涂层焙烧叠层模铸封装oled的方法和系统
技术领域
1.本发明涉及到有机发光二极管oled显示屏的制作方法,尤其是涉及到oled显示屏发光单元的高水氧阻隔封装技术。
背景技术:
2.oled(organic light emitting diode,即有机发光二极管)显示器结构比目前大量在使用的tft
‑
lcd(即液晶显示屏)简单,成本仅有tft
‑
lcd的三分之一左右。除此之外,oled还有许多优势,由于oled是自发光的技术特性,不像lcd都需要背光模块(在液晶后面加灯管),oled通电之后就会自己发光,可以省掉灯管的重量体积及耗电量,不仅让产品厚度减薄许多,操作电压更是低到2至10伏特,加上oled的反应时间(小于10ms)及色彩都比tft
‑
lcd出色,更有可弯曲的特性,让它的应用范围极广。
3.长期以来,oled显示器采用真空热蒸镀技术制作各功能层,真空热蒸镀系统包括蒸镀,掩模板和蒸镀源,都由不同的厂家提供,设备价格和维护成本相当高昂。最近,溶液法制备oled显示器技术获得很大的进步,尤其是喷墨打印技术,由于其特点是非接触,无压力和无印版的印刷技术,大大减少了材料的浪费,适合于大面积制作。
4.虽然oled显示器具有低电压、全固态、高亮度、低功耗、全视角、响应快、色彩逼真、工作温度范围宽和可实现柔性显示等诸多优势,是及具竞争力和发展前景的新一代显示技术,但是oled使用的低功函数的阴极材料和相关的有机发光材料对水蒸气和氧气高度敏感。如果设计寿命是一万小时的使用寿命,水蒸气和氧气的渗透率要分别低于5x10^
‑
5克/平方米*日和10^
‑
3克/平方米*日,相当于每天只允许一滴水进入六个足球场大小的面积内。
5.研究如何采用溶液法制作高水氧阻隔性能的oled显示器封装外套的技术是oled显示器行业的一个特别重要的课题,完美的溶液法封装技术既可以有效降低制造成本,缩短制造工时和制造周期,又可以提高产品质量,延长产品的使用寿命,具有非常深远的社会意义和巨大的经济效益。
技术实现要素:
6.本发明是针对现有技术的不足而设计和提供的可适用于柔性透明基材的溶液法制作高水氧阻隔性的oled显示器的封装技术。
7.本发明的技术方案是:采用精密加工技术和高温火焰和等离子抛光处理技术制作雌雄两套模具,在两套模具合模面超声雾化喷涂一层或多层几十纳米厚氧化铝前驱体溶液,干燥后在600
–
1150℃的高温中进行焙烧热处理并退火,直至转变为致密的α
‑
al2o3晶体结构。在致密的氧化铝膜层上继续超声雾化喷涂evoh乳液,热固化后二流体喷涂热固化树脂或uv固化树脂,经过高速离心旋涂后合拢雌雄两模具叠层模铸并固化,把上下包含致密的α
‑
al2o3晶体结构的氧化铝的高水氧阻隔性的叠层结构两面脱模后,与封底接触面涂胶并覆盖贴合到预先制作好的包含了致密氧化铝和evoh层的具有高水氧阻隔性的封底,封装套
覆盖到一个或多个矩阵分布的oled发光单元上。
附图说明
8.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚完整的描述,显然所描述的实施例仅仅是本发明的一部分实施例,基于这些实施例,本领域普通技术人员在不做出创造性劳动的前提下,可获得所有其他实施例,均属于本发明保护的范围。通过结合附图进行的以下描述,本发明的实施例和其他方面的特点和优势将变得更加清楚。应当理解,此处所描述的具体实施例和附图,仅仅用于理解本发明,并不用于限定本发明。
9.图1描述了雌模具的截面和俯视图,图中,101是雌模,102封装套上层凹槽,103和104是导向机构定位圆柱孔。
10.图2描述了雄模具的截面和俯视图,图中,201是雄模,202封装套下层凸台,203和204是导向机构定位圆柱。
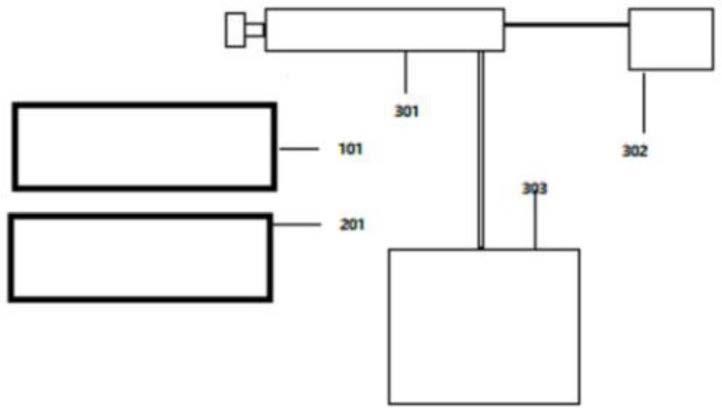
11.图3描述了超声雾化喷涂原理示意图,图中301是超声雾化喷头,302是超声波发生器,303是溶液容器。
12.图4描述了高温焙烧热处理炉原理示意图,图中,401是红外线高温加热灯,402是可升降置物架,403是耐火保温层,404是温控系统。
13.图5描述了二流体喷涂原理示意图,图中,501是空气喷枪,502是空压机,503是粘合填充剂容器。
14.图6描述了高速离心旋涂机原理示意图,图中,601是高速电机,602是传动机构,603是转盘,604是固定装置,605是盖板。
15.图7描述了雌雄两模具合模后固化装置原理示意图,图中,701是雌雄两模具合模体,702是紫外线辐射固化灯或者红外线加热固化灯,或者二者兼有。
16.图8描述了高水氧阻隔封底及oled隔离墙的3d示意图,图中,801是焙烧过的致密氧化铝的贴合层和evoh印刷固化层的复合层封底,802是高水氧阻隔封装套安装间隙,803是封装单元,其中包含多个发光单元的隔离墙。
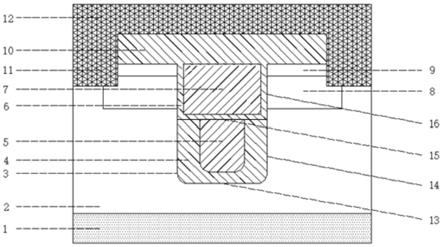
17.图9描述了oled发光单元各功能层示意图,图中,901是封底致密氧化铝阻隔层,902是封底evoh阻隔层,903是漏极连接导体层,904是低功函数的金属阴极(或阳极)电极,905是电子(或空穴)注入层,906是电子(或空穴)传导层,907是电子(或空穴)阻隔层,908是发光材料主体材料和客体材料层,909是空穴(或电子)阻隔层,910是空穴(或电子)传导层,911是空穴(或电子)注入层,912是阳极(或低功函数的金属阴极)电极,913是叠层模铸封装套层。
18.图10描述了无水氧封装室原理示意图,图中,1001是底层基材和封底,1002是封装套,1003是固定吸盘,1004是机械手,1005是ccd视觉识别系统,1006是密封手套,1007是密封壁,1008是抽真空出口,1009是充氮气入口。
具体实施方式
19.如图1、2所示,雌模呈多个并排凹槽矩阵排列,雄模呈多个并排凸台的矩阵排列,为了适用于小尺寸高精度的要求,雌雄两模具采用高精度加工技术,如二氧化碳激光雕刻
加工技术,精加工后再经过高温火焰抛光和等离子抛光,保证加工面的光滑度。雌雄两模具是精准配合关系,当雌雄两模具通过导向机构定位圆柱203、204插入定位圆柱孔103、104中精确定位并模具合拢时,雄模201的凸台202正好插入雌模101的凹槽102,并且两者中间的间隙全部都是均匀分布的,以保证涂层焙烧叠层模铸的封装套的厚度始终是均匀的。
20.如图3所示,超声雾化喷头301连接超声波发生器302和氧化铝前驱体溶液溶器303。超声雾化喷头是一种基于变幅杆换能器原理的超声波雾化装置,通过增幅放大后的高频超声波振荡将液体雾化,并通过一定量的载气将雾液送到被喷涂的雌雄两模具涂覆层上。
21.和传统的二流体喷涂,即空气喷枪相比,超声雾化喷涂的图层匀均度高,原料利用率高,涂层厚度控制精度高,涂层厚度更薄,飞溅少,喷头维护成本低等优点;而相比于真空喷涂,化合物气相沉积等成膜工艺,尤其在较大面积薄膜制备上,超声喷涂是一种更加经济的成膜工艺,无论是设备成本,耗能耗料成本,还是维护成本上都有很大的优势。
22.采用超声波雾化喷涂的氧化铝高水氧阻隔材料前驱体溶液由三类材料按照一定的摩尔比混合而成:
23.一是含有铝离子的溶液,如氢氧化铝溶液、氯化铝及其水合物、硝酸铝及其水合物、磷酸铝及其水合物等;
24.二是醇醚类或醇类溶剂,如乙二醇单甲醚,丙二醇单甲醚,丁二醇单甲醚,乙二醇,甘油,丙二醇等其中的一种或者几种混合物;
25.三是稳定剂,如一乙醇胺,二乙醇胺和三乙醇胺等。
26.在超声雾化喷涂氧化铝前驱体溶液时,为了使混合液的分布更加均匀,优选方案是在混合液中插入超声波震动棒,开启超声波发生器,在超声波的作用下,混合液内部产生空穴,然后高压爆炸内部翻腾,混合液可以得到充分的搅拌,铝离子和溶剂以及稳定剂相互之间分布更加均匀,为后期形成致密的氧化铝晶体结构做好铺垫。
27.在雌雄两模具上,喷涂小于100纳米的氧化铝前期体溶液涂层,待干燥后,再喷涂一层或者多层的氧化铝前驱体溶液涂层,在喷涂下一层时都要加热干燥上一层的喷涂层。
28.如图4所示,高温焙烧热处理炉中403是耐火保温外层,保温层可以减少能量损耗,并且可以通过快速升温减少热处理时间。将采用超声雾化喷涂氧化铝前驱体溶液的雌雄两模具放在高温焙烧热处理炉内的可升降置物架402上,加热温度保持在600
‑
1150摄氏度,红外高温加热灯401灯管由石英玻璃制造,特制惰性气体和钨丝保证准确的波谱和精确的波长输出,长寿高效,快速升温,热惯性小,有利于温控系统404的准确控温。
29.氧化铝前驱体溶液经高温热处理并退火后形成致密的α
‑
al2o3氧化铝晶体结构,密度可达3.98克/立方厘米,具备高水氧阻隔性。
30.在经过处理并退火的致密氧化铝阻隔层上再超声雾化喷涂一层或者多层evoh乳液,厚度小于100纳米,evoh中聚乙烯的摩尔分子比小于29%,即聚乙烯醇的摩尔分子比大于71%,固化温度设置在158
‑
189摄氏度之间。
31.如图5所示,二流体喷涂系统包含空气喷枪501,空压机502和粘合填充剂容器503。和超声雾化喷涂相比,二流体喷涂系统虽然精度和均匀度较差,但喷涂流量较大,效率更高,适用于较大厚度的粘合填充层。
32.经过超声雾化喷涂的薄层以及后续的热处理和热固化的环节,在雌雄两模具上形
成了致密的高水氧阻隔性的复合薄膜;下一步是通过导向机构的定位圆柱203、204和定位圆柱孔洞103、104完成合模并压实压牢并粘贴在一起,中间就少不了粘结填充材料。
33.粘结填充材料采用二流体喷涂工艺,分别在雌雄两模具均匀地喷涂一层,喷涂量按照雌雄两模具101、201中间空隙的体积进行计算。
34.如图6所示,高速离心旋涂机包括高速电机601,传动轴602,高速转盘603和固定装置604。将经过二流体喷涂的雌雄两模具放在高速离心旋涂机的高速转盘固定装置604上固定牢固,开启离心旋涂机,高速旋转的离心旋涂使液料的分布更加均匀,同时,在喷涂中产生的少量空气泡也得到排除。
35.最后通过分布在雌雄两模具对角线附近位置的导向机构的定位圆柱203、204和配合圆柱孔洞103、104完成合模,雌雄两模具合拢后压实压牢并最后要求粘贴在一起完成叠层模铸,中间就靠这些分布均匀的粘结填充材料,如环氧热固化树脂,或者uv固化树脂,或者是二者的混合物。
36.如图7所示,雌雄两模具合模后固化装置中702是固化灯,可以是紫外线辐射固化灯或者红外线加热固化灯,或者二者兼有。将雌雄两模具合模体701放入固化装中,通过灯光的照射,粘结填充材料内部聚合物高分子产生交联反应,从热塑性材料转化为热固性材料,同时从流体材料转化为固体材料,使雌雄两模具上的高水氧阻隔性复合薄膜材料牢固地粘结在一起完成叠层模铸。将雌雄两模具合模体701两面脱模后待用。
37.如图8所示,基材是tft开关电路层,在其上制作高水氧阻隔封底。首先需要在耐高温基板上印刷经过喷墨打印或丝网印刷的一层或多层氧化铝前驱体溶液,印刷图案要求在tft电路的漏极输出点位置留白不印刷,多层喷涂需等待上一层加热干燥后进行,每层厚度小于一百纳米,待全部干燥后送入高温焙烧热处理炉内,经高温焙烧形成致密的氧化铝阻隔层,将致密氧化铝阻隔层801背面涂胶,并覆盖贴合在tft开关电路上,这时tft电路的漏极输出点是可见的。
38.为了适用小尺寸和高精度的要求,必要时需要采用ccd显微光学控制系统和机械手进行转移覆盖贴合。
39.继续在致密的氧化铝阻隔层上方且在封装套安装覆盖的范围以内喷墨打印或丝网印刷一层或多层聚乙烯摩尔比小于29%的evoh乳液并固化,形成evoh阻固层,同样留出漏极不印刷,同时封装套安装时覆盖的范围以外也不能印刷;如图8所示,完成后在其上喷墨打印便于制作电极和传导发光材料的发光单元隔离墙,材料采用pi,即聚酰亚胺墨水。
40.采用ccd显微光学控制系统和机械手进行安装覆盖贴合,或者采用精准定位导引装置进行安装贴合。其中一个封装单元803包含一个或者多个矩阵排列的发光单元,而覆盖封装单元803的封装套正好插入封装单元间隙802。
41.如图9所示,精确安装固定好的oled发光单元各功能层包含致密氧化铝阻隔层901,evoh阻隔层902,漏极连接导体层903,低功函数的金属阴极(或阳极)电极904,电子(或空穴)注入层905,电子(或空穴)传导层906,电子(或空穴)阻隔层907,发光材料主体材料和客体材料层908,空穴(或电子)阻隔层909,空穴(或电子)传导层910,空穴(或电子)注入层911,阳极(或低功函数的金属阴极)电极912,叠层模铸封装套层913,而最上层的阳极(或低功函数的金属阴极)电极通过普通导体在高水氧阻隔封装套的底部的小孔和直流供电源的阳极(或阴极)连接。
42.如图10所示,要求所有的封装套和封底的贴合安装步骤必须在无水氧的环境中进行。在无水氧封装室内,底层基材和封底1001和封装套1002完施胶覆盖贴合,是绝对不允许水蒸气和氧气在未封装之前就进入密封体内。[00]整个无水氧密封室由密封壁1007包裹并保持绝对的气密性,人手在无水氧密室内的任何操作都要通过密封手套1006。在封装之前,先加热一下内部空气,再通过抽真空出口1008抽真空,然后通过充氮气入口1009充入氮气或者氦气等惰性气体。
[0043]
如果采用人工智能技术进行贴合安装,固定吸盘1003会吸住事先叠好的封装套1002,通过机械手1004和ccd视觉识别系统1005准确地将封装套1002输送到基材和封底材料1001的位置进行贴合安装,中间还要完成涂胶、加热、定位和贴合等一系列工序。
[0044]
视觉识别定位系统1005采用光源在机械手上方的方式,ccd从上往下拍摄,进行图像分析定位。ccd相机将计算出的像素坐标转换为机械手1004的物理坐标,视觉软件与机械手进行网口通讯,将视野内物料的物理坐标发送给机械手,机械手1004抓封装套1002放在封底1001的指定位置。
[0045]
视觉识别定位系统1005采用宫格标定,自定义行列数和间距及旋转角度,通过机械手1004发送的当前机械坐标,视觉软件自动计算出宫格机械坐标,视觉软件与机械手进行网口通讯,机械手吸取封装套1002到达指定的机械坐标,相机拍摄1002计算出像素坐标和机械坐标的关系。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。