1.本发明属于电弧炉炼钢的技术领域,涉及一种电弧炉炼钢终点控制方法。
背景技术:
2.电弧炉炼钢和转炉炼钢是当前钢铁工业炼钢生产的两种主要方式。基于转炉的炉型结构和相对简单的工况,随着转炉副枪测温定碳控制技术和炉气分析控制技术的日益成熟完善,转炉智能化炼钢技术已在转炉炼钢企业广泛应用并且运行可靠。而在电弧炉炼钢领域,由于其特殊的炉型结构和恶劣复杂的冶炼环境,冶炼终点钢液的温度和碳含量很难通过智能化手段进行准确检测。目前,电弧炉炼钢企业在电弧炉冶炼接近终点时普遍采用人工插入一次性热电偶和人工取样的方式测量钢液的温度和碳含量,进而根据人工测量结果选择终点吹炼模式以及终点出钢时间。该生产方式需人工在炉前测温取样,不仅劳动强度高、危险性大,而且测温取样时须中止电极供电,造成冶炼节奏变慢、生产成本提高,大大降低了电弧炉炼钢过程的生产效率。
技术实现要素:
3.本发明的目的是为了提高电弧炉冶炼过程终点温度和碳含量的双命中率,加快冶炼节奏,提升电弧炉炼钢的智能化控制水平,利用电弧炉炉壁集束射流氧枪、红外测温仪、光谱定碳仪、电极和相关控制系统对电弧炉冶炼终点钢液的温度和碳含量进行在线检测和控制从而提供一种集多功能喷吹、供电、温度测量和碳含量检测于一体的电弧炉炼钢终点控制方法。
4.一种电弧炉炼钢终点控制方法,所述电弧炉炼钢终点控制方法以n2、o2为气体供应源,利用电弧炉炉壁集束射流氧枪产生超音速射流,排开电弧炉炉膛内恶劣的烟尘,穿透钢液表面的泡沫渣层,在集束射流氧枪和冲击区裸露钢液之间形成纯净的射流气体通道;安装在集束射流氧枪端部的红外测温仪和光谱定碳仪的信号接收探头传感器通过纯净的射流气体通道接收裸露钢液发出的辐射信号从而判定钢液的温度和碳含量;计算机控制系统根据测量得到的钢液温度和碳含量控制电弧炉炉壁氧枪供氧和电极供电,当钢液温度和碳含量的测量结果达到冶炼要求时,计算机控制系统自动终止冶炼,断电出钢,从而实现集多功能喷吹、供电、温度测量和碳含量检测于一体的电弧炉炼钢终点控制。
5.优选地,所述电弧炉炼钢终点控制方法包括冶炼终点钢液温度和碳含量定点测量与吹氧供电冶炼循环切换的电弧炉炼钢终点控制模式和冶炼终点钢液碳含量定点测量、钢液温度连续测量和吹氧供电冶炼同时进行的电弧炉炼钢终点控制模式的两种终点控制模式。
6.优选地,所述冶炼终点钢液温度和碳含量定点测量与吹氧供电冶炼循环切换的电弧炉炼钢终点控制模式,步骤如下:
7.步骤1:电弧炉炼钢接近冶炼终点时,在计算机控制系统的作用下,系统切换至冶炼终点测量模式:控制阀组完成n2/o2切换,4支电弧炉炉壁集束射流氧枪停止供氧改为供
氮,其产生超音速n2射流穿透电弧炉内钢液表面的泡沫渣层,排开炉膛内恶劣的烟尘环境,在射流冲击区出现裸露的钢液;
8.步骤2:待超音速n2射流稳定后,安装在集束射流氧枪端部的红外测温仪的信号接收探头传感器和光谱定碳仪的信号接收探头传感器通过电弧炉炉壁氧枪与冲击区裸露钢液间纯净的n2射流通道分别接收钢液辐射的特征信号,特征信号分别由传输线缆经特征信号转换器输送至计算机控制系统处理后得到钢液的温度和碳含量;
9.步骤3:在计算控制系统作用下,系统切换至吹氧供电冶炼模式:系统根据所测碳含量以及冶炼要求控制控制阀组完成n2/o2切换,停止供氮改为供氧,4支电弧炉炉壁集束射流氧枪产生超音速o2射流继续脱碳,同时,计算机控制系统根据所测温度控制电极供电;
10.步骤4:一定时间间隔后,系统自动切换至步骤1和步骤2的终点测量模式测量钢液的温度和碳含量,并判断是否达到出钢要求;若未满足工艺规定的终点出钢要求,继续步骤3进入冶炼模式进行进一步冶炼;若满足工艺规定的终点出钢要求,计算机控制系统自动终止冶炼,断电出钢。
11.优选地,所述冶炼终点钢液碳含量定点测量、钢液温度连续测量和吹氧供电冶炼同时进行的电弧炉炼钢终点控制模式,步骤如下:
12.步骤1:在计算机控制系统作用下,系统切换至冶炼终点钢液碳含量测量模式,相关控制阀组完成n2/o2切换,2支电弧炉炉壁集束射流氧枪停止供氧改为供氮,其产生超音速n2射流穿透电弧炉内钢液表面的泡沫渣层,排开炉膛内恶劣的烟尘环境,在射流冲击区出现裸露的钢液;待超音速n2射流稳定后,安装在集束射流氧枪端部的光谱定碳仪信号接收探头传感器通过纯净的n2射流通道接收钢液辐射的特征信号,特征信号由传输线缆经特征信号转换器输送至计算机控制系统处理后得到钢液的碳含量;计算机控制系统根据所测碳含量以及冶炼要求控制控制阀组完成n2/o2切换,停止供氮改为供氧,系统切换至吹氧冶炼模式,利用电弧炉炉壁集束射流氧枪产生超音速o2射流继续脱碳,根据冶炼要求自动控制供氧量;吹氧脱碳冶炼一定时间后,在计算机控制系统作用下,系统切换至钢液碳含量测量模式进行钢液碳含量的测量,根据测得结果进行判断:若钢液碳含量满足出钢要求时,相关系统停止工作;若钢液碳含量未满足出钢要求,相关系统继续吹氧进一步冶炼;钢液碳含量测量和吹氧冶炼循环切换;
13.步骤2:电弧炉炼钢接近冶炼终点时,在计算机控制系统的作用下,系统切换至冶炼终点钢液温度测量模式,相关控制阀组完成n2/o2切换,2支电弧炉炉壁集束射流氧枪停止供氧改为供氮,其产生超音速n2射流穿透电弧炉内钢液表面的泡沫渣层,排开炉膛内恶劣的烟尘环境,在射流冲击区出现裸露的钢液;安装在集束射流氧枪端部的红外测温仪的信号接收探头传感器通过产生的纯净n2射流通道接收钢液辐射的特征信号,特征信号由传输线缆经特征信号转换器输送至计算机控制系统处理后得到钢液的温度;计算机控制系统根据所测温度经控制信号传输线缆控制电极供电以调整炉内钢液温度,达到冶炼工艺规定的出钢要求;该过程2支电弧炉炉壁集束射流氧枪持续n2供应,连续测量钢液温度;
14.步骤3:当步骤1所测钢液碳含量和步骤2所测钢液温度同时满足工艺要求时,系统自动终止冶炼,断电出钢。
15.优选地,通过控制阀组动态调整n2/o2供应,利用安装在电弧炉炉壁集束射流氧枪端部的红外测温仪信号接收探头传感器和光谱定碳仪信号接收探头传感器通过纯净超音
速n2射流通道接收冲击区裸露钢液的辐射信号,从而得到钢液的温度和碳含量;所述氧气、氮气的流量为500
‑
5000m3/h。
16.优选地,所述的电弧炉炼钢终点控制方法适用于50
‑
300吨电弧炉炼钢过程的终点控制;所述的电弧炉炼钢终点控制方法使用的设备包括计算机控制系统、控制阀组、o2源、n2源、天然气源、特征信号转换器、电弧炉、电极、红外测温仪探头传感器、光谱定碳仪探头传感器、电弧炉炉壁集束射流氧枪、特征信号传输线缆、控制信号传输线缆和供气管道。
17.本发明实施例提供的上述技术方案,至少具有如下有益效果:
18.本发明提出一种电弧炉炼钢终点控制方法,集多功能喷吹、供电、温度测量和碳含量检测于一体,利用电弧炉炉壁氧枪产生的集束射流在红外测温仪探头和光谱定碳仪探头与裸露钢液之间形成纯净的信号扫描通道,通过对终点钢液温度和碳含量的检测,对冶炼终点供氧吹炼模式和电极供电模式进行控制,达到出钢要求时,毫无延时地断电出钢,从而提高电弧炉冶炼终点钢液温度和碳含量的同时命中率,提高电弧炉炼钢的智能化控制水平。
19.与传统电弧炉炼钢过程人工测温取样判断终点出钢相比,采用本发明可实现电弧炉冶炼终点钢液温度和碳含量的在线精确测量,根据所测结果优化终点冶炼,最终实现电弧炉炼钢过程钢液终点温度和碳含量的精确控制。本发明避免了人工测温取样的危险,加快了冶炼节奏,降低了生产成本。
附图说明
20.为了更清楚地说明本发明实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
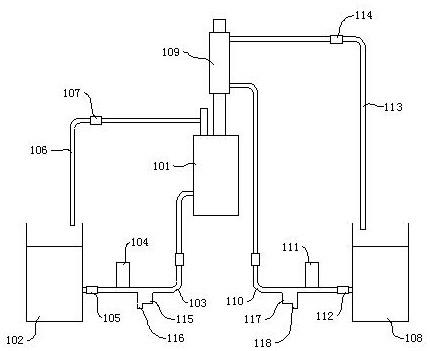
21.图1为本发明的电弧炉炼钢终点控制方法的装置连接结构示意图;
22.图2为本发明的电弧炉炼钢终点控制方法的装置的信号传输结构示意图。
23.附图标记说明如下:
24.1、计算机控制系统;2、控制阀组;3、o2源;4、n2源;5、天然气源;6、特征信号转换器;7、电弧炉;8、电极;9
‑
红外测温仪探头传感器;10
‑
光谱定碳仪探头传感器;11、11
‑
1及11
‑
2、电弧炉炉壁集束射流氧枪;12、12
‑
1及12
‑
2、为电弧炉炉壁集束射流氧枪;13及14为特征信号传输线缆;15及16、为控制信号传输线缆;17及18、为供气管道。
具体实施方式
25.为使本发明要解决的技术问题、技术方案和优点更加清楚,下面将结合附图及具体实施例进行详细描述。
26.如图1和图2所示的,本发明提出一种电弧炉炼钢终点控制方法,所述电弧炉炼钢终点控制方法以n2、o2为气体供应源,利用电弧炉炉壁集束射流氧枪产生超音速射流,排开电弧炉炉膛内恶劣的烟尘,穿透钢液表面的泡沫渣层,在集束射流氧枪和冲击区裸露钢液之间形成纯净的射流气体通道;安装在集束射流氧枪端部的红外测温仪和光谱定碳仪的信号接收探头传感器通过纯净的射流气体通道接收裸露钢液发出的辐射信号从而判定钢液
的温度和碳含量;计算机控制系统1根据测量得到的钢液温度和碳含量控制电弧炉炉壁氧枪供氧和电极供电,当钢液温度和碳含量的测量结果达到冶炼要求时,计算机控制系统自动终止冶炼,断电出钢,从而实现集多功能喷吹、供电、温度测量和碳含量检测于一体的电弧炉炼钢终点控制。
27.特别地,所述电弧炉炼钢终点控制方法包括冶炼终点钢液温度和碳含量定点测量与吹氧供电冶炼循环切换的电弧炉炼钢终点控制模式和冶炼终点钢液碳含量定点测量、钢液温度连续测量和吹氧供电冶炼同时进行的电弧炉炼钢终点控制模式的两种终点控制模式。
28.特别地,所述冶炼终点钢液温度和碳含量定点测量与吹氧供电冶炼循环切换的电弧炉炼钢终点控制模式,步骤如下:
29.步骤1:电弧炉炼钢接近冶炼终点时,在计算机控制系统的作用下,系统切换至冶炼终点测量模式:控制阀组完成n2/o2切换,4支电弧炉炉壁集束射流氧枪停止供氧改为供氮,其产生超音速n2射流穿透电弧炉内钢液表面的泡沫渣层,排开炉膛内恶劣的烟尘环境,在射流冲击区出现裸露的钢液;
30.步骤2:待超音速n2射流稳定后,安装在集束射流氧枪端部的红外测温仪的信号接收探头传感器和光谱定碳仪的信号接收探头传感器通过电弧炉炉壁氧枪与冲击区裸露钢液间纯净的n2射流通道分别接收钢液辐射的特征信号,特征信号分别由传输线缆经特征信号转换器输送至计算机控制系统处理后得到钢液的温度和碳含量;
31.步骤3:在计算控制系统作用下,系统切换至吹氧供电冶炼模式:系统根据所测碳含量以及冶炼要求控制控制阀组完成n2/o2切换,停止供氮改为供氧,4支电弧炉炉壁集束射流氧枪产生超音速o2射流继续脱碳,同时,计算机控制系统根据所测温度控制电极供电;
32.步骤4:一定时间间隔后,系统自动切换至步骤1和步骤2的终点测量模式测量钢液的温度和碳含量,并判断是否达到出钢要求;若未满足工艺规定的终点出钢要求,继续步骤3进入冶炼模式进行进一步冶炼;若满足工艺规定的终点出钢要求,计算机控制系统自动终止冶炼,断电出钢。
33.特别地,所述冶炼终点钢液碳含量定点测量、钢液温度连续测量和吹氧供电冶炼同时进行的电弧炉炼钢终点控制模式,步骤如下:
34.步骤1:在计算机控制系统作用下,系统切换至冶炼终点钢液碳含量测量模式,相关控制阀组完成n2/o2切换,2支电弧炉炉壁集束射流氧枪停止供氧改为供氮,其产生超音速n2射流穿透电弧炉内钢液表面的泡沫渣层,排开炉膛内恶劣的烟尘环境,在射流冲击区出现裸露的钢液;待超音速n2射流稳定后,安装在集束射流氧枪端部的光谱定碳仪信号接收探头传感器通过纯净的n2射流通道接收钢液辐射的特征信号,特征信号由传输线缆经特征信号转换器输送至计算机控制系统处理后得到钢液的碳含量;计算机控制系统根据所测碳含量以及冶炼要求控制控制阀组完成n2/o2切换,停止供氮改为供氧,系统切换至吹氧冶炼模式,利用电弧炉炉壁集束射流氧枪产生超音速o2射流继续脱碳,根据冶炼要求自动控制供氧量;吹氧脱碳冶炼一定时间后,在计算机控制系统作用下,系统切换至钢液碳含量测量模式进行钢液碳含量的测量,根据测得结果进行判断:若钢液碳含量满足出钢要求时,相关系统停止工作;若钢液碳含量未满足出钢要求,相关系统继续吹氧进一步冶炼;钢液碳含量测量和吹氧冶炼循环切换;
35.步骤2:电弧炉炼钢接近冶炼终点时,在计算机控制系统的作用下,系统切换至冶炼终点钢液温度测量模式,相关控制阀组完成n2/o2切换,2支电弧炉炉壁集束射流氧枪停止供氧改为供氮,其产生超音速n2射流穿透电弧炉内钢液表面的泡沫渣层,排开炉膛内恶劣的烟尘环境,在射流冲击区出现裸露的钢液;安装在集束射流氧枪端部的红外测温仪的信号接收探头传感器通过产生的纯净n2射流通道接收钢液辐射的特征信号,特征信号由传输线缆经特征信号转换器输送至计算机控制系统处理后得到钢液的温度;计算机控制系统根据所测温度经控制信号传输线缆控制电极供电以调整炉内钢液温度,达到冶炼工艺规定的出钢要求;该过程2支电弧炉炉壁集束射流氧枪持续n2供应,连续测量钢液温度;
36.步骤3:当步骤1所测钢液碳含量和步骤2所测钢液温度同时满足工艺要求时,系统自动终止冶炼,断电出钢。
37.特别地,通过控制阀组动态调整n2/o2供应,利用安装在电弧炉炉壁集束射流氧枪端部的红外测温仪信号接收探头传感器和光谱定碳仪信号接收探头传感器通过纯净超音速n2射流通道接收冲击区裸露钢液的辐射信号,从而得到钢液的温度和碳含量;所述氧气、氮气的流量为500
‑
5000m3/h。
38.特别地,如图1和2所示,所述的电弧炉炼钢终点控制方法适用于50
‑
300吨电弧炉炼钢过程的终点控制;所述的电弧炉炼钢终点控制方法使用的设备包括计算机控制系统1、控制阀组2、o2源3、n2源4、天然气源5、特征信号转换器6、电弧炉7、电极8、红外测温仪探头传感器9、光谱定碳仪探头传感器10、电弧炉炉壁集束射流氧枪11,11
‑
1,11
‑
2,12,12
‑
1,12
‑
2、特征信号传输线缆13,14、控制信号传输线缆15,16和供气管道17,18。
39.本发明的原理是:电弧炉炉壁氧枪采用拉乌尔管型集束射流氧枪产生超音速射流能够穿透炉内泡沫渣层,搅拌钢液;红外测温仪和光谱定碳仪能够通过其探头传感器接收钢液面发出的辐射信号从而判定钢液的温度和碳含量;电弧炉冶炼过程中通过控制氧枪供氧可对钢液碳含量进行调整,通过控制电极供电可对钢液的温度进行调整。利用电弧炉炉壁集束射流氧枪产生的超音速射流排开电弧炉炉膛内恶劣的烟尘,穿透钢液表面的泡沫渣层,在红外测温仪和光谱定碳仪的信号接收探头传感器与冲击区裸露钢液之间建立纯净的射流气体通道,从而准确测量钢液的温度和碳含量,计算机控制系统根据所测结果控制电弧炉氧枪供氧和电极供电,当钢液温度和碳含量的测量结果达到冶炼要求时,计算机控制系统自动终止冶炼,断电出钢,从而实现电弧炉炼钢的终点控制。
40.具体结合以下实施例和附图1
‑
2进行说明:
41.实施例1
42.本发明应用在100吨电弧炉炼钢,在电弧炉炉壁氧枪位置与水平面成60
°
安装,采用50%铁水比冶炼,喷头马赫数为2,气体流量为2500m3/h,压力0.8mpa。冶炼终点出钢要求:温度:1650℃
‑
1670℃,碳含量:0.09%
‑
0.11%。其冶炼过程采取冶炼终点钢液温度和碳含量定点测量与吹氧供电冶炼循环切换的电弧炉炼钢终点控制模式,具体包括以下内容:
43.步骤1:冶炼开始30分钟后,在计算机控制系统的作用下,系统切换至冶炼终点测量模式:供气阀组完成n2/o2切换,4支电弧炉炉壁集束射流氧枪停止供氧改为供氮,氮气流量为2500m3/h,其产生超音速n2射流穿透电弧炉内钢液表面的泡沫渣层,排开炉膛内恶劣的烟尘环境,在射流冲击区出现裸露的钢液;
44.步骤2:切换5s后,待超音速n2射流稳定,安装在集束射流氧枪端部的红外测温仪
的信号接收探头传感器和光谱定碳仪的信号接收探头传感器通过超音速射流产生的纯净n2射流通道分别接收钢液辐射的特征信号,特征信号分别由传输线缆经特征信号转换器输送至计算机控制系统处理后得到钢液的温度和碳含量,测量时间5s,测量结果为:钢液温度=1400℃,碳含量=0.5%。
45.步骤3:在计算控制系统作用下,系统切换至吹氧供电冶炼模式:系统根据所测碳含量以及冶炼要求控制供气阀组完成n2/o2切换,停止供氮改为供氧,供氧强度为2500m3/h,4支电弧炉炉壁集束射流氧枪产生超音速o2射流继续脱碳,同时,计算机控制系统根据所测温度控制电极供电,供电功率为600kva;
46.步骤4:10分钟后,系统自动切换至测量模式测量钢液的温度和碳含量,氮气流量为2500m3/h,测量时间5s,测量结果为:钢液温度=1570℃,碳含量=0.15%,未满足工艺要求。继续步骤3进入冶炼模式进行进一步冶炼,根据计算机控制系统自行计算,供氧强度为2000m3/h,供电功率为450kva,冶炼3分钟;
47.步骤5:冶炼3分钟后,系统自动切换至测量模式测量钢液温度和碳含量,氮气流量为2500m3/h,测量时间5s,钢液温度=1630℃,碳含量=0.12%,未满足工艺要求。继续步骤3进入冶炼模式进行进一步冶炼,据计算机控制系统自行计算,供氧强度为1800m3/h,供电功率为300kva,冶炼1.5分钟;
48.步骤6:1.5分钟后,系统自动切换至测量模式测量钢液温度和碳含量,氮气流量为2500m3/h,测量时间5s,钢液温度=1655℃,碳含量=0.10%,满足工艺要求,计算机控制系统自动终止冶炼,断电出钢。
49.采用以上电弧炉炼钢终点控制模式,冶炼周期为44.5分钟,终点钢液的温度和碳含量控制精度高,加快了冶炼节奏,降低了生产成本。
50.实施例2
51.本发明应用在150吨电弧炉炼钢,在电弧炉炉壁氧枪位置与水平面成60
°
安装,采用60%铁水比冶炼,喷头马赫数为2,气体流量为3000m3/h,压力0.8mpa。冶炼终点出钢要求:温度:1650℃
‑
1670℃,碳含量:0.13%
‑
0.15%。其冶炼过程采取冶炼终点钢液碳含量定点测量、钢液温度连续测量和吹氧供电冶炼同时进行的电弧炉炼钢终点控制模式,具体包括以下内容:
52.步骤1:冶炼开始35分钟后,在计算机控制系统的作用下,系统切换至冶炼终点测量模式:供气阀组完成n2/o2切换,4支电弧炉炉壁集束射流氧枪停止供氧改为供氮,氮气流量为3000m3/h,其产生超音速n2射流穿透电弧炉内钢液表面的泡沫渣层,排开炉膛内恶劣的烟尘环境,在射流冲击区出现裸露的钢液;
53.步骤2:切换5s后,待超音速n2射流稳定,安装在集束射流氧枪端部的红外测温仪的信号接收探头传感器和光谱定碳仪的信号接收探头传感器通过超音速射流产生的纯净n2射流通道分别接收钢液辐射的特征信号,特征信号分别由传输线缆经特征信号转换器输送至计算机控制系统处理后得到钢液的温度和碳含量,测量时间5s,测量结果为:钢液温度=1500℃,碳含量=0.4%。此后,在计算机控制系统作用下,安装红外测温仪的信号接收探头传感器的2支集束射流氧枪连续供氮以连续测量钢液温度,安装光谱定碳仪的信号接收探头传感器的2支集束射流氧枪供氮/供氧循环切换以实现碳含量检测和冶炼模式的循环切换。计算机控制系统以控制冶炼过程碳含量为主线,与控制电极供电耦合,以便最终实现
终点碳含量和钢液温度同时达到出钢要求,断电出钢。
54.步骤3:在计算控制系统作用下,安装光谱定碳仪的信号接收探头传感器的2支集束射流氧枪切换至吹氧冶炼模式:系统根据所测碳含量以及冶炼要求控制供气阀组完成n2/o2切换,停止供氮改为供氧,供氧强度为3000m3/h,该2支电弧炉炉壁集束射流氧枪产生超音速o2射流继续脱碳。同时,计算机控制系统根据实时测温控制电极供电,供电功率为650kva;
55.步骤4:5分钟后,安装光谱定碳仪的信号接收探头传感器的2支集束射流氧枪自动切换至测量模式测量钢液的碳含量,氮气流量为3000m3/h,测量时间5s,测量结果为:碳含量=0.18%,此时连续测温测得温度为:1600℃。未满足工艺要求。继续步骤3进入冶炼模式进行进一步冶炼,根据计算机控制系统自行计算,供氧强度为2500m3/h,同时,计算机控制系统根据实时测温控制电极供电,供电功率为500kva,冶炼1.5分钟;
56.步骤5:冶炼1.5分钟后,安装光谱定碳仪的信号接收探头传感器的2支集束射流氧枪自动切换至测量模式测量钢液的碳含量,氮气流量为3000m3/h,测量时间5s,测量结果为:碳含量=0.14%,此时连续测温测得温度为:1650℃,满足工艺要求。计算机控制系统自动终止冶炼,断电出钢。
57.采用以上电弧炉炼钢终点控制模式,冶炼周期为41.5分钟,终点钢液的温度和碳含量控制精度高,加快了冶炼节奏,降低了生产成本。
58.综上可见,本发明实施例提供的上述技术方案,至少具有如下有益效果:
59.与传统电弧炉炼钢过程人工测温取样判断终点出钢相比,采用本发明可实现电弧炉冶炼终点钢液温度和碳含量的在线精确测量,根据所测结果优化终点冶炼,最终实现电弧炉炼钢过程钢液终点温度和碳含量的精确控制。本发明避免了人工测温取样的危险,加快了冶炼节奏,降低了生产成本。
60.以上所述是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明所述原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。