1.本发明属于电池领域,具体涉及叠片式电芯及其制备方法。
背景技术:
2.叠片工艺是常用的电池极组成型方式,通常需要将连续的正极片和负极片进行模切后再裁切成单片,然后将正负极单片交替放置在z字形折叠的隔膜上堆叠形成裸电芯。但此种工艺存在如下问题:正负极需要分别切断形成单片,加工过程产生毛刺的风险较大;叠片过程正负极单片之间以及正负极与隔膜之间易发生错位,造成对齐度不良;隔膜质地轻薄,放卷呈z字形运动的折叠方式由设备施加张力实现,易产生褶皱缺陷。另外,在叠片之后有时还需要对极组进行热压定型,来降低极片与隔膜、正极片与负极片、以及层与层之间的位移或错位风险。
3.锂离子电池因其比容量高、自放电小、工作温度范围宽、电压平台高、循环寿命长、无记忆效应、对环境友好等特点,已广泛应用于电动车、储能、数码电子产品等领域。叠片式电芯广泛应用于锂离子电池。常规的叠片式电芯和叠片工艺存在的上述问题对于叠片式离子电池的成本以及制造过程的稳定性、安全性和生产效率都有着重大影响。
4.因此,本领域需要一种能够有效提升电池制造过程的稳定性和安全性,降低生产成本,提高生产效率的叠片式电芯及其制备方法。
技术实现要素:
5.本发明的目的在于提供一种叠片式电芯及其制备方法,改善现有叠片工艺制备电芯过程中正负极易错位、叠片过程张力不均隔膜易褶皱的问题,同时无需对叠片后的极组进行热压定型,无需同时使用正负极单片,从而有效提升电池制造过程的稳定性和安全性,降低生产成本,提高生产效率。
6.具体而言,本发明提供一种叠片式电芯,所述叠片式电芯包括第一极片和第二极片,所述第一极片由两层连续的隔膜和位于所述两层连续的隔膜之间的上下表面间歇性涂覆有正极材料或负极材料的连续的集流体复合而成,所述第二极片为负极单片或正极单片。
7.在一个或多个实施方案中,所述第一极片中,所述正极材料或负极材料以等间隙或非等间隙的形式间歇性涂覆在所述连续的集流体上。
8.在一个或多个实施方案中,所述第一极片还包含涂胶层,所述涂胶层位于所述集流体上未涂覆正极材料或负极材料部分的上下两个表面与位于所述集流体两侧的所述连续的隔膜之间。
9.在一个或多个实施方案中,所述叠片式电芯为z字形叠片式电芯和/或卷绕式叠片式电芯。
10.本发明还提供一种制备叠片式电芯的方法,所述方法包括以下步骤:
11.(1)提供上下表面间歇性涂覆有正极材料的连续的集流体、连续的隔膜和负极单
片,或提供上下表面间歇性涂覆有负极材料的连续的集流体、连续的隔膜和正极单片;
12.(2)对所述集流体上未涂覆正极材料或负极材料部分的上下表面进行涂胶;
13.(3)将经步骤(2)处理后的集流体与置于其上下表面传送的隔膜通过热压在涂胶处复合固定,形成第一极片;
14.(4)将步骤(3)得到的第一极片与负极单片或正极单片进行叠片,形成叠片式电芯。
15.在一个或多个实施方案中,步骤(3)中,热压的温度为80
‑
100℃。
16.在一个或多个实施方案中,步骤(3)中,热压的压力为100
‑
1000kg。
17.在一个或多个实施方案中,步骤(3)中,使用辊压的方式进行所述热压。
18.在一个或多个实施方案中,步骤(4)中,叠片的方式为z字形叠片和/或卷绕式叠片。
19.在一个或多个实施方案中,所述第一极片中,正极材料或负极材料以等间隙或非等间隙的形式间歇性涂覆在连续的集流体上。
20.本发明还提供采用本文任一实施方案所述的方法制备得到的叠片式电芯。
21.本发明还提供一种叠片式锂离子电池,其特征在于,所述叠片式锂离子电池包含本文任一实施方案所述的叠片式电芯。
附图说明
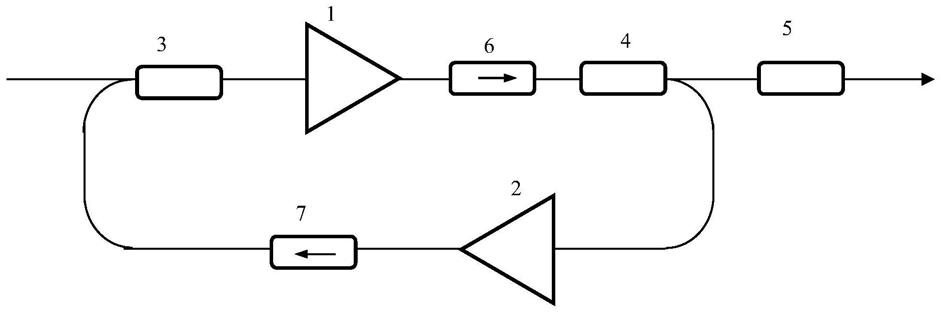
22.图1是本发明的一些实施方案中隔膜与间歇性涂覆有正极材料或负极材料的集流体复合的过程示意图。
23.图2是本发明的一些实施方案中间歇性涂覆有正极材料或负极材料的集流体上的涂胶区的示意图。
24.图3是本发明的一些实施方式中复合负极片与正极单片按照z型叠片得到的电芯的结构示意图。
25.图4是本发明的一些实施方案中复合负极片与正极单片按照卷绕式叠片得到的电芯的结构示意图。
26.图5是本发明的一些实施方案中复合正极片与负极单片按照z型叠片得到的电芯的结构示意图。
27.图6是本发明的一些实施方案中复合正极片与负极单片按照卷绕式叠片得到的电芯的结构示意图。
28.图1
‑
6中,1为间歇性涂覆有正极材料或负极材料的集流体;2为间歇性涂覆有正极材料或负极材料的集流体上的涂胶区;3为涂胶装置;41为极片上表面隔膜;42为极片下表面隔膜;51为金属上压辊;52为金属下压辊;6为复合电极片。
具体实施方式
29.为使本领域技术人员可了解本发明的特点及效果,以下谨就说明书及权利要求书中提及的术语及用语进行一般性的说明及定义。除非另有指明,否则文中使用的所有技术及科学上的字词,均为本领域技术人员对于本发明所了解的通常意义,当有冲突情形时,应以本说明书的定义为准。
30.本文描述和公开的理论或机制,无论是对或错,均不应以任何方式限制本发明的范围,即本发明内容可以在不为任何特定的理论或机制所限制的情况下实施。
31.在本文中,所有以数值范围或百分比范围形式界定的特征如数值、数量、含量与浓度仅是为了简洁及方便。据此,数值范围或百分比范围的描述应视为已涵盖且具体公开所有可能的次级范围及范围内的个别数值(包括整数与分数)。
32.本文中,当描述实施方案或实施例时,应理解,其并非用来将本发明限定于这些实施方案或实施例。相反地,本发明所描述的方法及材料的所有的替代物、改良物及均等物,均可涵盖于权利要求书所限定的范围内。
33.本文中,为使描述简洁,未对各个实施方案或实施例中的各个技术特征的所有可能的组合都进行描述。因此,只要这些技术特征的组合不存在矛盾,各个实施方案或实施例中的各个技术特征可以进行任意的组合,所有可能的组合都应当认为是本说明书记载的范围。
34.本发明的叠片式电芯包括第一极片和第二极片。本发明的叠片式电芯可以用作锂离子电池电芯或一次电池电芯。
35.本发明中,第一极片(又称复合电极片)由两层连续的隔膜和位于所述两层连续的隔膜之间的上下表面间歇性涂覆有正极材料或负极材料的连续的集流体复合而成。本发明中,含正极材料的复合电极片被称作复合正极片,含负极材料的复合电极片被称作复合负极片。本发明的复合电极片中,上下表面间歇性涂覆有正极材料或负极材料的连续的集流体可视为一种间歇性涂覆有正极材料或负极材料的连续电极片。
36.本发明中,第二极片是常规叠片工艺中使用的负极单片和正极单片。具体而言,负极单片和正极单片分别是指在常规叠片工艺中交替放置在由隔膜经z字形折叠或卷绕所形成的层状结构的层间的非连续的负极片和正极片。可以理解的是,本发明中,当第一极片为复合正极片时,第二极片为负极单片,当第一极片为复合负极片时,第二极片为正极单片。
37.可以理解的是,本发明中,“连续的”是指所形容的材料在所形成的电池极组中保持相连的状态。本发明的叠片式电芯中,第二极片位于由第一极片经折叠和/或卷绕所形成的多层结构的层间。
38.本发明中,“间歇性涂覆”是指沿集流体长度方向上涂覆的各段正极材料或负极材料之间间隔一定距离。集流体上涂覆的各段正极材料或负极材料的尺寸通常与第二极片的尺寸相对应。本发明中,“等间隙”是指集流体上涂覆的各段正极材料或负极材料之间间隔的距离相等,“非等间隙”是指集流体上涂覆的各段正极材料或负极材料之间间隔的距离不相等。
39.本发明的叠片式电芯可以是z字形叠片式电芯、卷绕式叠片式电芯或z字形卷绕复合式叠片式电芯。如图3和图5所示,本发明的z字形叠片式电芯中,第二极片设置在由等间隙间歇性涂覆有正极材料或负极材料的复合电极片经z字形折叠所形成的多层结构的层间。如图4和图6所示,本发明的卷绕式叠片式电芯中,第二极片设置在由非等间隙间歇性涂覆有正极材料或负极材料的复合电极片经卷绕所形成的多层结构的层间。本发明中,z字形卷绕复合式叠片式电芯是指第一极片和第二极片采用z字形折叠和卷绕两种方式进行叠片所形成的电芯。例如,本发明的z字形卷绕复合式叠片式电芯可以由本发明的z字形叠片式电芯和卷绕式叠片式电芯通过连续的第一级片连接而成。
40.本发明的复合电极片中,两层连续的隔膜和位于所述两层连续的隔膜之间的上下表面间歇性涂覆有正极材料或负极材料的连续的集流体可通过胶粘的方式复合。如图2所示,集流体上未涂覆正极材料或负极材料的部分(即间隙位置)可作为涂胶区。对集流体涂胶区上下表面进行涂胶后,可使用热压辊对间歇性涂覆有正极材料或负极材料的集流体和位于其上下表面的隔膜进行辊压,使集流体和隔膜粘结。涂胶区上涂覆的胶粘剂可以选自聚偏二氟乙烯、丙烯酸酯、合成橡胶等。
41.本发明中,复合正极片中的正极材料和正极单片中的正极材料不受特别限制。正极材料通常包括正极活性物质、导电剂和粘结剂。正极材料中的正极活性物质可以是选自磷酸铁锂、镍钴锰酸锂、镍钴铝酸锂、锰酸锂和钴酸锂中的一种或多种。在一些实施方案中,正极活性物质是镍钴锰酸锂。正极材料中的导电剂可以是选自导电炭黑、碳纤维、乙炔黑、导电石墨、石墨烯、碳纳米管和碳微球中的一种或多种。正极材料中的粘结剂可以是选自聚四氟乙烯、聚偏二氟乙烯、聚乙烯醇、聚烯烃、丁苯橡胶、氟化橡胶、聚氨酯和海藻酸钠中的一种或多种。正极材料中正极活性物质、导电剂和粘结剂的配比可以是本领域常规的。
42.本发明中,复合负极片中的负极材料和负极单片中的负极材料不受特别限制。负极材料通常包括负极活性物质、导电剂和粘结剂。负极材料中的负极活性物质可以是选自石墨、硅碳、氧化亚硅、钛酸锂中的一种或多种。在一些实施方案中,负极活性物质是石墨。负极材料中的导电剂可以是选自导电炭黑、碳纤维、乙炔黑、导电石墨、石墨烯、碳纳米管和碳微球中的一种或多种。负极材料中的粘结剂可以是选自聚四氟乙烯、聚偏二氟乙烯、聚乙烯醇、聚烯烃、羧甲基纤维素钠、丁苯橡胶、氟化橡胶、聚氨酯和海藻酸钠中的一种或多种。负极材料中负极活性物质、导电剂和粘结剂的配比可以是本领域常规的。
43.本发明中,复合电极片中的集流体不受特别限制,可以是铜箔、铝箔、钛箔、镍箔、铁箔或锌箔。在一些实施方案中,复合正极片中的集流体是铝箔。在一些实施方案中,复合负极片中的集流体是铜箔。
44.本发明中,复合电极片中的隔膜不受特别限制,可以是聚乙烯膜、聚丙烯膜、陶瓷涂覆的聚丙烯隔膜、陶瓷涂覆的聚乙烯隔膜、聚丙烯/聚乙烯双层隔膜、聚丙烯/聚乙烯/聚丙烯三层隔膜、聚丙烯/聚丙烯双层隔膜等。
45.本发明的叠片式电芯可采用包括以下步骤的方法制备:
46.(1)提供上下表面间歇性涂覆有正极材料的连续的集流体、连续的隔膜和负极单片和连续的隔膜,或提供上下表面间歇性涂覆有负极材料的连续的集流体、连续的隔膜和正极单片;
47.(2)对所述上下表面间歇性涂覆有正极材料或负极材料的连续的集流体上未涂覆正极材料或负极材料部分的上下表面进行涂胶;
48.(3)将经过步骤(2)处理后的上下表面间歇性涂覆有正极材料或负极材料的连续的集流体与置于其上下表面传送的连续的隔膜通过热压在涂胶处复合固定,形成复合电极片;
49.(4)将步骤(3)得到的复合电极片与负极单片或正极单片进行叠片,形成电芯。
50.在一些实施方案中,步骤(3)中,将经过步骤(2)处理后的上下表面间歇性涂覆有正极材料或负极材料的连续的集流体与置于其上下表面的连续的隔膜通过热压辊加热加压进行热压粘结,加热温度优选为80
‑
100℃,压力优选为100
‑
1000kg、例如500
±
100kg。将
加热温度和压力控制在前述范围内有利于集流体和隔膜之间快速、牢固的复合。采用辊压的方式进行复合有利于保证复合过程的稳定性和连续性,实现连续化生产。热压辊可以是金属辊。在一些实施方案中,热压辊包括金属上压辊和金属下压辊。
51.在一些实施方案中,步骤(4)中,将步骤(3)得到的复合电极片与负极单片或正极单片通过z字形叠片和/或卷绕式叠片形成电芯。
52.在一些实施方案中,本发明的制备叠片式电芯的方法不包括对电芯进行热压定型的步骤。
53.在一些实施方案中,隔膜与间歇性涂覆有正极材料或负极材料的集流体复合的过程如图1所示,在经过涂胶装置3时,间歇性涂覆有正极材料或负极材料的集流体1的涂胶区2的上下表面被涂胶,随后极片上表面隔膜41和极片下表面隔膜42分别被布置到涂胶后的间歇性涂覆有正极材料或负极材料的集流体1的上下表面,随后在金属上压辊51和金属下压辊52的作用下实现热压粘结,形成复合电极片6。
54.本发明的叠片式电芯可用于各类叠片式电芯适用的电池,例如叠片式锂离子电池、一次电池等。本发明包括包含本发明所述的叠片式电芯的叠片式锂离子电池。叠片式锂离子电池一般包含电芯、电解液和外壳,可通过将电芯装入外壳中,经过选自烘烤、注液、封口、化成和分容中一步或多步而形成。烘烤、化成、分容的条件可以是本领域常规的。电解液通常包含溶剂、添加剂和锂盐。电解液中的溶剂可以选自碳酸二甲酯、碳酸二乙酯、碳酸甲乙酯、碳酸乙烯酯和碳酸丙烯酯中的一种或多种。电解液中的添加剂可以选自氟代碳酸乙烯酯、碳酸亚乙烯酯、1,3丙烷磺酸内酯和碳酸乙烯亚乙酯中的一种或多种。电解液中的锂盐可以选自磷酸铁锂、lipf6、lifsi、litfsi、libob、liodfb和libf4中的一种或多种。
55.本发明的有益效果包括:隔膜和间歇性涂覆有正极材料或负极材料的集流体复合形成复合电极片后实现了极片和隔膜的良好固定,在装配过程只需要控制复合正极片与负极单片或者复合负极片与正极单片的相对位置,减少了正负极片之间、极片与隔膜之间位移、错位造成的对齐度不良,且无需对叠片后的极组进行额外的热压整形。隔膜与极片复合而成的复合电极片降低了叠片过程中产生褶皱的风险。由于只使用对正极单片或负极单片其中之一,显著降低了极片生产过程毛刺的风险。
56.与常规的叠片工艺相比,本发明具有以下优点:
57.1.常规的叠片工艺需要用到正极单片和负极单片两者,正负极需要分别切断形成单片,裁切成单片过程产生毛刺的风险较大,本发明只需使用正极单片或负极单片其中之一,显著降低了极片生产过程毛刺的风险。
58.2.常规的叠片工艺需要设备对隔膜施加张力,隔膜放卷呈z字形折叠,由于隔膜本身质地轻薄、无支撑,过程的波动极易产生褶皱缺陷引入电芯,本发明将隔膜与连续的电极片复合成一体、形成隔膜 电极片 隔膜的“三明治”结构,极片对隔膜起到骨架固定支撑作用,无论在z型叠片还是卷绕式叠片过程都能显著降低褶皱的风险。
59.3.常规的叠片工艺需要同时把控负极片与隔膜、负极片和正极片之间的相对位置,对叠片工序的过程能力要求极高,本发明将隔膜和正极或隔膜和负极在叠片前进行一体化,叠片过程只需要控制复合电极片与正极单片或负极单片的相对位置,减少了正负极片之间、极片与隔膜之间位移、错位造成的对齐度不良的风险。
60.4.本发明的复合电极片的集流体上间歇性涂覆正负极材料,从而预留出部分未涂
覆正负极材料的集流体区域,作为z字形折叠的弯折区域和/或卷绕叠片的弧形区域。弯折区域和弧形区域的正负极材料会增加电池重量,而且无法有效地提升电池的能量密度。因此,本发明节省了正负极材料,避免了刮除集流体弯折区域和/或弧形区域正负极材料的工序。
61.下文将以具体实施例的方式阐述本发明。应理解,这些实施例仅仅是阐述性的,并非意图限制本发明的范围。实施例中所用到的方法、试剂和材料,除非另有说明,否则为本领域常规的方法、试剂和材料。实施例中的试剂和材料均可通过市售途径购得。
62.实施例1
63.参见图1
‑
图3,本实施例将等间隙间歇性涂覆有石墨的集流体1的涂胶区2处通过涂胶装置3进行涂胶,与置于其上下表面的隔膜41和隔膜42在金属压辊处热压粘结,金属压辊温度调节为80℃,压力为500kg。热压粘接后得到隔膜与等间隙间歇性涂覆有石墨的集流体复合的复合负极片。将复合负极片与裁切后的镍钴锰酸锂正极单片通过z字形叠片,形成图3所示的锂离子电池电芯。
64.实施例2
65.参见图1、图2和图4,本实施例将非等间隙间歇性涂覆有石墨的集流体1的涂胶区2处通过涂胶装置3进行涂胶,与置于其上下表面的隔膜41和隔膜42在金属压辊处热压粘结,金属压辊温度调节为80℃,压力为500kg。热压粘接后得到隔膜与非等间隙间歇性涂覆有石墨的集流体复合的复合负极片。将复合负极片与裁切后的镍钴锰酸锂正极单片通过卷绕式叠片,形成图4所示的锂离子电池电芯。
66.实施例3
67.参见图1、图2和图5,本实施例将等间隙间歇性涂覆有镍钴锰酸锂的集流体1的涂胶区2处通过涂胶装置3进行涂胶,与置于其上下表面的隔膜41和隔膜42在金属压辊处热压粘结,金属压辊温度调节为80℃,压力为500kg。热压粘接后得到隔膜与等间隙间歇性涂覆有镍钴锰酸锂的集流体复合的复合正极片。将复合正极片与裁切后的石墨负极单片通过z字形叠片,形成图5所示的锂离子电池电芯。
68.实施例4
69.参见图1、图2和图6,本实施例将非等间隙间歇性涂覆有镍钴锰酸锂的集流体1的涂胶区2处通过涂胶装置3进行涂胶,与置于其上下表面的隔膜41和隔膜42在金属压辊处热压粘结,金属压辊温度调节为80℃,压力为500kg。热压粘接后得到隔膜与非等间隙间歇性涂覆有镍钴锰酸锂的集流体复合的复合正极片。将复合正极片与裁切后的石墨负极单片通过卷绕式叠片,形成图6所示的锂离子电池电芯。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。