技术特征:
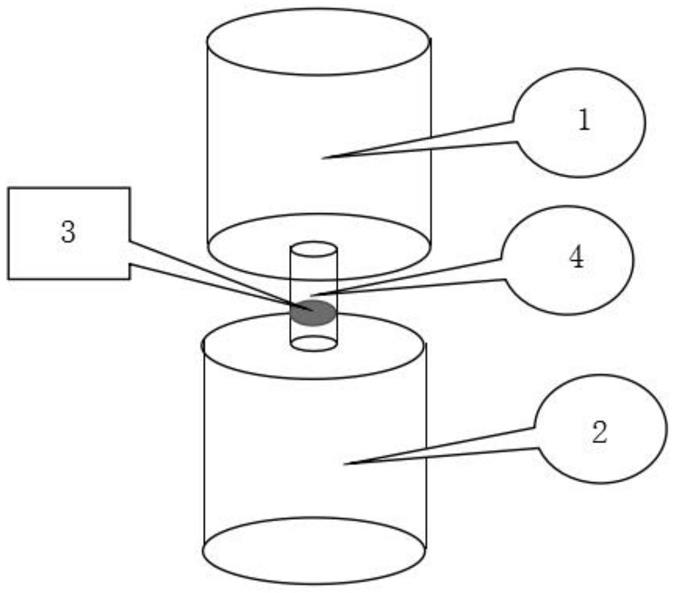
1.一种粉末高速钢复合轧辊辊套,其特征在于,所述轧辊辊套包括:外工作层(1)和内部无缝管层(2),所述外工作层(1)为粉末高速钢耐磨合金,所述内部无缝管层(2)预制碳钢或者合金钢无缝管,所述外工作层(1)与所述内部无缝管层(2)通过热压扩散相结合且形成冶金结合层(3);所述外工作层(1)的厚度为10mm
‑
100mm,所述内部无缝管层(2)的厚度为15mm
‑
200mm,所述外工作层(1)的厚度与所述内部无缝管层(2)的厚度之比为1:(1.2
‑
2.5)。2.根据权利要求1所述的粉末高速钢复合轧辊辊套,其特征在于,所述外工作层(1)是通过将粉末高速钢耐磨合金预压制成两个半圆形槽,再将两个半圆形槽相嵌包覆在所述内部无缝管层(2)上后进行热等静压复合而成;或者,所述外工作层(1)为一段或者两段或者多段粉末高速钢耐磨合金钢环,粉末高速钢耐磨合金在预定温度条件下压制成型一段或者两段或者多段所述外工作层(1),一段或者两段或者多段所述外工作层(1)再通过热压扩散复合于所述内部无缝管层(2)的外周。3.根据权利要求2所述的粉末高速钢复合轧辊辊套,其特征在于,所述内部无缝管层(2)的外管面预制有若干突起(21)或者凹坑(22),所述突起(21)突出的高度或者所述凹坑(22)内凹的深度是所述内部无缝管层(2)厚度的1/25
‑
1/20;或者,所述内部无缝管层(2)的外管面预制有若干环形的凸肋(23)或者凹槽(24),所述凸肋(23)突出的高度或者所述凹槽(24)内凹的深度是所述内部无缝管层(2)厚度的1/25
‑
1/20。4.根据权利要求1至3中任一项所述的粉末高速钢复合轧辊辊套,其特征在于,所述内部无缝管层(2)的化学成分以及各成分的质量百分占比为:c:0.05
‑
0.30%、si:0.15
‑
0.50%、mn:0.30
‑
0.75%、cr:0.2
‑
3.5%、v:0.05
‑
0.35%、p≤0.02%、s≤0.02%,余量为fe及不可避免的杂质。5.根据权利要求1至3中任一项所述的粉末高速钢复合轧辊辊套,其特征在于,作为所述外工作层(1)的粉末高速钢耐磨合金的化学成分以及各成分的质量百分占比为:c:2.0
‑
2.5%、si:0.3
‑
0.6%、mn:0.2
‑
0.45%、w:1.5
‑
2.0%、mo:2.5
‑
3.0%、v:5.0
‑
6.5%、cr:4
‑
6%、b:0.01
‑
0.2%,余量为fe及不可避免的杂质。6.一种粉末高速钢复合轧辊辊套的制造方法,其特征在于,所述制造方法包括以下步骤:步骤一,按照预定尺寸和化学组分制作加工好内部无缝管层(2),去除所述内部无缝管层(2)表面油污以及氧化层后待用;将粉末高速钢耐磨合金按照预定尺寸和条件压制成型制作好外工作层(1),然后将所述外工作层(1)与所述内部无缝管层(2)组装成轧辊辊套坯料;步骤二,将组装好的轧辊辊套坯料外包包套,抽真空焊接封装;然后将封装好的所述轧辊辊套坯料放入热等静压炉内烧结成型;步骤三,将烧结成型的所述轧辊辊套坯料进行热处理,然后进行机械加工制得粉末高速钢复合轧辊辊套。7.根据权利要求6所述的制造方法,其特征在于,步骤一中,所述内部无缝管层(2)的外管面进行粗糙处理,表面粗糙度为0.1
‑
2.5ra;制作所述外工作层(1)时,将粉末高速钢耐磨合金在常温下压制成半圆环状,压制压力为50
‑
150mpa。
8.根据权利要求6所述的制造方法,其特征在于,步骤二中,组装所述轧辊辊套坯料的包套选用0.5mm
‑
2.0mm的铁板或者低碳钢板,包套抽真空后的真空度为大于或者等于1kpa。9.根据权利要求6所述的制造方法,其特征在于,步骤二中,所述轧辊辊套坯料在热等静压炉内烧结成型的条件是:温度为1000℃
‑
1200℃,压力为80
‑
200mpa。10.根据权利要求6所述的制造方法,其特征在于,步骤三中,将烧结成型的所述轧辊辊套坯料进行热处理包括淬火和回火;其中,淬火条件是:温度950℃
‑
1150℃、保温1
‑
3h、油冷或者风冷至350℃以下;回火条件是:温度500℃
‑
700℃、保温2
‑
3h、出炉空冷。
技术总结
本发明公开了一种粉末高速钢复合轧辊辊套,包括:外工作层(1)和内部无缝管层(2),所述外工作层(1)为粉末高速钢耐磨合金,所述内部无缝管层(2)预制碳钢或者合金钢无缝管,所述外工作层(1)与所述内部无缝管层(2)通过热压扩散相结合且形成冶金结合层(3);所述外工作层(1)的厚度为10mm
技术研发人员:李聚良 黄玲 曾麟芳 向勇
受保护的技术使用者:湖南三泰新材料股份有限公司
技术研发日:2021.09.13
技术公布日:2021/11/4
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。