1.本实用新型涉及一种工装,尤其是钳头铸件加工夹紧装置。
背景技术:
2.钳头的形状不规则,因此采用精密铸造,铸造完成的钳头需要对钳口进行加工,由于钳头的形状不规则,因此如何有效夹紧钳头是亟待解决的问题。
技术实现要素:
3.为解决上述问题,本实用新型提供一种能够有效夹紧钳头,钳头的定位一致性好,方便加工的钳头铸件加工夹紧装置,具体技术方案为:
4.钳头铸件加工夹紧装置,包括:夹紧座,所述夹紧座上设有夹紧槽;第一定位柱,所述第一定位柱固定在所述夹紧槽的一侧,所述第一定位柱上设有定位轴,所述定位轴活动插在钳头的驱动孔内;第二定位柱,所述第二定位柱固定在所述夹紧槽的一侧,且与钳头的连接槽相对应;第三定位柱,所述第三定位柱固定在所述夹紧槽的一侧,且位于所述第二定位柱的下方,用于支撑钳头;第一压紧柱,所述第一压紧柱活动插在所述夹紧槽的另一侧,且位于所述第一定位柱的一侧,用于将钳头压紧在所述第一定位柱上;第二压紧柱,所述第二压紧柱活动插在所述夹紧槽的另一侧,且与钳头的夹紧头相对应,用于将夹紧头压紧在所述夹紧槽的一侧;压紧座,所述压紧座分别与所述第一压紧柱和所述第二压紧柱连接;及压紧气缸,所述压紧气缸固定在所述夹紧座上,且与所述压紧座连接。
5.通过采用上述技术方案,三个定位柱实现钳头的定位,保证加工后的钳口一致性好,并且与驱动孔之间的间距相同,保证装配好的钳头符合要求。
6.通过两个压紧柱实现钳头的固定,使加工过程中位置不变。
7.进一步的,所述压紧座上设有第一连接孔、第二连接孔和第三连接孔,所述第一压紧柱活动插在所述第一连接孔内,所述第二压紧柱活动插在所述第三连接孔内,所述压紧气缸的活塞杆活动插在所述第二连接孔内;还包括:第一连接轴,所述第一连接轴固定在所述第一连接孔上,且与所述第一压紧柱转动连接;第二连接轴,所述第二连接轴固定在所述第二连接孔上,且与所述压紧气缸的活塞杆转动连接;第三连接轴,所述第三连接轴固定在所述第三连接孔上,且与所述第二压紧柱转动连接。
8.通过采用上述技术方案,通过连接轴和连接孔实现压紧座的自由转动,进而保证在钳头的厚度不一致的情况下,每个钳头均能被有效压紧,即第一压紧柱和第二压紧柱能够自动调节,实现钳头的可靠压紧。如果压紧座不能转动,在夹紧头与钳头厚度发生变化时导致其中一个压紧柱不能压紧钳头。
9.与现有技术相比本实用新型具有以下有益效果:
10.本实用新型提供的钳头铸件加工夹紧装置通过对钳头的转动孔进行定位,保证加工的一致性,并且装夹方便,能有效夹紧钳头。
附图说明
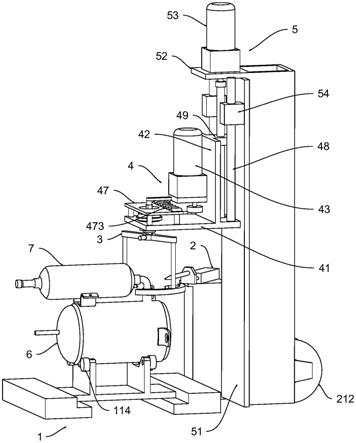
11.图1是钳头铸件加工夹紧装置的结构示意图;
12.图2是钳头铸件加工夹紧装置的俯视图;
13.图3是钳头铸件加工夹紧装置隐藏夹紧侧板后的结构示意图;
14.图4是压紧气缸、压紧座、第一压紧柱和第二压紧柱的装配结构示意图;
15.图5是图4的俯视图;
16.图6是钳头的结构示意图。
具体实施方式
17.现结合附图对本实用新型作进一步说明。
18.如图1至图6所示,钳头铸件加工夹紧装置,包括:夹紧座1,夹紧座1上设有夹紧槽10;第一定位柱4,第一定位柱4固定在夹紧槽10的一侧,第一定位柱4上设有定位轴41,定位轴41活动插在钳头9的驱动孔92内;第二定位柱5,第二定位柱5固定在夹紧槽10的一侧,且与钳头9的连接槽93相对应;第三定位柱6,第三定位柱6固定在夹紧槽10的一侧,且位于第二定位柱5的下方,用于支撑钳头9;第一压紧柱2,第一压紧柱2活动插在夹紧槽10的另一侧,且位于第一定位柱4的一侧,用于将钳头9压紧在第一定位柱4上;第二压紧柱3,第二压紧柱3活动插在夹紧槽10的另一侧,且与钳头9的夹紧头94相对应,用于将夹紧头94压紧在夹紧槽10的一侧;压紧座7,压紧座7分别与第一压紧柱2和第二压紧柱3连接;及压紧气缸8,压紧气缸8固定在夹紧座1上,且与压紧座7连接。
19.第一定位柱4、第二定位柱5以及夹紧头94实现三个点与夹紧槽10的一侧接触,确定压紧平面。三个定位柱实现钳头9的定位,保证加工后的钳口91一致性好,并且与驱动孔92之间的间距相同,保证装配好的钳头9符合要求。
20.通过两个压紧柱实现钳头9的固定,使加工过程中位置不变。
21.钳头9插到定位轴41上后,钳头9压紧在第一定位柱4上,此时夹紧头94 正好压紧在夹紧槽10的侧面。
22.夹紧座1包括夹紧底板、夹紧侧板12、夹紧导向板13和气缸固定板14,夹紧侧板12和夹紧导向板13形成夹紧槽10,第一压紧柱2和第二压紧柱3活动插在夹紧导向板13上,第一定位柱4、第二定位柱5和第三定位柱6均固定在夹紧侧板12上,压紧气缸8固定在气缸固定板14上。
23.第一定位柱4、第二定位柱5、第三定位柱6、第一压紧柱2、第二压紧柱3 和压紧气缸8均可以设有多个,并排设置在夹紧座1上,实现一次装夹多个钳头,提高加工效率。
24.压紧座7上设有第一连接孔71、第二连接孔72和第三连接孔73,第一压紧柱2活动插在第一连接孔71内,第二压紧柱3活动插在第三连接孔73内,压紧气缸8的活塞杆活动插在第二连接孔72内;
25.还包括:第一连接轴83,第一连接轴83固定在第一连接孔71上,且与第一压紧柱2转动连接;第二连接轴82,第二连接轴82固定在第二连接孔72上,且与压紧气缸8的活塞杆转动连接;第三连接轴83,第三连接轴83固定在第三连接孔73上,且与第二压紧柱3转动连接。
26.通过连接轴和连接孔实现压紧座7的自由转动,进而保证在钳头9的厚度不一致的
情况下,每个钳头9均能被第一压紧柱2和第二压紧柱3有效压紧,即第一压紧柱2和第二压紧柱3能够自动调节压紧位置,实现钳头9的可靠压紧。如果压紧座7不能转动,在夹紧头94与钳头9厚度发生变化时导致其中一个压紧柱不能压紧钳头9。
27.与现有技术相比本实用新型具有以下有益效果:
28.本实用新型提供的钳头铸件加工夹紧装置通过对钳头的转动孔进行定位,保证加工的一致性,并且装夹方便,能有效夹紧钳头。
29.以上结合具体实施例描述了本实用新型的技术原理。这些描述只是为了解释本实用新型的原理,而不能以任何方式解释为对本实用新型保护范围的限制。基于此处的解释,本领域的技术人员不需要付出创造性的劳动即可联想到本实用新型的其它具体实施方式,这些方式都将落入本实用新型权利要求的保护范围之内。
技术特征:
1.钳头铸件加工夹紧装置,其特征在于,包括:夹紧座,所述夹紧座上设有夹紧槽;第一定位柱,所述第一定位柱固定在所述夹紧槽的一侧,所述第一定位柱上设有定位轴,所述定位轴活动插在钳头的驱动孔内;第二定位柱,所述第二定位柱固定在所述夹紧槽的一侧,且与钳头的连接槽相对应;第三定位柱,所述第三定位柱固定在所述夹紧槽的一侧,且位于所述第二定位柱的下方,用于支撑钳头;第一压紧柱,所述第一压紧柱活动插在所述夹紧槽的另一侧,且位于所述第一定位柱的一侧,用于将钳头压紧在所述第一定位柱上;第二压紧柱,所述第二压紧柱活动插在所述夹紧槽的另一侧,且与钳头的夹紧头相对应,用于将夹紧头压紧在所述夹紧槽的一侧;压紧座,所述压紧座分别与所述第一压紧柱和所述第二压紧柱连接;及压紧气缸,所述压紧气缸固定在所述夹紧座上,且与所述压紧座连接。2.根据权利要求1所述的钳头铸件加工夹紧装置,其特征在于,所述压紧座上设有第一连接孔、第二连接孔和第三连接孔,所述第一压紧柱活动插在所述第一连接孔内,所述第二压紧柱活动插在所述第三连接孔内,所述压紧气缸的活塞杆活动插在所述第二连接孔内;还包括:第一连接轴,所述第一连接轴固定在所述第一连接孔上,且与所述第一压紧柱转动连接;第二连接轴,所述第二连接轴固定在所述第二连接孔上,且与所述压紧气缸的活塞杆转动连接;第三连接轴,所述第三连接轴固定在所述第三连接孔上,且与所述第二压紧柱转动连接。
技术总结
本实用新型涉及钳头铸件加工夹紧装置,包括:设有夹紧槽的夹紧座,安装在夹紧槽一侧的第一定位柱、第二定位柱和第三定位柱,第一定位柱上设有定位轴,定位轴活动插在钳头的驱动孔内;第二定位柱与钳头的连接槽相对应;第三定位柱位于第二定位柱的下方,用于支撑钳头;活动插在夹紧槽另一侧的第一压紧柱和第二压紧柱,第一压紧柱位于第一定位柱的一侧,用于将钳头压紧在第一定位柱上;第二压紧柱与钳头的夹紧头相对应,用于将夹紧头压紧在夹紧槽的一侧;压紧座分别与第一压紧柱和第二压紧柱连接;及压紧气缸,压紧气缸固定在夹紧座上,且与压紧座连接。该装置通过对钳头的转动孔进行定位,保证加工的一致性,并且装夹方便,能有效夹紧钳头。紧钳头。紧钳头。
技术研发人员:江进云
受保护的技术使用者:灌南钰诚机械设备有限公司
技术研发日:2020.12.30
技术公布日:2021/11/5
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。