲压,往复的机械操作,即完成c型槽钢冲压的生产线,从而降低了工作人员的工作量,而在冲压过程中,避免了安全事故的发生,提高了c型槽钢的冲压、生产效率,提高了经济效率;气缸伸出时,两夹杆和夹板即发生相向的运动,即将c型槽钢夹紧,在气缸缩回时,两夹杆和夹板即发生相离的运动,即对c型槽钢释放,同时两夹板在运动时,均同时发生相向或相离的运动,即便于将c型槽钢夹持,提高使用性。
附图说明
25.为了更清楚地说明本实用新型实施例中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
26.图1是本实用新型实施例中整体的结构示意图;
27.图2是本实用新型实施例中送料机构的结构示意图;
28.图3是本实用新型实施例中夹具的结构示意图;
29.图4是本实用新型实施例中夹紧机构的结构示意图。
30.图中:11、安装架;12、液压杆;13、冲压头;14、冲压空腔;15、输送架;16、滑轨;17、送料台;18、伺服电机;19、传动轮;21、齿排;22、气缸;23、安装套;24、调节杆;25、支杆;26、套筒;27、连接杆;28、运动杆;29、套杆;31、夹杆;32、夹板;33、上夹块;34、下夹块;35、滑轮;36、定位柱;37、定位套;38、上料架;39、输送滚筒。
具体实施方式
31.为了使本实用新型所要解决的技术问题、技术方案及有益效果更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。
32.需说明的是,当部件被称为“固定于”或“设置于”另一个部件,它可以直接在另一个部件上或者间接在该另一个部件上。当一个部件被称为是“连接于”另一个部件,它可以是直接或者间接连接至该另一个部件上。
33.需要理解的是,术语“长度”、“宽度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
34.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本实用新型的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
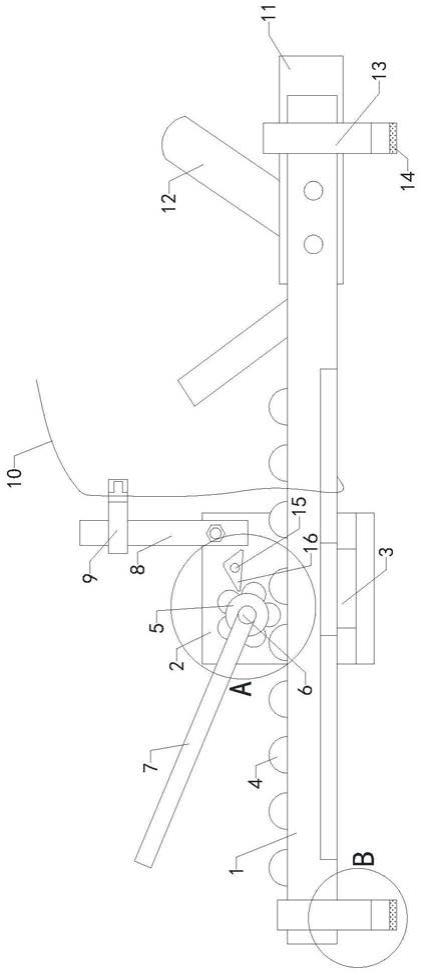
35.实施例:一种用于抗震支吊架c型槽钢自动冲压装置,如图1所示,包括冲压机构,冲压机构包括安装架11、液压杆12、冲压头13和夹具;安装架11设置有冲压空腔14;冲压空
腔14内由上至下依次设置液压杆12、冲压头13和夹具;夹具的上半部位于冲压头13的下端面,夹具的下半部位于冲压空腔14的底端并与夹具的上半部相对应;还包括送料机构,送料机构的输送端与夹具的位置相对应。此装置使用时,送料结构将需要冲压打孔的c型槽钢夹持,陆续通过夹具,在输送过程中,送料结构和液压刚的运动均通过程序控制,即送料机构向夹具的方向运动一次,液压杆12向下冲压一次,单次冲压完成后,液压杆12随即收缩,即为下次冲压准备,多次反复的操作,即在c型槽钢的一面上冲压有排列均匀的通孔,在单个c型槽钢冲压成型后,送料机构继续夹持下一个c型槽钢,对其冲压,往复的机械操作,即完成c型槽钢冲压的生产线,从而降低了工作人员的工作量,而在冲压过程中,避免了安全事故的发生,提高了c型槽钢的冲压、生产效率,提高了经济效率。
36.如图1与图2所示,送料机构包括输送架15,输送架15的上端面对称设置有两条滑轨16,还设置有与滑轨16滑动配合的送料台17,送料台17上设置有驱动机构和夹紧机构。在冲压操作前,送料台17位于输送架15的右端,通过夹紧机构,即把需要冲压的c型槽钢夹紧,随即在驱动机构的作用下,使送料台17运动至输送架15的最左端,而后驱动机构便控制送料台17间隔的向右端运动,运动一次,冲压机构即完成一次冲压操作,在单条c型槽钢冲压完成后,夹紧机构即松开c型槽钢,人工随即更换c型槽钢,完成单次的操作。
37.如图1与图2所示,驱动机构包括伺服电机18和传动轮19,伺服电机18与传动轮19之间通过皮带连接;其中一条滑轨16的侧壁设置有齿排21,传动轮19穿过送料台17的底端与齿排21啮合。以通过控制伺服电机18的运行,以使送料台17在输送架15上往复运动。
38.如图1、图2与图4所示,夹紧机构包括由左至右依次设置的气缸22、安装套23和夹紧件,夹紧件位于安装套23内,且夹紧件的输出端伸出至安装套23的外部;气缸22的输出端伸入安装套23内并与夹紧件的调节端固接。以使气缸22在伸缩时,夹紧件即实现夹紧和松开的操作。
39.如图4所示,夹紧件包括调节杆24和与调节杆24活动连接且对称设置的两个移动件;调节杆24与气缸22的输出端固接;移动件包括依次转动连接的支杆25、套筒26、连接杆27和运动杆28;支杆25与安装套23的内壁转动连接,套筒26套接于调节杆24上;安装套23的内壁对称设置有与运动杆28插接配合的套杆29;运动杆28固接有夹杆31,夹杆31的端部伸出安装套23外并设置有夹板32。即在气缸22伸出时,两夹杆31和夹板32即发生相向的运动,即将c型槽钢夹紧,在气缸22缩回时,两夹杆31和夹板32即发生相离的运动,即对c型槽钢释放,同时两夹板32在运动时,均同时发生相向或相离的运动,即便于将c型槽钢夹持,提高使用性。
40.如图1与图3所示,夹具包括相对设置的上夹块33和下夹块34,上夹块33与冲压头13的下端面固接,下夹块34与冲压空腔14的底端固接;上夹块33的下端面设置有凸块,下夹块34的上端面设置有与凸块插接配合的凹槽。即可对c型槽钢的一面上冲压、开设通孔。
41.如图3所示,下夹块34两侧对称设置有与c型槽钢滑动配合的滑轮35,下夹块34的一侧还设置有定位柱36,上夹块33固接有与定位柱36插接配合的定位套37。以便提高夹具的定位精准度,提高夹具两部分的定位效率。
42.如图1所示,冲压机构的一侧还设置有上料架38,且上料架38和送料机构分别位于冲压机构的两侧。以便c型槽钢经冲压机构完成,从冲压机构的右端输出时,支撑冲压完成的c型槽钢,以便单个c型槽钢冲压的完成,防止c型槽钢蹦弹,提高实用性。
43.如图1所示,上料架38的上端面转动连接有多个输送滚筒39。以便c型槽钢在上料架38上的输送,降低摩擦力。
44.本具体实施例仅仅是对本实用新型的解释,其并不是对本实用新型的限制,本领域技术人员在阅读完本说明书后可以根据需要对本实施例做出没有创造性贡献的修改,但只要在本实用新型的权利要求范围内都受到专利法的保护。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。