光伏电池和光伏链及相关的制造方法
1.本技术是申请日2019年11月27日提交的中国专利申请号201980088060.4,发明名称为“光伏电池和光伏链及相关的制造方法”的分案申请。
技术领域
2.本发明涉及一种光伏电池,一种包括几个光伏电池的光伏链,以及其制造方法。
背景技术:
3.一种光伏模块,包括串联和/或并联的多个等同的光伏电池,从而在输出端为电气装置供电所需的电压和/或电流。最常见的模块格式采用60个边长156mm的正方形(或“准正方形”)电池,以每十个电池串联连接的六“串”形式展开。这六串光伏电池也串联连接。模块终端处的开路电压等于光伏电池的阈值电压的60倍。例如,对于具有约0.65伏的阈值电压的由硅制成的同质结光伏电池,模块终端处的开路电压达到39伏左右。
4.假设该模块的所有光伏电池都串联连接,该模块的电流大致相当于由每个光伏电池提供的电流(实际上,光伏电池并不精确地具有相同的性能,并且电流受到模块中的最低效电池限制)。利用最新的光伏电池技术,特别地pert(钝化发射极和背表面全扩散)技术,对于1000w/m2的太阳辐照度,面积为156
×
156mm2的单面电池的电流达到约9a的高值。当使用双面电池时,由于在电池背面上捕获的散射太阳辐射,这些电流值增加了20%左右。
5.由于沉积在电池正面上的电极网络,收集了对光伏电池的电流起作用的光生电荷载流子。也称为指形物的这些电极很窄(<100μm)。它们通常通过对含有银的浆料丝网印刷而形成。电池的背面或者覆盖有另一电极网络(双面电池的情况),或者覆盖有例如由铝制成的固体金属层(单面电池的情况)。电流接下来通过互连从该串的一个电池循环到另一电池。
6.如今已区分了用于互连串的光伏电池的两种主要互连技术:带状互连和导线形互连。分别用图1和2表示这两种技术。
7.在图1中,电池10之间的互连由覆盖有易熔合金的铜带状物14构成,通常该易熔合金是锡和铅的合金或锡和银的合金。这些矩形区段的带状物14焊接在被称为“汇流条”的导电轨道上,并通常与指形物12同时通过丝网印刷形成。汇流条电连接指形物12,并垂直于指形物12定向。
8.一种156mm
×
156mm的电池通常包括四个1.2mm宽的带状物、五个1.0mm宽的带状物或六个0.8mm宽的带状物,这些带状物的厚度为约0.2mm。每个带状物14将该串中电池10的正面连接到下一电池的背面(图1中未示出)。以完全自动化的方式,通过带状物14将光伏电池10串联地放置在一种称为“串焊”的设备中。
9.此后,一些设备制造商提议用更小区段的导线代替铜带。例如,由“施密德”公司开发,并且在文章[“多汇流条太阳能电池和模块:高效率和低银消耗(multi
‑
busbar solar cells and modules:high efficiencies and low silver consumption)”,s.braunetal.,energy procedia,vol.38,pp.334
‑
339,2013]中描述的“多汇流条”技术增
加了沉积在电池上的汇流条数量,从3个到15个汇流条,并将每个汇流条焊接到200μm直径的导线。该技术示意如图2示意性地示出。导线24由铜构成,并覆盖有基于锡
‑
铅或锡
‑
银的薄层合金,该合金熔点高于170℃。汇流条具有非连续的形状。它们由在指形物12上对齐的约500μm
×
700μm的金属化焊盘11构成。通常通过对银浆料的丝网印刷制造金属化焊盘11和指形物12。在同一设备中,在将导线放置在焊盘上后,立即将导线24焊接在焊盘11上,同时将这些元件加热到约200℃的温度。因此,覆盖铜导线的合金熔化了。
[0010]
对于像导线一样的带状物,通常通过将所述带状物或导线焊接在汇流条上实施光伏电池在硅上的互连。选择这种技术是因为对于同质结电池来说其成本低,生产量高以及其可靠性。实际上,由于银浆料中所包含的玻璃粉形成的粘结,在700℃以上的高温下固化的这些金属化部因此致密并且它们的粘合很高。汇流条表面上简单地存在应力,该应力必须足够地高以能够实现互连的正确粘合,因为焊接仅在金属化区域上进行。此外,市场目前正在向更多数量的汇流条发展,以便通过缩短其长度来降低指形物的串联电阻。对于六个汇流条而不是四个,带状物通常为0.8mm宽,从而与1.2mm的四个带状物相比保持相同的阴影。然后优化该金属化部,以保持带状物或导线在这些较小表面上的正确粘合。
[0011]
对于异质结电池,问题则不同。事实上,它们包含非晶形层,该非晶形层不能在非常高于200℃的温度下使用,其具有重结晶和破坏电池性能的风险。异质结电池的金属化部基于银粉和树脂,树脂确保了粘合。该树脂通常基于环氧树脂或能够在200℃左右的数分钟或数十分钟的热处理过程中交联的其它材料。与在同质结电池的高温下固化的金属化部的无机粘合不同,异质结电池的金属化部的有机粘合在焊接过程中可以不是惰性的,此外这通常在存在焊剂的情况下进行。因此,在异质结电池的汇流条上焊接带状物是精细的方法,其通常不可能获得可靠的互连,即,能够在运行时光伏模块的温度变化过程中承受与多种组件的差异膨胀有关的应力,例如铜比硅膨胀得更多。
[0012]
可通过导电粘合剂(eca)产生异质结电池上的可靠互连。它们通常包括基于环氧树脂、丙烯酸酯或能够在150到220℃范围内的数秒或数分钟的热处理过程中交联的其他材料的有机材料。该有机材料填充有具有导电性能的材料,例如金属粉末或表面金属化填料。基于铜的填料不会很贵,但这种材料并不足够稳定,以致无法确保可靠的互连。镍可能是一种候选材料,但具有最佳性能的材料是银。导电粘合剂eca与用于使异质结电池金属化的导电油墨非常接近,但材料和比例以不同的方式优化:
[0013]
‑
优选地考虑导电油墨的电阻率,这些油墨必须能够在几毫米的距离上导电,并且能够对通常50μm的非常窄的线路进行丝网印刷;
[0014]
‑
优选地考虑与导电粘合剂eca的串焊设备兼容的粘合和快速交联,因为图案大于100μm,所以对丝网印刷方面限制较少。至于电阻率方面,导电仅发生在小厚度上,远低于1mm,但导电材料的填充率必须保持相当高,以产生低电阻率互连,特别地如果电池的金属化部具有很小表面。因此,导电粘合剂eca的成本很高。
技术实现要素:
[0015]
因此,需要将光伏模块的光伏电池,特别是异质结电池互连,同时限制互连部的导电粘合剂eca的量以及金属化部的银浆料的量,并且同时确保可靠的互连。
[0016]
本发明的目的是响应这种需要。
[0017]
根据本发明的第一方面,通过提供光伏电池有助于满足该需求,所述光伏电池包括,在衬底上:
[0018]
‑
彼此平行并且称为“指形物”的n个电极,所述指形物旨在由垂直于所述指形物定向的多个互连元件电连接;
[0019]
‑
多个金属化焊盘,其在m个指形物上对齐,m小于或等于n,并垂直于所述指形物形成多个称为“汇流条”的非连续导电轨道,所述多个互连元件旨在通过导电粘合剂固定到这些汇流条;
[0020]
‑
用于在每个金属化焊盘的任一侧上保持所述粘合剂的第一和第二线路,所述第一和第二线路每个都具有第一部分和第二部分,所述第一部分和第二部分在m个指形物的水平连接,并在它们之间形成区间在[30
°
;180
°
]之间的角度。
[0021]
根据本发明第一方面的光伏电池的特征在于,在m个指形物中的每个指形物的水平,所述第一部分和第二部分与所述多个金属化焊盘形成第一封闭轮廓和第二封闭轮廓,该第一轮廓环绕所述衬底的第一区域,该第二轮廓环绕所述衬底的第二区域,所述第一和第二轮廓具有共同边缘,该共同边缘由连接到至少一个指形物的金属化焊盘形成,在m个指形物中的该指形物水平的所述第一和第二轮廓并不直接地接触在m个指形物中的其他指形物水平的第一和第二轮廓。
[0022]
根据本发明的第一方面的光伏电池包括非连续汇流条,每个都由多个金属化焊盘形成,这使得可以相对于连续汇流条减少金属化材料的量。
[0023]
此外,在所述光伏电池的每个金属化焊盘的任一侧上的第一和第二线路可以保持和定位在二者之间的所述导电粘合剂,所述导电粘合剂随后在几个光伏电池的互连过程中用于将所述多个互连元件固定到汇流条。
[0024]
与所述非连续汇流条相关联的第一和第二线路可以在确保良好的互连可靠性同时减少粘合剂的量。实际上,这些线路限制了粘合剂的蔓延,并且可以更好地控制其厚度,这确保了在粘合剂和每个互连元件之间的最大接触表面以及确保了每个互连元件对粘合剂的更好压力,因此最终确保了更好质量的电接触。同时,非连续的汇流条使得粘合剂能够实现同时在金属化焊盘上和在衬底上的混合粘合,这改进了粘合的质量。
[0025]
根据本发明第一方面的光伏电池还可具有单独地或根据其所有的技术可能组合考虑的一个或多个以下特征:
[0026]
根据一个实施例,每个金属化焊盘的宽度是指形物宽度的四倍。
[0027]
根据一个实施例,每个金属化焊盘为微焊盘,其宽度为指形物宽度的1.5倍到4倍之间。
[0028]
根据一个实施例,所述光伏电池包括在所述m个指形物和汇流条中的每个指形物和汇流条的交叉处的单一金属化焊盘。
[0029]
根据一个实施例,所述光伏电池包括在m个指形物中的每个指形物和汇流条的交叉处的至少第一、第二和第三金属化焊盘,所述第三金属化焊盘定位在所述第一和第二金属化焊盘之间。
[0030]
根据一个实施例,所述第一和第二保持线路每个都是非连续的,并且包括定位在所述m个指形物的延伸部中的区段。
[0031]
根据一个实施例,所述第一和第二线路为直线,并且在每个金属化焊盘的任一侧
上垂直于所述指形物定向,并且所述光伏电池包括垂直于所述指形物定向的用于保持粘合剂的第三线路。
[0032]
根据一个实施例,所述第三保持线路是非连续的,并且包括连接第二轮廓和相邻第一轮廓的区段。
[0033]
根据一个实施例,所述光伏电池是基于异质结类型晶体硅的电池,并且所述衬底包括透明导电氧化物层。
[0034]
根据一个实施例,所述光伏电池是基于同质结型的晶体硅的电池,并且所述衬底包括绝缘层。
[0035]
本发明的第二方面涉及一种光伏电池,其包括,在衬底上:
[0036]
‑
彼此平行并且称为“指形物”的n个电极,所述指形物旨在通过多个垂直于所述指形物定向的多个互连元件电连接;
[0037]
‑
在p对不同指形物中的每对指形物上对齐的第一、第二和第三金属化焊盘,其中,p小于或等于n/2,每对指形物沿垂直于所述指形物的方向由两个相邻的指形物构成,在所述n个指形物中形成多个m个指形物,其中m等于2p,所述第三金属化焊盘定位在所述第一和第二金属化焊盘之间,因此布置的所述多个第一、第二和第三金属化焊盘垂直于所述指形物形成多个称为“汇流条”的非连续导电轨道,所述多个互连元件旨在通过导电粘合剂固定到所述汇流条;
[0038]
‑
用于在每个金属化焊盘的任一侧上保持所述粘合剂的第一和第二线路,所述第一和第二线路每个都具有在p对指形物的水平连接的第一部分和第二部分,并在它们之间形成区间在[30
°
;180
°
]之间的角度;
[0039]
其中,所述第一部分和第二部分与所述第一、第二和第三金属化焊盘在所述p对指形物中的每对指形物的水平形成第一封闭轮廓和第二封闭轮廓,所述第一轮廓环绕所述衬底的第一区域,所述第二轮廓环绕所述衬底的第二区域,所述第一和第二轮廓具有由所述第三金属化焊盘形成的共同边缘,并且每个都具有由连接到该成对指形物的一个指形物的金属化焊盘所形成的边缘,在所述p对指形物中的该成对指形物的水平的第一和第二轮廓与在所述p对指形物中的其他对指形物的水平的第一和第二轮廓并不直接地接触。
[0040]
本发明的第三方面涉及一种光伏链,其包括通过垂直于指形物定向的多个互连元件互连的根据本发明第一或第二方面的第一和第二光伏电池,所述多个互连元件电连接所述第一和第二光伏电池的指形物;以及通过粘合剂固定到所述汇流条的所述多个互连元件,所述粘合剂的至少一部分垂直于指形物定位在所述第一和第二线路之间,并且同时粘合在金属化焊盘上和粘合在金属化焊盘之间的衬底上。
[0041]
根据本发明第三方面的光伏链也可具有单独地或根据其所有的技术可能组合考虑的一个或多个以下特征:
[0042]
根据一个实施例,对于每个互连元件,所述粘合剂形成垂直于所述指形物的连续条带。
[0043]
根据一个实施例,对于每个互连元件,所述粘合剂形成垂直于所述指形物的非连续条带,其包括定位在所述m个指形物的延伸部中的区段。
[0044]
根据一个实施例,垂直于所述指形物测量的每个区段的长度与在两个连续区段之间的间距之比值在1:9和2:1之间,优选地在1:3和1:1之间。
[0045]
根据一个实施例,每个互连元件为矩形或准矩形区段的带状物。
[0046]
根据一个实施例,每个互连元件为圆形或准圆形区段的导线。
[0047]
本发明的第四方面涉及一种根据本发明第一方面的光伏电池的制造方法,包括以下步骤:
[0048]
‑
在衬底上,制造彼此平行并且称为“指形物”的n个电极,所述指形物旨在通过垂直于指形物定向的多个互连元件电连接;
[0049]
‑
制造在m个指形物上对齐的多个金属化焊盘,m小于或等于n,并且与这些指形物垂直地形成称为“汇流条”的多个非连续导电轨道,所述多个互连元件旨在通过导电粘合剂固定到汇流条;
[0050]
‑
在每个金属化焊盘的任一侧上制造用于保持粘合剂的第一和第二线路,所述第一和第二线路每个都具有在所述m个指形物的水平连接的第一部分和第二部分,并且在它们之间形成区间在[30
°
;180
°
]之间的角度;
[0051]
其中,在m个指形物中的每个指形物的水平,所述第一部分和第二部分与所述多个金属化焊盘形成第一封闭轮廓和第二封闭轮廓,所述第一轮廓环绕所述衬底的第一区域,并且所述第二轮廓环绕所述衬底的第二区域,所述第一和第二轮廓具有由连接到至少一个指形物的金属化焊盘形成的共同边缘,在所述m个指形物中的该指形物水平的第一和第二轮廓与在所述m个指形物中的其他指形物水平的第一和第二轮廓并不直接地接触。
[0052]
本发明的第五方面涉及一种根据本发明第一方面的光伏电池的制造方法,包括以下步骤:
[0053]
‑
在衬底上,制造彼此平行且称为“指形物”的n个电极,所述指形物旨在通过垂直于指形物定向的多个互连元件电连接;
[0054]
‑
制造在p对不同指形物中的每对指形物上对齐的第一、第二和第三金属化焊盘,其中,p小于或等于n/2,每对指形物沿垂直于所述指形物的方向由两个相邻的指形物构成,在所述n个指形物中形成多个m个指形物,其中m等于2p,所述第三金属化焊盘定位在所述第一和第二金属化焊盘之间,因此布置的所述多个第一、第二和第三金属化焊盘垂直于所述指形物形成多个称为“汇流条”的非连续导电轨道,所述多个互连元件旨在通过导电粘合剂固定到所述汇流条;
[0055]
‑
在每个金属化焊盘的任一侧上制造用于保持粘合剂的第一和第二线路,所述第一和第二线路每个都具有在所述p对指形物的水平连接的第一部分和第二部分,并且在它们之间形成区间在[30
°
;180
°
]的角度;
[0056]
其中,在所述m对指形物中的每对指形物的水平,所述第一部分和第二部分与所述第一、第二和第三金属化焊盘形成第一封闭轮廓和第二封闭轮廓,所述第一轮廓环绕所述衬底的第一区域,所述第二轮廓环绕所述衬底的第二区域,所述第一和第二轮廓具有由所述第三金属化焊盘形成的共同边缘,并且每个都具有由连接到该成对指形物的一个指形物的金属化焊盘所形成的边缘,在所述p对指形物中的该对指形物的水平的第一和第二轮廓与在所述p对指形物中的其他指形物的水平的第一和第二轮廓并不直接地接触。
[0057]
本发明第六方面涉及一种根据本发明第三方面的光伏链的制造方法,包括以下步骤:
[0058]
‑
制造根据本发明的第四和第五方面的第一和第二光伏电池;
[0059]
‑
通过垂直于所述指形物定向的多个互连元件互连所述第一和第二光伏电池,所述多个互连元件电连接第一和第二光伏电池的指形物;并且通过粘合剂将所述多个互连元件固定到汇流条,所述粘合剂的至少一部分垂直于指形物定位在所述第一和第二线路之间,并且同时粘合在金属化焊盘上以及在所述金属化焊盘之间的衬底上。
[0060]
根据本发明第六方面的光伏链的制造方法也可具有单独考虑或根据其所有的技术可能组合考虑的一个或多个以下特征:
[0061]
根据一个实施例,所述互连步骤包括以下子步骤:
[0062]
‑
在每个m指形物和汇流条的交叉处,至少在金属化焊盘以及在所述金属化焊盘周围的衬底的一部分上,沉积一定厚度的粘合剂,所述厚度大于第一和第二线路的厚度以及所述金属化焊盘的厚度;
[0063]
‑
将所述多个互连元件沉积在预先沉积的粘合剂上,同时以使其展开的方式挤压在粘合剂上。
[0064]
根据一个实施例,所述互连步骤包括以下子步骤:
[0065]
‑
在每个m指形物和汇流条的交叉处,至少在金属化焊盘以及在所述金属化焊盘周围的衬底的一部分上,沉积一定体积的粘合剂,所述体积大于由第一和第二线路之间限定的宽度,由所述金属化焊盘限定的长度,以及由第一和第二线路和/或金属化焊盘限定的厚度之体积。
附图说明
[0066]
参考附图,从出于表示目的并且绝不限制的以下给出的描述,本发明的其他特征和优点将变得显而易见,其中:
[0067]
图1和2示意性地示出了用于互连根据现有技术的光伏电池的两种技术。
[0068]
图3示意性地示出了根据本发明第一实施例的光伏电池的局部视图,其包括在每个指形物和汇流条的交叉处的第一类型的单一金属化焊盘。
[0069]
图4示意性地示出了根据本发明第二实施例的光伏电池的局部视图,其包括在每个指形物和汇流条的交叉处的第二类型的单一金属化焊盘。
[0070]
图5示意性地示出了根据本发明第二实施例的替代方案的光伏电池的局部视图。
[0071]
图6示意性地示出了根据本发明第三实施例的光伏电池的局部视图,其包括在每个指形物和汇流条的交叉处的第二类型的两个金属化焊盘。
[0072]
图7示意性地示出了根据本发明第四实施例的光伏电池的局部视图,其包括在每个指形物和汇流条的交叉处的第二类型的三个金属化焊盘。
[0073]
图8示意性地示出了根据本发明第四实施例的替代方案的光伏电池的局部视图。
[0074]
图9示意性地示出了根据本发明第五实施例的光伏电池的局部视图,其包括用于保持粘合剂的第三连续线路。
[0075]
图10示意性地示出了根据本发明第六实施例的光伏电池的局部视图,其包括用于保持粘合剂的第三非连续线路。
[0076]
图11示意性地示出了根据本发明第六实施例的替代方案的光伏电池的局部视图。
[0077]
图12示意性地示出了根据本发明第七实施例的光伏电池的局部视图,其包括用于保持粘合剂的第一和第二非连续线路。
[0078]
图13a示意性地示出了根据本发明第八实施例的光伏电池的局部视图,其包括用于保持粘合剂的第一、第二和第三非连续线路。
[0079]
图13b示意性地示出了根据本发明第九实施例的光伏电池的局部视图,其包括在每个指形物和汇流条的交叉处的封闭多边形图案。
[0080]
图13c示意性地示出了根据本发明第十实施例的光伏电池的局部视图,其包括用于保持粘合剂的第一和第二非连续线路,每个都具有在每个金属化焊盘一端的水平连接的第一部分和第二部分,并且在它们之间形成在[30
°
;180
°
]之间的角度。
[0081]
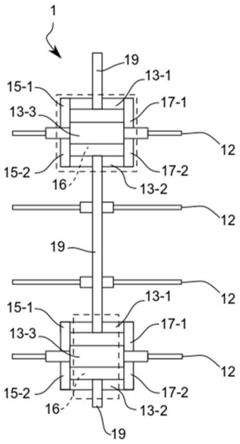
图14、15和16示意性地示出了根据本发明一个实施例的光伏电池的三个局部后视图。
[0082]
图17a和17b示意性地示出了在沉积粘合剂以将数个光伏电池互连在一起的步骤结束时,根据本发明一个实施例的光伏电池的两个局部视图(顶视图和剖面图)。
[0083]
图18a和18b示意性地示出了在预先沉积的粘合剂上沉积互连元件的步骤结束时,图17a和17b的光伏电池的两个局部视图(顶视图和剖面图)。
[0084]
图19a和19b示意性地示出了根据两个实施例的光伏电池的两个局部视图,这两个实施例特别地包括粘合剂区段的两个实施例。
[0085]
图20a和20b示意性地示出了根据一个实施例的光伏电池的两个局部视图,其包括三个金属化焊盘,第一、第二和第三非连续保持线路,以及粘合剂区段的两个实施例。
[0086]
图21示意性地示出了根据一个实施例的光伏电池的局部视图,其包括三个金属化焊盘,第一和第二非连续保持线路,以及粘合剂区段的两个实施例。
[0087]
图22a和22b示意性地示出了根据一个实施例的光伏电池的两个局部视图,其包括金属化焊盘,第一和第二保持线路,以及粘合剂区段的两个实施例。
[0088]
图23示意性地示出了根据一个实施例的光伏电池的局部视图,其包括三个金属化焊盘,第一、第二和第三非连续保持线路,以及粘合剂区段的两个实施例。
[0089]
图24示意性地示出了根据一个实施例的光伏电池的局部视图,其包括三个金属化焊盘,第一、第二和第三非连续保持线路,以及粘合剂区段的另一实施例。
[0090]
为更清楚起见,相同或类似的元件在所有附图中都通过相同的附图标记进行标记。
具体实施方式
[0091]
光伏电池
[0092]
以一种下文详述的所有实施例通用的方式,根据本发明一个方面的光伏电池1可基于异质结类型的晶体硅,或基于同质结类型的晶体硅。异质结类型的光伏电池具有衬底,所述衬底包括由透明导电氧化物(例如氧化铟锡ito)制成的微导电层。同质结类型的光伏电池具有衬底,所述衬底包括例如由氮化硅sin制成的绝缘层。
[0093]
光伏电池1包括在单一和相同步骤中通常地通过丝网印刷形成的,布置在该绝缘层或微绝缘层上的金属化部:它包括指形物12、汇流条,以及第一和第二线路15、17。
[0094]
指形物12为彼此平行的多个n电极。汇流条是垂直于指形物12定向的非连续导电轨道。每个汇流条由在m个指形物12上对齐的多个金属化焊盘11、13、13
‑
1、13
‑
2、13
‑
3形成,m小于或等于n。指形物12旨在通过垂直于指形物12定向的多个互连元件14、24电连接,所述
多个互连元件14、24旨在通过导电粘合剂16固定到汇流条。因此互连的数个光伏电池形成一种光伏链。所述多个互连元件14、24和粘合剂16本身不形成光伏电池1的一部分;它们用于将该光伏电池与其他光伏电池互连。
[0095]
最后,第一和第二线路15、17为布置在每个金属化焊盘11、13、13
‑
1、13
‑
2、13
‑
3的任一侧上的用于保持粘合剂16的线路。
[0096]
光伏电池
–
指形物
[0097]
如图4至17b、19a至24所示,每个指形物12有利地在每个接触区域中,在其与保持线路的接合的水平具有扩大部分,这可以具有足够的接触表面。导电粘合剂与指形物12的银浆料的电接触质量事实上明显地优于与衬底的电接触质量,例如,对于异质结电池的情况,由ito制成的衬底。
[0098]
光伏电池
–
汇流条和金属化焊盘
[0099]
光伏电池1可包括在每个指形物12和汇流条的交叉处的单一金属化焊盘11、13。
[0100]
该单一金属化焊盘可以是例如如图3所示的第一类型11,并且垂直于指形物12测量的其宽度是指形物12的四倍。更具体地,第一类型11的焊盘可具有:
[0101]
‑
在区间[200μm;600μm]之间的宽度,通常约300μm的宽度;以及
[0102]
‑
平行于指形物12测量的长度,其有利地大于350μm,优选地为约600μm。
[0103]
替代地,该单一金属化焊盘可以是例如如图4、6、9、13c、22a和22b所示的第二类型13,并且垂直于指形物12测量的其宽度是指形物12的1.5倍。更具体地,第二类型13的焊盘可具有:
[0104]
在区间[80μm;200μm]之间的宽度,通常约100μm的宽度,例如等于120μm;以及
[0105]
‑
平行于指形物12测量的长度,其有利地大于350μm,优选地为约500μm。
[0106]
在本文件的其余部分,将无差别地提到“第二类型的焊盘”或“微焊盘”。
[0107]
对于互连元件为比带状物14更少地机械约束的导线24的特殊情况,指形物12的宽度为约30μm并且微焊盘13的宽度在区间[50μm;200μm]之间,有利地在区间[50μm;80μm]之间。
[0108]
因此,平行于指形物12的第一和第二类型的焊盘尺寸明显地小于标准汇流条和标准互连带状物的尺寸,即,在具有四个汇流条的结构中的1.2mm。不仅汇流条是非连续的
–
每个都由多个金属化焊盘形成,而且每个汇流条与标准汇流条相比更窄(沿平行于指形物12的方向),这可以使用更少的银浆料。这在不会损失粘合力的情况下是可能的,因为与焊接技术不同,其中润湿以及因此粘合仅发生在金属化区域上,导电粘合剂不仅粘合在金属化焊盘上,而且粘合在金属化焊盘之间的衬底上。对于环氧树脂和丙烯酸型的导电粘合剂,观察到非金属化衬底(例如由ito或sin/sio2制成)上的机械强度与在金属化衬底上相比好2到3倍。
[0109]
光伏电池1替代地可包括在指形物的一部分的交叉处或在每个指形物12和汇流条的交叉处的多个微金属化焊盘13
‑
1、13
‑
2、13
‑
3,尤其是如图5、10、13b、17a和17b所示的第一和第二微金属化焊盘13
‑
1、13
‑
2,或者如图7、8、11至13a、14至16、19a和19b、20a和20b、21、23和24所示的替代的第一、第二和第三微金属化焊盘13
‑
1、13
‑
2、13
‑
3,其中第三金属化焊盘13
‑
3定位在第一和第二金属化焊盘13
‑
1、13
‑
2之间。在该替代方案中,所述多个微焊盘与保持线路共同作用以使随后在光伏链内的几个光伏电池1的互连过程中所使用的粘合剂
16局部化。然后,由于垂直于指形物12的保持线路以及由于平行于指形物12的微金属化焊盘13
‑
1、13
‑
2、13
‑
3,沿平面的两个方向控制粘合剂16的蔓延。相对于具有第一类型的单一焊盘11的构造,具有两个或三个微焊盘13
‑
1、13
‑
2、13
‑
3的构造可以减少所需粘合剂16的量。此外,具有三个微焊盘13
‑
1、13
‑
2、13
‑
3的构造可以增加粘合剂16在金属化表面上的接触表面,并且保证中心的第三微焊盘13
‑
3将确实覆盖有粘合剂16,包括在粘合剂16沉积的过程中轻微错位的情况。
[0110]
在该图案的中心用于保持粘合剂16的第三金属化焊盘13
‑
3必须足够宽,使得电气和机械接触最佳。因此,如上所述,垂直于指形物12测量的其宽度必须在区间[80μm;200μm]之间,并且优选地等于120μm。第一和第二保持线路15、17以及第一和第二金属化焊盘13
‑
1、13
‑
2的作用是使粘合剂16局部化。因此,在一个实施例中,平行于指形物12测量的第一和第二保持线路15、17的宽度,以及垂直于指形物12测量的第一和第二金属化焊盘13
‑
1、13
‑
2的宽度小于,优选地严格小于,第三金属化焊盘13
‑
3的宽度。在一个实施例中,粘合剂16以条带形式延伸到光伏电池1的表面上,由平行于互连元件14、24的第一和第二保持线路15、17保持。因此,第一和第二金属化焊盘13
‑
1、13
‑
2覆盖有粘合剂16并参与电气和机械接触。优选地,选择第一和第二金属化焊盘的宽度,以便大于或甚至严格地大于第一和第二保持线路15、17的宽度。
[0111]
增加光伏电池1的汇流条数量很有趣,即互连区域的数量,以减少在两个连续互连之间的指形物12长度。由于更好的长宽比,指形物中电阻损耗的减少可以提高光伏电池1的性能。这也提供了通过减少指形物12的宽度来增加电流的可能性。通过明显地减少每个互连区域中的金属化表面,本发明可以减少每个互连区域中的银浆料消耗,并且因此在不对银浆料的消耗产生很大影响的情况下增加互连的数量。
[0112]
光伏电池
–
保持线路
[0113]
第一和第二线路15、17每个都具有至少第一部分15
‑
1、17
‑
1和第二部分15
‑
2、17
‑
2,这些部分在指形物12的水平连接并在它们之间形成在区间[30
°
;180
°
]之间的角度α。角度α可等于180
°
,即平的:在这种情况下,第一和第二线路15、17为直线,并且垂直于指形物12定向,如图3到12、13a和13b、14到16、17a、17b、19a到21、23到24所示。当角度α不是平的时,如图13c、22a和22b所示,其例如等于136
°
或90
°
或80
°
。其中角度α不是平的该构造在使用所谓的“零度”或“无结”屏幕的情况下很有利。当角度α等于136
°
时,第一部分和第二部分每个都优选地相对于指形物12形成相同的68
°
角,或者换句话说相对于指形物12的垂线形成22
°
。在图13c、22a和22b中示意性地示出了该特定情况。类似地,当角度α等于90
°
时,第一部分和第二部分每个都优选地相对于指形物12形成相同的45
°
角;当角度α等于80
°
时,第一部分和第二部分每个都优选地相对于指形物12形成相同的40
°
角,或者换句话说相对于指形物12的垂线形成50
°
角;并且当角度α等于30
°
时,第一部分和第二部分每个都优选地相对于指形物12形成相同的15
°
角,或者换句话说相对于指形物12的垂线形成75
°
角。α等于30
°
的后一种情况对于通过导线24的互连特别地有利。此外,对于第一和第二线路15、17每个都优选地限定了角α,使得第一和第二线路15、17可连接在一起并且形成一种凸封闭图案,即,完全地在支撑其任一侧的直线的同一侧上,在每个指形物12和汇流条之间的交叉的水平。
[0114]
如图7、8、10至12、13a、14至16、19a和19b、20a和20b、21、23和24所示,第一和第二保持线路15、17的第一部分15
‑
1、17
‑
1和第二部分15
‑
2、17
‑
2可在第一和第二保持线路15、
17与第一、第二和第三金属化焊盘13
‑
1、13
‑
2、13
‑
3的连接点处实现。光伏电池1可仅包括第一和第二线路15、17,如图3至8、13b、13c和14、19a和19b、21、22a和22b所示。
[0115]
替代地,当第一和第二线路15、17为直线并且垂直于指形物12定向时,光伏电池1可进一步包括垂直于指形物12在第一和第二线路15、17之间定向的第三线路19,如图9到13a、15和16、20a和20b、23和24所示。在该替代方案中,第三线路19所需的银浆料余量通过随后使用的粘合剂16的量的减少来补偿。该结构可以保证中心的第三线路19稍后由粘合剂16覆盖,包括在粘合剂16沉积的过程中轻微错位的情况。
[0116]
如图3至11、13c和14、19a和19b所示,第一和第二线路15、17可以是连续的,使得沿垂直于指形物12的方向将这些指形物12连接在一起。替代地,第一和第二线路15、17可以是非连续,如图12、13a和13b、20a和20b、21、23和24所示。在这种情况下,它们包括定位在指形物12的延伸部中的区段,而这些指形物12不必沿垂直于指形物12的方向通过不同的区段连接在一起。当第一和第二线路15、17是连续的时,它们彼此完全地不同。当第一和第二线路15、17是连续的时,它们可以彼此完全地不同或者局部地合并,如图13c、22a和22b所示,其中第一和第二线路15、17在图案的水平彼此不同,并且在这些图案之间彼此合并。
[0117]
类似地,第三线路19可以是连续的,如图9、12和16所示,或可以是非连续的,如图10、11、13a和15、20a和20b、23和24所示。包括将m个指形物中一个指形物的轮廓连接到该m个指形物中相邻指形物的轮廓的区段的至少一个第三非连续线路19可以在所有图案(或下文将详述的轮廓)之间产生电连接。因此,不必借助特定的i(v)测试仪来实现光伏电池1的电气表征。
[0118]
当光伏电池1包括第一、第二和第三线路15、17、19时,第一、第二和第三线路15、17、19可以同时是连续的,如图9所示,或替代地,仅第一和第二线路15、17是连续的,如图10、11所示,或替代地,仅第三线路19是连续的,如图12和16所示,或替代地,都是不连续的(即,所有线路都是非连续的),如图13a所示。在所有线路都是非连续的后一种情况下,因此在汇流条的不同区域之间不存在粘结。然后将使用一种具有特定接触单元,能够接触这些非连接区域的i(v)测试仪。
[0119]
每个线路有利地具有与所述收集导体相比略大的宽度。导体或指形物的宽度通常在区间[40μm;60μm]之间。例如,70μm或100μm的线路宽度是足够的。这可以促进线路的印刷。事实上,沿一个方向印刷更容易,即电镀层修补方向,并且选择该方向用于更窄的收集导体,因此更难印刷。
[0120]
通常,本发明不限于附图中所示的具体示例,保持线路可具有以下的所有特征:
[0121]
‑
连续或非连续,直线或非直线,并且与一个焊盘或微焊盘或两个或三个微焊盘组合的两个线路15、17;
[0122]
‑
或直线的,全部连续或具有第三非连续线路或全部非连续,并且与一个焊盘或微焊盘或两个或三个微焊盘组合的三个线路15、17、19。
[0123]
与焊盘或微焊盘或与多个微焊盘组合的保持线路可以明显地形成整系列的图案,其中:
[0124]
‑
正方形或矩形(两个直线保持线路,两个微焊盘);
[0125]
‑
具有“水平”分隔的正方形或矩形(两个直线保持线路,三个微焊盘);
[0126]
‑
具有“垂直”分隔的正方形或矩形(三个直线保持线路,两个微焊盘);
[0127]
‑
带有栅格的正方形或矩形(三个直线保持线路,三个微焊盘);
[0128]
‑
具有“水平”分离的菱形或平行四边形(两个角形保持线路,一个焊盘或微焊盘);
[0129]
‑
六边形(两个角形保持线路,两个微焊盘);
[0130]
‑
具有“水平”分隔的六边形(两个角形保持线路,三个微焊盘);等等。
[0131]
在不超出本发明范围的情况下,可以自然地设想其他图案,例如图13b所示的八边形,其中两个直线保持线路15、17连接到两个微焊盘13
‑
1、13
‑
2,使得形成八边形。更通常地,可能与一个或多个焊盘或微焊盘组合的保持线路可以形成多边形图案,优选地规则的,或甚至圆形的图案。
[0132]
换句话说,第一部分15
‑
1、17
‑
1和第二部分15
‑
2、17
‑
2在m个指形物中每个指形物的水平与多个金属化焊盘11、13、13
‑
1、13
‑
2、13
‑
3形成第一封闭轮廓和第二封闭轮廓,所述轮廓能够是任意形状、多边形形状(参见图7、8、11、12、13a、13c、14至16、19a至24)或替代地是椭圆形或圆形。此外,第一和第二轮廓包括由金属化焊盘11、13、13
‑
1、13
‑
2、13
‑
3形成的共同边缘。该共同边缘可以是如图13c、22a和22b所示的单一金属化焊盘13,或如图7、8、14、19a和19b、20a和20b、21、23和24所示的第三金属化焊盘13
‑
3。此外,这些轮廓环绕衬底的两个自由区域,特别地旨在接收一部分粘合剂。
[0133]
值得注意的是,在这m个指形物12中该指形物12的水平的第一和第二轮廓与这m个指形物12中其他指形物12的水平的第一和第二轮廓并不直接地接触。然而,它们可以通过第一、第二或第三保持线路15、17、19间接地间接接触。当两个轮廓为割线或彼此相切时,两个轮廓被视为“直接接触”。
[0134]
光伏电池
‑
正面、背面
[0135]
先前描述的图3到13c、19a、20a、21和22a优选地示出了光伏电池1的正面,即旨在暴露于入射太阳辐射的正面。其中收集导体12之间的间距通常在区间[1.0mm;2.5mm]之间,并且更具体地对于异质结电池在区间[1.8mm;2.1mm]之间。
[0136]
对于双面电池的特定情况,其中两个表面都可以捕获太阳辐射,在正面转向入射辐射时,正面可以捕获电流的最大值。在背面上,阴影不太重要,收集导体12的间距通常更紧密,通常在区间[0.5mm;1.5mm]之间,并且对于异质结电池更具体地在区间[0.6mm;1.0mm]之间。在这种情况下,如图14至16、19b、20b、22b和24所示,优选地仅收集导体12的一部分经由焊盘11、13、13
‑
1、13
‑
2、13
‑
3和/或线路15、17沿收集导体12的方向连接。建议在背面上的该实施例也可在正面上使用。图14至16、19b、20b和22b示出了诸多示例,其中仅三个收集导体中的一个经由所述焊盘和/或线路连接。图23示出了一种示例性实施例,其中三个收集导体中的二个经由所述焊盘和/或线路连接。图24示出了一种示例性实施例,其中四个收集导体中的二个经由所述焊盘和/或线路连接。一般而言,对于包括n个收集导体的电池,其可仅具有经由所述焊盘和/或线路连接的n个收集导体中的m个收集导体,其中m<n(m=n的情况对应于其中每个收集导体经由所述焊盘和/或线路连接的前述情况)。另一方面,通过第一和第二线路15、17和/或第三线路19,收集导体12沿与其垂直的方向全部保持连接。图14、15、19b和22b因此示出了四个示例,其中连续的第一和第二线路15、17连接所有的收集导体12;而图16、20b、23、24示出了示例,其中收集导体12全部通过连续的第三线路19,以及微焊盘13
‑
1、13
‑
2、13
‑
3和非连续的第一和第二线路15、17连接。
[0137]
光伏电池
–
指形物对
[0138]
替代地,另一实施例可以产生垂直于指形物12的非连续汇流条。为此,形成了多个p对不同的指形物12,每对指形物12由沿垂直于指形物12的方向的两个相邻指形物12构成。指形物12的成对数目p为整数且小于或等于n/2。该p对指形物12依照其次序形成n个指形物12中的多个m个指形物12,其中m等于2p。
[0139]
例如,如果光伏电池1包括8个指形物12,则最多可形成4对不同的指形物12来区分8个指形物12。如果光伏电池1包括3个指形物12,则最多可形成1对指形物来区分2个指形物12。
[0140]
第一、第二和第三金属化焊盘13
‑
1、13
‑
2、13
‑
3在p对不同的指形物12中的每对指形物12上对齐,所述多个第一、第二和第三金属化焊盘13
‑
1、13
‑
2、13
‑
3因此形成旨在被固定到互连元件14、24的汇流条。
[0141]
有利地,对于每对指形物12,第一和第二金属化焊盘13
‑
1、13
‑
2连接到每个指形物12,并且第三金属化焊盘13
‑
3定位在第一和第二金属化焊盘13
‑
1、13
‑
3之间。
[0142]
第一和第二线路15、17布置在金属化焊盘13
‑
1、13
‑
2、13
‑
3的任一侧上。对于每对指形物12,每个第一和第二线路15、17都包括在第三金属化焊盘13
‑
3的水平连接并且因此形成第一封闭轮廓和第二封闭轮廓的第一部分15
‑
1、17
‑
1和第二部分15
‑
2、17
‑
2,每个封闭轮廓都具有由第三金属化焊盘13
‑
3形成的共同边缘。此外,这些轮廓环绕衬底的两个自由区域,旨在接收一部分粘合剂。
[0143]
在该p对指形物12中的一对指形物12的水平形成的第一和第二轮廓与在该p对指形物12中的其它对指形物12的水平形成的第一和第二轮廓并不直接地接触。另一方面,在沿垂直于指形物12的方向的相邻和不同的对中,第三非连续保持线路19可通过区段使在一对指形物的水平形成的第二轮廓与在相邻对指形物12的水平形成的第一轮廓连接。
[0144]
光伏链
[0145]
如前所述的几个光伏电池1的互连可以形成光伏链。通过多个互连元件14、24实现了这种互连,所述互连元件14、24通过导电粘合剂16固定到光伏电池1的汇流条。
[0146]
光伏链
–
导电粘合剂
[0147]
导电粘合剂16例如可以是环氧树脂或丙烯酸粘合剂。
[0148]
对于仅在金属化表面上发生润湿和粘合的焊接技术,粘合剂16具有在金属化和非金属化表面上粘合的优点。这可以减小金属化表面而不损失粘合力。通过减小金属化表面并使用金属化和非金属化的混合粘合表面,可以观察到粘合质量的改进。实际上,粘合剂16在例如由ito或sin/sio2制成的非金属化衬底上的粘合性通常比在金属化衬底上好2到3倍。
[0149]
如图3、4和9所示,粘合剂16可以是在每个汇流条上与指形物12垂直地对齐的连续条带形式。该连续条带有利地具有平行于指形物12测量的宽度,该宽度其基本与先前描述的每个汇流条的宽度相同,因此明确地小于标准互连带(其为1.2mm)的宽度(约是其宽度的1/2)。对于焊料,粘合表面明显地减小,但没有破裂的风险,因为粘合剂16比焊料更具延展性,这使其能够更好地承受与差异膨胀有关的热约束。
[0150]
在先前描述的情况下,如果期望增加汇流条以及因此互连区域的数量,其中每个互连区域的粘合剂消耗相似,那么使用连续条带的粘合剂16可能证明是有害的,因为很昂贵。
[0151]
为了对这一问题作出特别的回应,替代地,粘合剂16呈非连续条带的形式,所述条带与每个汇流条上的指形物12垂直地对齐并且包括定位在该m个指形物12的延伸部中的区段,其轮廓如图5至8和10至17b、19a至24所示。每个区段定位在该m个指形物12的延伸部中的事实使得可以避免电阻损失,同时能够使来自收集导体12的电荷经由金属化焊盘11、13、13
‑
1、13
‑
2、13
‑
3和与粘合剂16的所述区段接触的线路15、17、19直接地传递到粘合剂16的区段。
[0152]
由于粘合剂的位置以及与粘合剂接触的多重金属化区域,其中心线路完全地覆盖,与通过前述用于光伏电池的焊盘11、13、13
‑
1、13
‑
2、13
‑
3和线路15、17、19形成的特定金属化图案有关的区段的该特定定位有效地可确保可靠的互连。形成粘合剂16的非连续条带的多个区段优选地通过丝网印刷技术沉积。
[0153]
同一非连续线路的区段优选地具有垂直于指形物12测量并且规则地间隔的基本相同的长度。每个区段的长度与两个连续区段之间的间距之比值优选地在1:9(即,间距是每个区段9倍)和2:1(即,每个区段宽是间距2倍)之间。以更优选地的方式,每个区段的长度与两个连续区段之间的间距之比值在1:3(即,间距是该区段三倍)和1:1(即,间距等于每个区段的长度)之间。特别地,每个区段的长度与两个连续区段之间的间距之比值有利地为1:2(即,间距是区段的两倍)。
[0154]
光伏链
–
互连元件
[0155]
每个互连元件通常可以是如图3局部地表示的带状物14的形式,或者是如图4所示的导线24的形式。图3的带状物14仅局部地表示,以便于该图更容易阅读。在所有以下的图5至16和19a至24中,出于更清晰的原因,不再表示互连元件。然而,应该理解的是,根据图3到16和19a到24的示例性实施例的所有光伏电池都可以通过带状物14或通过导线24互连。每个互连元件14、24固定到每个光伏电池1的汇流条,其经由导电粘合剂16互连所述汇流条。先前已描述了由金属化焊盘11、13、13
‑
1、13
‑
2、13
‑
3和导电粘合剂16形成的汇流条的特征。互连元件14、24及其粘合剂16本身不构成光伏电池1的一部分;它们用于将这些光伏电池1互连在一起,使得形成一种光伏链。
[0156]
每个互连带状物14都具有通常1.2mm(在有四个汇流条的构造中)、1mm(在有五个汇流条的构造中)或0.8mm(在有六个汇流条的构造中),或替代地0.6mm和0.2mm高的矩形区段,或准矩形区段,例如在带状物14的表面结构化的情况下。例如,结构化带状物可能在其表面具有锯齿形构造。条纹的定向可以经由玻璃上的反射朝电池发回抵达带状物的光子部分,这能够增加电流,并且因此增加了被产生用于模块的瓦特。
[0157]
每个互连导线24本身都具有通常200μm、250μm或300μm直径的圆形区段,或准圆形,例如卵形或椭圆形的区段。
[0158]
光伏电池的制造方法
[0159]
先前描述的全部图3至16和19a至24示出了在互连元件14、24沉积之后粘合剂16的形状和尺寸。然而,粘合剂16有利地以更减小图案的形式沉积在衬底的平面中,但高于衬底平面,从而在互连元件14、24沉积时在由线路15、17、19以及潜在地由焊盘13
‑
1、13
‑
2、13
‑
3形成的金属化图案的范围内压缩和展开。图17a和17b分别示出了图6的光伏电池1的俯视图和剖面图(a
‑
a),几滴粘合剂16已沉积在该光伏电池上,其宽度(沿指形物12的方向)小于线路15、17之间的间距,并且高度(垂直于衬底的平面)大于线路15、17的高度。图18a和18b分
别示出了图6的光伏电池1的俯视图和剖视图(a
‑
a),带状物14已沉积在该光伏电池上,这导致粘合剂16滴的扩散及其在带状物14、衬底和由线路和焊盘形成的金属化图案之间的压缩。
[0160]
沉积的每滴粘合剂16优选地具有与线路15、17的高度相比更大的高度。此外,沉积的每滴粘合剂16的体积优选地大于由金属化图案限定的体积,即:第一和第二线路15、17的高度(垂直于衬底的平面);第一和第二线路15、17之间的宽度(平行于指形物12);金属化焊盘11、13的长度或第一和第二微金属化焊盘13
‑
1、13
‑
2之间的长度(垂直于指形物12)。因此,保证了在应用互连元件后,粘合剂16将填充全部该体积,因此接触将很可靠。互连元件的沉积可有利地导致粘合剂16溢出金属化图案之外,允许粘合剂16滴在其沉积过程中的轻微错位。
[0161]
例如,线路15、17之间的间距(沿指形物12的方向测量的)为460μm的图案将收集一滴粘合剂16,其宽度在300μm和460μm之间,优选地345μm。
[0162]
可以设想沉积与丝网印刷图案相比更宽的一滴粘合剂16,其完全地覆盖第一和第二保持线路15、17,如图19a至23的上部图案所示,以便使互连元件14、24的错位更大。例如,外部宽度(平行于指形物12)为600μm的图案将能够由一滴粘合剂16覆盖,所述粘合剂16的宽度在600μm和720μm之间,优选地700μm。类似地,外部宽度(平行于指形物12)为400μm的图案将能够由一滴粘合剂16覆盖,所述粘合剂16的宽度在400到μm和600μm之间,优选地550μm。
[0163]
由于粘合剂16滴在通过互连元件14、24的压缩过程中,粘合剂16滴沿互连元件14、24的方向扩散并不会产生阴影,因此可以设想沉积与图19a至23的下部图案中以及图24和24的所有图案上所示的丝网印刷图案相比更窄的粘合剂16滴(平行于指形物12)和更长的粘合剂滴16(垂直于指形物12)。例如,外部长度(垂直于指形物12)为700μm的图案将能够由一滴粘合剂16覆盖,所述粘合剂16的长度在700μm和1300μm之间,优选地1100μm。
[0164]
如上所述,当粘合剂的一部分定位在衬底上,并且另一部分定位在金属化部件上时,改进了粘合的质量。这称为混合粘合。由接触金属表面划分的接触衬底表面的比值将能够在1和4之间,并且优选地在1.5和3.5之间。
[0165]
例如,包括长度等于120μm的第三金属化焊盘的图案,其外部长度和宽度为700μm
×
600μm并且内部长度和宽度为560μm
×
460μm,将能够包括长度和宽度为700μm
×
460μm的粘合剂区段。因此,0.20mm2的粘合剂与衬底接触,而0.12mm2的粘合剂与金属化区域接触,即,大约1.69的表面积比。
[0166]
相同的图案将能够包括长度和宽度为1100μm
×
350μm的粘合剂区段。因此,0.29mm2的粘合剂与衬底接触,而0.09mm2的粘合剂与金属化区域接触,即,约3.23的表面积比。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
