一种屈服强度800mpa级高强度中厚板及其制备方法
技术领域
1.本发明属于钢铁冶金领域,涉及一种屈服强度800mpa级高强度中厚板及其制备方法。
背景技术:
2.高强度中厚板广泛应用于机械制造、采矿、冶金等行业。在力学性能上要求具有较高得强韧性及刚度,在工艺性能上主要要求具有焊接性能、加工性、耐候性等。
3.虽然目前关于800mpa级高强度钢板的专利较多,但是此类专利产品多采用离线淬火 回火工艺,且集中于薄规格带钢或冷轧产品,缺少中厚板产品应用。例如:专利文献cn 110129673 b公布了“一种800mpa级高强塑积q&p钢板及其制备方法”,该专利基于高al(2.8
‑
3.2wt%)成分体系,通过q&p工艺开发了一种800mpa级冷轧汽车板。专利文献cn 110241357 b公布了“一种800mpa级强韧耐候钢板及其制备方法”,该专利采用两次离线淬火 回火方式,生产800mpa级大厚度、高强韧高强度钢板。专利文献cn 104928569 b公布了“一种800mpa级高延展性的低密度钢及其制造方法”,该专利基于高al成分设计,经热轧、酸洗、冷轧和连续退火制备出低密度带钢。目前国内800mpa级高强度中厚板多采用离线淬火 回火方式生产,生产成本高、工艺流程长,且碳当量较高(≥0.50),焊接性能较差。
技术实现要素:
4.本发明所要解决的技术问题是针对现有技术,提供一种屈服强度800mpa级高强度中厚板及其制备方法,即,一种tmcp工艺生产的高韧性800mpa级高强度中厚板。本发明具有以下特点:(1)运用本技术生产的钢板具有高强韧特点,力学性能达到:reh:810mpa
‑
910mpa,伸长率a≥15%,
‑
20℃横向kv2≥100j;(2)采用ti微合金化设计,并结合tmcp 回火工艺生产,省却离线淬火工艺,具有较低和合金成本和工序成本。
5.为达到上述目的,本发明采用如下技术方案:
6.本发明提供一种屈服强度800mpa级高强度中厚板,所述中厚板的化学成分按质量百分比为c:0.08
‑
0.12%,si:0.20
‑
0.35%,mn:1.10
‑
1.50%,p≤0.020%,s≤0.005%,cr:0.15
‑
0.25%,ni:0.05
‑
0.10%,mo:0.10
‑
0.20%,cu:0.05
‑
0.1%,ti:0.10
‑
0.20%,al:0.01
‑
0.035%,其余成分为fe及不可避免杂质。
7.添加的化学元素及作用机理如下:
8.碳:碳是钢铁材料中提高强度最基本,也是最廉价的合金元素。由c或通过溶入fe的晶格以固溶强化提高钢的强度,或者由过饱和fe
‑
c固溶体中析出碳化物以析出强化提高钢的强度。c对提高钢的淬硬性和淬透性的作用十分明显,随着钢中c含量的提高,钢的强度增加,而韧性、焊接性降低。本钢中c含量控制为0.08
‑
0.12wt%
9.硅:硅元素可固溶于钢中并引起晶格畸变,产生固溶强化效果,提高钢板强度。但过高si含量可恶化焊接性能,本钢中si含量控制为0.20
‑
0.35wt%
10.锰:锰能降低钢的γ-α相变温度,使晶粒细化并改变相变后的微观组织。钢中添
加添加1.0%~1.5%的mn,γ-α相变温度约降低50℃,mn还可提高韧性、降低韧脆转变温度,本钢中mn含量控制为1.10
‑
1.50wt%
11.铬:铬可提高钢的强度和硬度、提高钢的高温机械性能和淬透性。其主要缺点:显著提高钢的脆性转变温度,能促进钢的回火脆性。铬能固溶于铁素提中而产生固溶强化效应,提高焊缝金属的抗拉强度和屈服点。在低合金钢焊缝中铬能提高强度、硬度和塑性,但含量超过0.8%会使焊缝金属韧性明显下降,本钢中cr含量控制为0.15
‑
0.25wt%
12.镍:镍可以细化铁素体晶粒,增进钢的硬化性能;能降低热处理时的淬火温度,因此在热处理时变形小;可以提高钢的塑韧性,特别是低温韧性。镍是提高焊缝金属低温缺口韧性最需要的合金元素之一,提高镍含量是保证焊缝金属在较高的抗拉强度下获得韧性的有效手段。镍对高强度焊缝金属具有一定的强化作用。本钢中ni含量控制为0.05
‑
0.10wt%。
13.钼:钼具有较强的碳化物形成能力,显著提高钢的强度和硬度,并能够阻止奥氏体化的晶粒粗大。钼可使c曲线的右移,大幅减小了过冷度,极大的提高了淬透性。钼在低合金钢焊缝中含量小于0.6%时,能提高强度和硬度,细化晶粒,抑制回火脆性和过热倾向,还能提高焊缝金属的塑性,减少产生裂纹的倾向。当钼含量超过0.6%时,会影响焊缝金属的塑性。本钢中mo含量控制为0.10
‑
0.20wt%。
14.钛:钛在阻止奥氏体晶粒长大、延迟奥氏体再结晶、细晶强化、析出强化方面均显著作用,而且有利于改善焊接热影响区的韧性。钛在奥氏体中,通过弥散、细小的tin颗粒可抑制奥氏体晶粒的长大,但在1400℃以上时,tin颗粒开始粗化或溶解,其作用开始丧失。钢中弥散析出的tic粒子和抑制奥氏体再结晶,并在贝氏体等基体中产生弥散强化效果,能显著阻碍位错运动,强化效果显著。在实际生产中,为获得足够细小的tic粒子,必须尽量减少与氧有很强亲和力的元素al。
15.钛也能显著地提高焊缝金属的抗拉强度,对改善塑性和韧性有利。但必须控制在一个适量的最佳范围内,钛过少不起作用,过多反而导致焊缝韧性大幅度下降。最合适的钛含量取决于强度水平和氧含量。如在中等强度焊缝金属中,最合适的钛含量的0.1
‑
0.3%,而在高强度焊缝中,含钛0.015%的焊缝金属韧性最好。钛对低合金高强度钢焊缝金属冲击韧性有利影响是与焊缝金属中的氮结合,减少固溶氮的有害作用,声称tin作为结晶核心,促使焊缝成为细晶粒组织,其脱氧作用,减少了焊缝中的焊氧量。本钢中ti含量控制为0.10
‑
0.20wt%。
16.铝:al为强脱氧元素,可大幅度减低钢中氧含量,减少钢中氧化物夹杂物数量,提高钢的综合性能本钢中al含量控制为0.01
‑
0.035wt%。
17.硫:硫易与锰结合生成mns夹杂物,并在轧制过程中变形,影响钢的冲击韧性性。另外,硫会增加焊缝金属的热脆性,易使焊缝产生热裂纹和气孔,是有害杂质,其含量不应高于0.005%。
18.磷:磷在钢中是一种易偏析元素,偏析区的淬透性约是碳的2倍。可以显著降低钢的低温冲击韧性、提高钢的脆性转变温度、使钢发生冷脆。另外,磷在焊缝中与在钢中起相似作用,是增加冷脆性的有害元素,易产生焊接裂纹。焊缝金属中磷含量从0.01%提高到0.04%时,室温缺口冲击韧度从200j降低到20j。为保证焊缝金属具有足够的韧性,磷含量不应高于0.020%。
19.本发明提供一种屈服强度800mpa级高强度中厚板的制备方法,包括以下步骤:
20.1)冶炼生产:
21.钢坯是由高炉铁水依次经顶底复吹转炉
→
lf精炼炉
→
rh脱气及钙处理,随后在300mm厚板坯连铸机进行浇铸。转炉冶炼:脱硫预处理的铁水倒入120t顶底复吹转炉,并随废钢斗加入镍板和钼铁,转炉终渣碱度控制在3.0
‑
4.0范围内。放钢过程中加入硅锰、高锰、硅铁、中碳铬铁等,并随钢流加入预熔渣300kg/炉,合成渣500kg/炉。lf精炼炉冶炼:lf精炼进行合金微调,加入ti铁450
‑
550kg,控制软吹时间5
‑
15min之间,终渣碱度≥2.5。rh精炼:rh精炼过程中真空度控制在40
‑
133pa之间并进行循环处理,加入50
‑
100m高钙线进行夹杂物改性处理,并进行5
‑
15min软吹。连铸:连铸过程采用轻压下处理,控制过热度≤20℃,铸坯拉速为0.9
‑
1.5m/s;其中,根据铸坯厚度确定拉速,300mm厚铸坯拉速为0.9
‑
1.1m/s,250mm厚铸坯拉速为1.3
‑
1.5m/s。
22.2)板坯加热制度
23.板坯采用冷装坯加热,控制加热炉均热段温度为1180
‑
1240℃,出钢温度1160
‑
1220℃,加热速率≥8/min/cm。厚规格冷坯(h≥300mm)加热时,加热速度最低按9
‑
10min/cm执行。此加热速度和温度可使钢坯中原始奥氏体组织均匀化,且钢中ti、mo、ni等合金元素充分固溶,此外形成的tin亦可抑制奥氏体晶粒过度长大。本钢种优选的板坯加热制度:均热段温度为1200℃,出钢温度1180℃,加热速率≥9/min/cm.
24.3)铸坯除鳞
25.为确保钢板表面质量,板坯轧制前需进行除鳞处理,其中粗轧首道次及末道次必须除鳞,精轧首道次必须除鳞。
26.4)轧制工艺
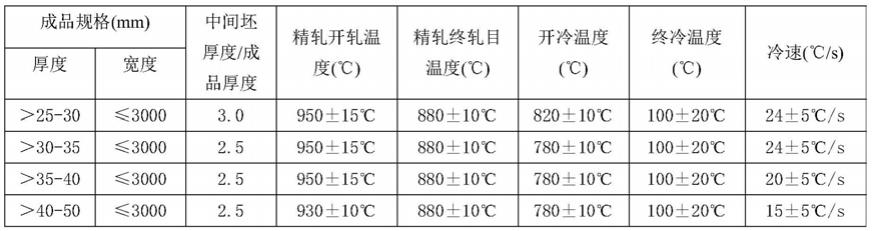
27.钢板采用tmcp工艺轧制,并结合mulpic水冷工艺,具体工艺如表所示。其中,粗轧阶段依据目标钢板厚度分5
‑
7道次完成,最后2道次压下量控制在17
‑
22%。粗轧处于再结晶阶段,较大的压下量有利于充分破碎奥氏体晶粒,促进其完全再结晶过程,进而细化奥氏体晶粒。采用300mm厚板坯,本钢种优选的轧制道次为7道次,最后2道次压下量≥20%;精轧开轧温度为920
‑
945℃,精轧终轧目温度为870
‑
890℃。
28.精轧阶段处于未再结晶区,此阶段需4
‑
5道次压下量控制在15
‑
18%,可能保证心部组织轧制渗透效果,大幅减少钢板的中心偏析和组织不均的现象。精轧过程中析出的ti(c、mo)第二相纳米粒子的析出可大幅消耗位错累积能量,并形成柯氏气团钉扎奥氏体晶界,阻碍再结晶过程,抑制奥氏体晶粒异常长大。通过以上手段,可以进一步提升钢板的强度和韧性。采用300mm厚板坯,本钢种优选4道次压下量为16%.
29.轧后钢板快速进入mulpic水冷机进行水冷,水冷温度770
‑
830℃,终冷温度80
‑
120℃,根据钢板厚度控制冷速为10
‑
29℃/s不等,使奥氏体完全转变为贝氏体组织。较高的冷速同样可抑制ti(c、mo)第二相纳米粒子的析出,使其以固溶态存在于钢中,待回火过程中析出。本钢种优选的冷却工艺采用表1中线控制。
30.表1 tmcp轧制及水冷工艺
[0031][0032]
2.4回火工艺
[0033]
轧后钢板需经回火处理,回火工艺如表所示,根据钢板厚度控制回火温度为590
‑
630℃,保温时间为25
‑
45min。回火过程中贝氏体组织应力逐渐消退,基体上有ti(c、mo)第二相纳米粒子的析出。此阶段析出的纳米粒子尺寸约为4
‑
10nm,可显著抑制钢中位错的滑移,产生明显的沉淀强化效果,进而显著提高钢的强度。本钢种优选的回火工艺按照表2中线控制。
[0034]
表2回火工艺
[0035][0036]
与现有技术相比,本发明的优势在于:
[0037]
1)本发明采用qp
‑
t原理,采用ti、mo复合微合金化设计,基于ti(c、mo)纳米析出物的细晶强化、沉淀强化原理,在采用合金较低成本前提下,实现800mpa级高强钢的tmcp工艺制备。
[0038]
2)传统800mpa级高强钢采用淬火 回火工艺生产,本发明工艺采用tmcp 回火工艺,可省去一次淬火,成本大幅降低,生产节奏加快。
[0039]
3)本发明所述tmcp工艺800mpa级高强度中厚板中添加适量的c、ni、cr等合金元素配比以提高钢的淬透性,为钢板提供理想组织;添加的ti、mo开发分别细化轧制、回火过程中不同阶段组织,并产生显著的沉淀强化效果,以提高钢的强度和韧性;al等元素可减少含氧类夹杂物,并减少p、s等有害元素,提高钢板力学性能。综合以上手段,可实现tmcp工艺生产800mpa及高强度中厚板,产品性能中厚板屈服强度reh为810mpa
‑
910mpa,抗拉强度≥940mpa,a≥15%,
‑
20℃横向kv2≥100j;碳当量控制为≤0.47%,pcm值≤0.26,可焊性良好;采用tmcp工艺生产节奏快,且合金成本较低,具有广阔的推广前景。
具体实施方式
[0040]
下面结合具体实施例对本发明作进一步说明。
[0041]
实施例1
[0042]
一种35mm厚tmcp工艺的屈服强度800mpa级高强度中厚板,包括以下化学成分c:0.11%,si:0.25%,mn:1.35%,p:0.010%,s:0.002%,cr:0.23%,ni:0.10%,mo:0.16%,cu:0.10%,ti:0.16%,al:0.025%,其余成分为fe及不可避免杂质。其中所述tmcp工艺的屈服强度800mpa级高强度中厚板碳当量控制为0.41,pcm值为0.21;屈服强度为817mpa,抗
拉强度为952mpa,伸长率16%,
‑
20℃的冲击功kv2分别为132j、105j、127j。
[0043]
其制备方法包括以下步骤:铁水经转炉冶炼、lf精炼、rh脱气精炼后进行连铸,选用250mm厚断面连铸拉坯,钢坯连铸完成后需缓冷处理。所述钢坯经加热、除鳞、轧制、回火后获得屈服强度800mpa级高强度中厚板。加热过程中钢坯均热段温度为1210℃,出钢温度1200℃,加热速率9/min/cm;轧制过程采用tmcp工艺,钢坯经除鳞后粗轧,粗轧第4、5道次压下量分别为20.5%、21.3%,精轧开轧、终轧温度分别为950℃、880℃,精轧过程中第4、5、6、7道次压下量分别为15%、17.5%、16.3%、16%;钢板开冷温度为780℃,终冷温度96℃;钢板回火温度为600℃,保温时间为37min。
[0044]
实施例2
[0045]
一种50mm厚tmcp工艺的屈服强度800mpa级高强度中厚板,包括以下化学成分c:0.12%,si:0.25%,mn:1.40%,p:0.009%,s:0.003%,cr:0.25%,ni:0.10%,mo:0.17%,cu:0.10%,ti:0.18%,al:0.028%,其余成分为fe及不可避免杂质。其中所述tmcp工艺的屈服强度800mpa级高强度中厚板碳当量控制为0.45,pcm值为0.23;屈服强度为842mpa,抗拉强度为951mpa,伸长率15%,
‑
20℃的冲击功kv2分别为112j、109j、110j。
[0046]
其制备方法包括以下步骤:铁水经转炉冶炼、lf精炼、rh脱气精炼后进行连铸,选用300mm厚断面连铸拉坯,钢坯连铸完成后需缓冷处理。所述钢坯经加热、除鳞、轧制、回火后获得屈服强度800mpa级高强度中厚板。加热过程中钢坯均热段温度为1210℃,出钢温度1190℃,加热速率9/min/cm;轧制过程采用tmcp工艺,钢坯经除鳞后粗轧,粗轧第5、6道次压下量分别为20.7%、21.5%,精轧开轧、终轧温度分别为930℃、880℃,精轧过程中第5、6、7、8道次压下量分别为15.2%、16.3%、16.2%、16.1%;钢板开冷温度为780℃,终冷温度115℃;钢板回火温度为600℃,保温时间为42min。
[0047]
综上所述,本发明一种屈服强度800mpa级高强度中厚板的tmcp制备方法,所述屈服强度800mpa级高强度中厚板碳当量控制为≤0.47%、pcm值≤0.26,可焊性良好;采用tmcp工艺生产节奏快,且合金成本较低,具有广阔的推广前景。
[0048]
本发明的工艺参数(如轧制变形量、保温时间等)区间上下限取值以及区间值都能实现本法,在此不一一列举实施例。
[0049]
本发明未详细说明的内容均可采用本领域的常规技术知识。
[0050]
最后所应说明的是,以上实施例仅用以说明本发明的技术方案而非限制。尽管参照实施例对本发明进行了详细说明,本领域的普通技术人员应当理解,对本发明的技术方案进行修改或者等同替换,都不脱离本发明技术方案的精神和范围,其均应涵盖在本发明的权利要求范围当中。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。