1.本发明涉及高压线包加工设备,具体涉及一种全自动焊锡、检测一体机。
背景技术:
2.传统的焊锡结构,都是设计锡盘上下移动来达到焊锡的目的,但这种设计,锡盘在上下移动过程,锡盘内的锡液的液面会随之起伏,焊锡不均匀;当然传统也有一些设计采用机械抓手抓取线圈,并将线圈的引脚浸入锡液达到焊锡的目的,但这种结构用于多工位转盘结构上,相对复杂,焊锡不方便。
技术实现要素:
3.为解决上述问题,本发明提出了一种全自动焊锡、检测一体机。
4.本发明的技术方案:一种全自动焊锡、检测一体机,所述一体机包括机架、旋转盘、料座,所述旋转盘旋转安装在机架上,其外周设置有八个工位,八个工位顺时针依次为上料工位、空工位、上助焊剂工位、焊锡工位、烫平工位、检测工位、下料工位、下料检测工位,所述机架上安装有驱动机构,驱动机构连接旋转盘,驱动旋转盘顺时针转动,所述料座安装在旋转盘上,随旋转盘一起顺时针转动,依次经过所有工位;所述一体机还包括上助焊锡机构、焊锡机构、烫平机构;所述机架上固定连接有安装盘,安装盘架在旋转盘的上方。
5.所述料座为浮动料座,包括基板、料板、弹簧、六角螺栓,所述基板固定连接在旋转盘上,所述料板滑动连接在基板上,于旋转盘外侧上下移动,所述弹簧上端与基板固定连接、下端与料板固定连接,所述六角螺杆固定连接在料板上;优选,所述基板、料板上分别安装有限位杆,限位杆相抵,构成料板的上限位;所述料板上固定连接有竖杆、侧挡块,线圈一一对应置于两挡块之间并套在竖杆上。
6.所述上助焊锡机构包括料板压杆一、助焊剂槽,所述料板压杆一安装在安装盘上、助焊剂槽安装在机架上,料板压杆一位于上助焊剂工位上料座上方、助焊剂槽位于上助焊剂工位上料座下方,所述机架上安装有压杆气缸一,压杆气缸一连接料板压杆一,驱动料板压杆一上下移动;所述线圈置于上助焊剂工位上料座的料板上,其下引脚伸出,所述料板压杆一下移,压在上助焊剂工位上料座的六角螺栓上并带动其一起下移,所述线圈随之下移,其下引脚浸入助焊剂槽中的助焊剂中,上助焊剂。
7.所述焊锡机构包括料板压块、锡盘,所述料板压块安装安装盘上、锡盘安装在机架上,料板压块位于焊锡工位上料座上方、锡盘位于焊锡工位上料座下方,所述机架上安装有驱动装置,驱动装置连接料板压块,驱动料板压块上下移动;所述线圈置于焊锡工位上料座的料板上,其下引脚伸出,所述料板压块下移,压在焊锡工位上料座的六角螺栓上并带动其一起下移,所述线圈随之下移,其下引脚浸入锡盘中的锡液中,焊锡。
8.所述烫平机构包括料板压杆二、烫平块,所述料板压杆二安装在安装盘上、烫平块安装在机架上,料板压杆二位于烫平工位上料座上方、烫平块位于烫平工位上料座下方,所
述机架上安装有压杆气缸二,压杆气缸二连接料板压杆二,驱动料板压杆二上下移动;所述线圈置于烫平工位上料座的料板上,其下引脚伸出,所述料板压杆二下移动,压在烫平工位上料座的六角螺栓上并带动其一起下移,所述线圈随之下移,其下引脚压在烫平块上,烫平。
9.所述焊锡机构和/或上助焊锡机构和/或烫平机构还包括线圈压块,所述机架上安装有压块气缸,所述线圈压块安装在压块气缸上,由压块气缸驱动上下移动,并压在对应工位上料座上的线圈上。利用线圈压块压在线圈,使得线圈在随料板上下移动过程稳定。
10.所述安装盘上固定连接有支座,支座上滑动连接有竖向滑板,所述驱动装置安装在支座上,连接竖向滑板,驱动竖向滑板上下移动,所述竖向滑板上固定连接有压块安装板,所述料板压块固定连接在压块安装板上,随竖向滑板一起上下移动;所述驱动装置为伺服电机与丝杠、丝杠螺母连接构成;安装焊锡机构的线圈压块的压块气缸安装在压块安装板上,焊锡机构的线圈压块还随竖向滑板一起上下移动。
11.所述安装盘上固定连接有横板一,所述横板一伸出安装盘外一段,所述压杆气缸一安装在横板一上,所述料板压杆一竖直设置,其上端与压杆气缸一连接、下端贯穿横板一伸出,所述料板压杆一与横板一滑动配合;所述横板一上固定连接有竖板一,安装上助焊锡机构的线圈压块的压块气缸安装在竖板一上。
12.所述安装盘上固定连接有横板二,所述横板二伸出安装盘外一段,所述压杆气缸二安装在横板二上,所述料板压杆二竖直设置,其上端与压杆气缸二连接、下端贯穿横板二伸出,所述料板压杆二与横板二滑动配合;所述横板二上固定连接有竖板二;安装烫平机构的线圈压块的压块气缸安装在竖板二上。
13.所述焊锡机构还包括金属探棒,所述压块安装板上固定连接有固定板,固定板上滑动连接有竖向滑块,所述固定板上安装有探测气缸,探测气缸连接竖向滑块,驱动竖向滑块上下移动,所述竖向滑块上固定连接有夹臂,所述金属探棒夹装固定在夹臂上,随竖向滑块一起上下移动,所述金属探棒还随竖向滑板移动上下移动。
14.所述金属探棒连接控制电路,控制电路连接驱动装置,所述控制电路由单片机连接构成。
15.所述锡盘内安装有加热装置、侧安装有刮灰装置。
16.所述加热装置为加热盘管。
17.所述刮灰装置包括刮板以及容纳锡灰的集灰槽,所述刮板通过刮板结构安装在机架上,刮板结构驱动上下或水平移动,所述集灰槽固定安装在机架上,其位于锡盘斜下方并通过斜板与锡盘连接;所述刮板上下或水平移动,锡盘内的锡灰刮至集灰槽内,所述刮板结构由两个气缸连接构成。
18.所述一体机还包括检测机构;所述检测机构包括若干探针,所述机架上安装有检测气缸,所述探针固定连接在检测气缸上,由检测气缸驱动,做与检测工位上料座相对移动,所有探针均与安装在机架上检测仪相连;所述线圈置于检测工位上料座的料板上,其侧引脚伸出,所述探针移动,一一对应连接线圈的侧引脚,检测。
19.所述一体机还包括检测光电;所述检测光电安装在机架上,检测下料检测工位上料座有无线圈。
20.所述料座共八个,八个料座分别位于八个工位上;所述驱动机构由伺服电机与分
割器连接构成,由其驱动所有工位上的料座同步转移至其下一个工位上。
21.所述助焊剂槽包括外槽与内槽,所述外槽固定连接在机架上,其内安装有托板,所述机架上安装有托板气缸,托板气缸连接托板,驱动托板在外槽内上下移动,所述内槽均固定连接在托板上,随托板一起在外槽内上下移动;放置在上助焊剂工位上料座的料板上线圈下移,其下引脚浸入内槽中。
22.所述内槽共若干个,均为圆柱槽;放置在上助焊剂工位上料座的料板上线圈下移,其下引脚一一对应并浸入对应内槽中。
23.优选,所述一体机还包括上料机构、下料机构、废料输送带,上料机构、下料机构、废料输送带均安装在机架上,所述上料机构抓取并转移线圈至上料工位料座上,所述下料机构抓取并转移下料工位料座上的线圈至废料输送带或后工序装盘设备;所述下料机构包括若干夹爪,夹爪一一对应抓取并转移下料位上的料座上的线圈;所述夹爪由夹臂气缸与两个夹块连接构成。
24.本发明优点是的,设计合理,构思巧妙,摒弃传统锡盘升降式的设计,将料座设计上下浮动式得,同时改进焊锡结构,利用料板压块压迫带动料座上的线圈一起下行并伸入锡盘内,完成焊锡,这样在焊锡过程中锡液液面平稳,保证焊锡质量;并进一步设计金属探棒,用于控制焊锡尺寸。
附图说明
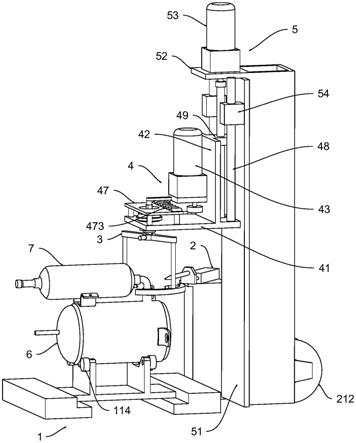
25.图1是全自动焊锡、检测一体机立体图。
26.图2是全自动焊锡、检测一体机侧视图。
27.图3是料座立体图。
28.图4是上助焊锡机构立体图。
29.图5是助焊剂槽立体图。
30.图6是焊锡机构立体图。
31.图7是焊锡机构立体图(局部1)。
32.图8是焊锡机构立体图(局部2)。
33.图9是烫平机构立体图。
34.图10是检测机构立体图。
35.图11检测光电立体图。
36.图中 机架1 旋转盘2、料座3、基板3
‑
1、料板3
‑
2、弹簧3
‑
3、六角螺栓3
‑
4、驱动机构4、上料机构5、上助焊锡机构6、料板压杆一6
‑
1、助焊剂槽6
‑
2、外槽6
‑2‑
1、内槽6
‑2‑
2、托板6
‑2‑
3、托板气缸6
‑2‑
4、横板一6
‑
3、压杆气缸一6
‑
4、竖板一6
‑
5、线圈压块一6
‑
6、压块气缸一6
‑
7、焊锡机构7、料板压块7
‑
1、锡盘7
‑
2、支座7
‑
3、竖向滑板7
‑
4、驱动装置7
‑
5、压块安装板7
‑
6、线圈压块二7
‑
7、压块气缸二7
‑
8、金属探棒7
‑
9、固定板7
‑
10、竖向滑块7
‑
11、探测气缸7
‑
12、夹臂7
‑
13、刮灰装置7
‑
15、刮板7
‑
15
‑
1、集灰槽7
‑
15
‑
2、刮板结构7
‑
15
‑
3、斜板7
‑
15
‑
4、烫平机构8、料板压杆二8
‑
1、烫平块8
‑
2、横板二8
‑
3、压杆气缸二8
‑
4、竖板二8
‑
5、线圈压块三8
‑
6、压块气缸三8
‑
7、检测机构9、探针9
‑
1、检测气缸9
‑
2、下料机构10、检测光电11、废料输送带12、安装盘13。
具体实施方式
37.如图1
‑
2所示,一种全自动焊锡、检测一体机,所述一体机包括机架1、旋转盘2、料座3,所述旋转盘2旋转安装在机架1上,其外周设置有八个工位,八个工位顺时针依次为上料工位、空工位、上助焊剂工位、焊锡工位、烫平工位、检测工位、下料工位、下料检测工位,所述机架1上安装有驱动机构4,驱动机构4连接旋转盘2,驱动旋转盘2顺时针转动,所述料座3安装在旋转盘2上,随旋转盘2一起顺时针转动,依次经过所有工位;所述一体机还包括上料机构5、上助焊锡机构6、焊锡机构7、烫平机构8、检测机构9、下料机构10、检测光电11、废料输送带12;所述机架1上固定连接有安装盘13,安装盘13架在旋转盘1的上方;所述料座3共八个,八个料座3分别位于八个工位上;所述驱动机构4由伺服电机与分割器连接构成,由其驱动所有工位上的料座同步转移至其下一个工位上。
38.如图3所示,所述料座3为浮动料座,包括基板3
‑
1、料板3
‑
2、弹簧3
‑
3、六角螺栓3
‑
4,所述基板3
‑
1固定连接在旋转盘2上,所述料板3
‑
2滑动连接在基板3
‑
1上,于旋转盘2外侧上下移动,所述弹簧3
‑
3上端与基板3
‑
1固定连接、下端与料板3
‑
2固定连接,所述六角螺杆3
‑
4固定连接在料板3
‑
2上。
39.如图4所示,所述上助焊锡机构6包括料板压杆一6
‑
1、助焊剂槽6
‑
2,所述安装盘13上固定连接有横板一6
‑
3,所述横板一6
‑
3伸出安装盘13外一段,所述压杆气缸一6
‑
4安装在横板一6
‑
3上,所述料板压杆一6
‑
1竖直设置,其上端与压杆气缸一6
‑
3连接、下端贯穿横板一6
‑
3伸出,所述料板压杆一6
‑
1与横板一6
‑
3滑动配合,所述压杆气缸6
‑
4驱动料板压杆一6
‑
1上下移动;所述助焊剂槽6
‑
2安装在机架1上,料板压杆一6
‑
1位于上助焊剂工位上料座上方、助焊剂槽6
‑
2位于上助焊剂工位上料座下方,所述横板一6
‑
3上固定连接有竖板一6
‑
5,所述上助焊锡机构还包括线圈压块一6
‑
6,所述竖板一6
‑
5上固定安装有压块气缸一6
‑
7,所述线圈压块一6
‑
6固定连接在压块气缸一6
‑
7上,所述压块气缸一6
‑
7驱动线圈压块一6
‑
6上下移动。
40.如图5所示,所述助焊剂槽6
‑
2包括外槽6
‑2‑
1与内槽6
‑2‑
2,所述外槽6
‑2‑
1固定连接在机架1上,其内安装有托板6
‑2‑
3,所述机架1上安装有托板气缸6
‑2‑
4,托板气缸6
‑2‑
4连接托板6
‑2‑
3,所述内槽6
‑2‑
2固定连接在托板6
‑2‑
3上;所述内槽6
‑2‑
2共若干个,均为圆柱槽。
41.如图6
‑
8所示,所述焊锡机构7包括料板压块7
‑
1、锡盘7
‑
2,所述安装盘13上固定连接有支座7
‑
3,支座7
‑
3上滑动连接有竖向滑板7
‑
4,所述驱动装置7
‑
5安装在支座7
‑
3上,连接竖向滑板7
‑
4,驱动竖向滑板7
‑
4上下移动,所述竖向滑板7
‑
4上固定连接有压块安装板7
‑
6,所述料板压块7
‑
1固定连接在压块安装板7
‑
6上,随竖向滑板7
‑
4一起上下移动;所述驱动装置7
‑
5为伺服电机与丝杠、丝杠螺母连接构成;所述锡盘7
‑
2安装在机架1上,料板压块7
‑
1位于焊锡工位上料座上方、锡盘7
‑
2位于焊锡工位上料座下方;所述焊锡机构7还包括线圈压块二7
‑
7,所述压块安装板7
‑
6上安装有压块气缸二7
‑
8,线圈压块二7
‑
7固定连接在压块气缸二7
‑
8上,所述压块气缸二7
‑
8驱动线圈压块二7
‑
7上下移动,所述线圈压块二7
‑
7还随竖向滑板7
‑
4一起上下移动;所述焊锡机构7还包括金属探棒7
‑
9,所述压块安装板7
‑
6上固定连接有固定板7
‑
10,固定板7
‑
10上滑动连接有竖向滑块7
‑
11,所述固定板7
‑
10上安装有探测气缸7
‑
12,探测气缸7
‑
12连接竖向滑块7
‑
11,驱动竖向滑块7
‑
11上下移动,所述竖向滑块7
‑
11上固定连接有夹臂7
‑
13,所述金属探棒7
‑
9夹装固定在夹臂7
‑
13上,随竖向滑块7
‑
11
一起上下移动,所述金属探棒7
‑
9还随竖向滑板7
‑
4移动上下移动;所述锡盘7
‑
2内安装有加热装置、侧安装有刮灰装置7
‑
15;所述加热装置为加热盘管;所述刮灰装置7
‑
15包括刮板7
‑
15
‑
1以及容纳锡灰的集灰槽7
‑
15
‑
2,所述刮板7
‑
15
‑
1通过刮板结构7
‑
15
‑
3安装在机架1上,刮板结构7
‑
15
‑
3驱动上下或水平移动,所述集灰槽7
‑
15
‑
2固定安装在机架1上,其位于锡盘7
‑
2斜下方并通过斜板7
‑
15
‑
4与锡盘7
‑
2连接;所述刮板7
‑
15
‑
1上下或水平移动,锡盘7
‑
2内的锡灰刮至集灰槽7
‑
15
‑
2内,所述刮板结构7
‑
15
‑
3由两个气缸连接构成;所述金属探棒7
‑
9连接控制电路,控制电路连接驱动装置,所述控制电路由单片机连接构成。
42.如图9所示,所述烫平机构8包括料板压杆二8
‑
1、烫平块8
‑
2,所述安装盘13上固定连接有横板二8
‑
3,所述横板二8
‑
3伸出安装盘13外一段,所述压杆气缸二8
‑
4安装在横板二8
‑
3上,所述料板压杆二8
‑
1竖直设置,其上端与压杆气缸二8
‑
4连接、下端贯穿横板二8
‑
3伸出,所述料板压杆二8
‑
1与横板二8
‑
3滑动配合,所述压杆气缸二8
‑
4驱动料板压杆二8
‑
1上下移动,所述烫平块8
‑
2安装在机架1上,料板压杆二8
‑
1位于烫平工位上料座上方、烫平块8
‑
2位于烫平工位上料座下方;所述横板二8
‑
3上固定连接有竖板二8
‑
5,所述烫平机构8还包括线圈压块三8
‑
6,所述竖板二8
‑
5上固定安装有压块气缸三8
‑
7,所述线圈压块三8
‑
6固定连接在压块气缸三8
‑
7上,所述压块气缸三8
‑
7驱动线圈压块三8
‑
6上下移动。
43.如图10所示,所述检测机构9包括若干探针9
‑
1、检测仪,所述机架上安装有检测气缸9
‑
2,所述探针9
‑
1固定连接在检测气缸9
‑
2上,由检测气缸9
‑
2驱动,做与检测工位上料座相对移动,所述探针9
‑
1连接检测仪。
44.如图11所示,所述检测光电11安装在机架1上。
45.对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。