1.本发明涉及压铸模具技术领域,具体为油缸互锁式防止型芯后退的压铸模具结构及其成型方法。
背景技术:
2.模具,工业生产上用以注塑、吹塑、挤出、压铸或锻压成型、冶炼、冲压等方法得到所需产品的各种模子和工具,简而言之,模具是用来制作成型物品的工具,这种工具由各种零件构成,不同的模具由不同的零件构成,它主要通过所成型材料物理状态的改变来实现物品外形的加工,素有“工业之母”的称号,在外力作用下使坯料成为有特定形状和尺寸的制件的工具,广泛用于冲裁、模锻、冷镦、挤压、粉末冶金件压制、压力铸造,以及工程塑料、橡胶、陶瓷等制品的压塑或注塑的成形加工中,模具具有特定的轮廓或内腔形状,应用具有刃口的轮廓形状可以使坯料按轮廓线形状发生分离,应用内腔形状可使坯料获得相应的立体形状,模具一般包括动模和定模两个部分,二者可分可合,分开时取出制件,合拢时使坯料注入模具型腔成形,模具是精密工具,形状复杂,承受坯料的胀力,对结构强度、刚度、表面硬度、表面粗糙度和加工精度都有较高要求,模具生产的发展水平是机械制造水平的重要标志之一,压铸件本体集成多种功能,铸件存在与开模方向不同的侧孔或侧凹时,需要将成型侧孔或侧凹的模具零件做成活动结构,在铸件脱模前,先将其抽出,然后再从型腔中和型芯上脱出铸件。
3.目前带有型腔压力的压铸模具的抽芯结构都采用液压抽芯油缸带动滑块进行抽芯,合模时,由定模楔紧块封锁滑块,避免滑块后退,如果侧孔或侧凹的出模方向与开模方向的夹角大于九十度,定模侧难以布置楔紧块封锁滑块,滑块存在后退的现象,导致铸件尺寸不合格,无法连续生产的缺点。
技术实现要素:
4.针对现有技术的不足,本发明提供了油缸互锁式防止型芯后退的压铸模具结构及其成型方法,具备能成型铸件上与开模方向夹角大于90
°
的产品形状,能有效保证产品形状的尺寸稳定性,降低铸件废品率等优点,解决了带有型腔压力的压铸模具的抽芯结构都采用液压抽芯油缸带动滑块进行抽芯,合模时,由定模楔紧块封锁滑块,避免滑块后退,如果侧孔或侧凹的出模方向与开模方向的夹角大于九十度,定模侧难以布置楔紧块封锁滑块,滑块存在后退的现象,导致铸件尺寸不合格,无法连续生产的问题。
5.为实现上述能成型铸件上与开模方向夹角大于九十度的产品形状,能有效保证产品形状的尺寸稳定性,降低铸件废品率的目的,本发明提供如下技术方案:油缸互锁式防止型芯后退的压铸模具结构及其成型方法,包括底板,所述底板的上方固定连接有紧固柱,所述紧固柱的前部固定连接有固定机构,所述固定机构包含有固定块、固定螺丝和中心孔,所述固定块的前部固定连接有固定螺丝,所述固定螺丝的中部固定连接有中心孔,所述固定机构的上方固定连接有圆筒,所述圆筒的上方固定连接有圆柱,所述圆柱的中部固定连接
有辅助机构,所述辅助机构包含有螺栓、前罩板、框架、上盖板和顶柱,所述螺栓的后部固定连接有前罩板,所述前罩板的后部固定连接有框架,所述框架的上方固定连接有上盖板,所述上盖板的上方固定连接有顶柱,所述辅助机构的后部固定连接有卡环,所述卡环的上方固定连接有盖帽,所述盖帽的前部固定连接有连接口,所述连接口的左侧固定连接有注射机构。
6.所述注射机构包含有料仓、隔板、对接口,所述料仓的上方固定连接有隔板,所述隔板的上方固定连接有对接口,所述注射机构的左侧固定连接有楔紧块,所述楔紧块包含有支柱、定位板和连接槽,所述支柱的右侧固定连接有定位板,所述定位板的右侧固定连接有连接槽,所述楔紧块的左侧固定连接有液压缸,所述液压缸包含有防护壳、支撑架、冲击泵、加强板和突出柱,所述防护壳的左侧固定连接有支撑架,所述支撑架的中部固定连接有冲击泵,所述冲击泵的左侧固定连接有加强板,所述加强板的左侧固定连接有突出柱,所述液压缸的后部固定连接有对接机构,所述对接机构的顶模柱、复位杆、凹槽和拉料杆,所述顶模柱的前部固定连接有复位杆,所述复位杆的上方固定连接有凹槽,所述凹槽的前部固定连接有拉料杆。
7.优选的,所述底板与紧固柱之间卡合相连接,且底板与固定机构的中轴线之间相重合。
8.优选的,所述固定块与固定螺丝之间紧密贴合,所述固定螺丝的数量为两个,且固定螺丝以中心孔之间相对称。
9.优选的,所述圆筒的内部尺寸与圆柱的外部尺寸之间相吻合,所述圆柱的数量为多个,且圆柱以辅助机构的中轴线之间相对称。
10.优选的,所述螺栓与前罩板之间通过卡合相连接,且前罩板与框架之间通过焊接相连接。
11.优选的,所述卡环与盖帽的中轴线之间相重合,且盖帽与卡环之间通过卡合相连接。
12.优选的,所述料仓与隔板之间紧密贴合,且隔板与对接口之间通过焊接相连接。
13.优选的,所述楔紧块与液压缸之间通过卡合相连接,且液压缸与对接机构之间构成大于九十度的角。
14.优选的,所述防护壳与支撑架之间通过卡合相连接,且防护壳和冲击泵的连接处与加强板之间构成大小尺寸相吻合的限位槽。
15.优选的,所述顶模柱与复位杆的中心线之间相重合,所述复位杆的数量为两个,且复位杆以凹槽的中心线之间相对称。
16.有益效果:本发明具备以下有益效果:本发明通过底板、紧固柱、固定机构、圆筒、圆柱、辅助机构、注射机构、楔紧块、连接槽和对接机构的相互配合连接使用,解决了设备定模侧难以布置楔紧块封锁滑块,滑块存在后退的现象,导致铸件尺寸不合格,无法连续生产的问题,使设备成型铸件上与开模方向夹角大于九十度的产品形状,能够有效保证产品形状的尺寸稳定性,降低铸件废品率,从而避免资源浪费使用,通过底板进行固定,提高设备底部的稳定性,同时提高设备运行时底部的承受力更大,配合紧固柱进行底部连接,提高连接处的通风性,能够加快内部的热量排
出,同时不会对内部的模具受到影响,与前部的固定机构进行配合,方便操作者进行快速安装设备使用,通过固定块和固定螺丝配合使用,提高底部的部件之间牢固性,同时利于设备进行运行操作,更加稳定,与中部的中心孔进行加固,能够根据设备的使用需求,进行螺丝加固,起到固定保险作用,在进行运行时,通过模具进行合模时,上方的槽与突出的圆柱进行对接,在进行对接时与底部的圆筒进行卡合,能够提高连接处的紧密性,使设备内部更加紧密,能够防止内部的热量散出,同时避免内部的注胶渗出,通过螺栓和前罩板配合使用,能够提高上方的顶柱牢固性,由于在运行时顶柱的角度呈倾斜式,以便于上方的设备进行合模,配合底部的框架使用能够提高合模精准度,同时提高操作速度和使用效率,通过卡环和盖帽进行连接,能够在内部进行保护作用,内部起到单独的保护,防止内部的设备受到忽冷忽热而导致损坏,需要进行更换,浪费使用时间和操作人力使用,同时通过连接口进行注胶口的对接,能够提高连接处的紧密性,在进行运行时,内部的料仓进行胶体的储存,提高注胶时的紧密性,使模具内部无气泡产生,同时配合隔板内部进行混合,使胶体更加均匀,注胶时更加稳定,通过楔紧块进行安装对接,活动楔紧块由液压缸带动,合模时,先插型芯,再插活动楔紧块封锁滑块,压铸过程滑块不会后退,开模时,先抽活动楔紧块,再抽芯,从而实现抽芯过程,通过防护壳进行外部防护,能够对内部的冲击泵起到防护,避免受到损坏,影响其使用寿命时间,减少资源浪费和成本使用,通过顶模柱和复位杆配合使用,使与连接的部件之间形成大于九十度的角,能够保障模具的尺寸稳定性,降低模具的受损率。
附图说明
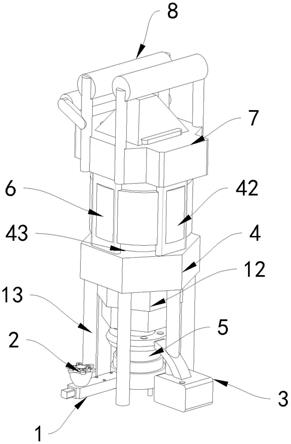
17.图1为本发明主视立体结构示意图;图2为本发明固定机构结构放大图;图3为本发明辅助机构结构放大图;图4为本发明注射机构结构放大图;图5为本发明楔紧块结构放大图;图6为本发明液压缸结构放大图;图7为本发明对接机构结构放大图;图8为本发明图1中的a处结构放大示意图。
18.图中:1、底板;2、紧固柱;3、固定机构;301、固定块;302、固定螺丝;303、中心孔;4、圆筒;5、圆柱;6、辅助机构;601、螺栓;602、前罩板;603、框架;604、上盖板;605、顶柱;7、卡环;8、盖帽;9、连接口;10、注射机构;1001、料仓;1002、隔板;1003、对接口;11、楔紧块;1101、支柱;1102、定位板;1103、连接槽;12、液压缸;1201、防护壳;1202、支撑架;1203、冲击泵;1204、加强板;1205、突出柱;13、对接机构;1301、顶模柱;1302、复位杆;1303、凹槽;1304、拉料杆。
具体实施方式
19.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
20.请参阅图1
‑
8,油缸互锁式防止型芯后退的压铸模具结构及其成型方法,包括底板1,底板1的上方固定连接有紧固柱2,紧固柱2的前部固定连接有固定机构3,固定机构3包含有固定块301、固定螺丝302和中心孔303,固定块301的前部固定连接有固定螺丝302,固定螺丝302的中部固定连接有中心孔303,固定机构3的上方固定连接有圆筒4,圆筒4的上方固定连接有圆柱5,圆柱5的中部固定连接有辅助机构6,辅助机构6包含有螺栓601、前罩板602、框架603、上盖板604和顶柱605,螺栓601的后部固定连接有前罩板602,前罩板602的后部固定连接有框架603,框架603的上方固定连接有上盖板604,上盖板604的上方固定连接有顶柱605,辅助机构6的后部固定连接有卡环7,卡环7的上方固定连接有盖帽8,盖帽8的前部固定连接有连接口9,连接口9的左侧固定连接有注射机构10。
21.注射机构10包含有料仓1001、隔板1002、对接口1003,料仓1001的上方固定连接有隔板1002,隔板1002的上方固定连接有对接口1003,注射机构10的左侧固定连接有楔紧块11,楔紧块11包含有支柱1101、定位板1102和连接槽1103,支柱1101的右侧固定连接有定位板1102,定位板1102的右侧固定连接有连接槽1103,楔紧块11的左侧固定连接有液压缸12,液压缸12包含有防护壳1201、支撑架1202、冲击泵1203、加强板1204和突出柱1205,防护壳1201的左侧固定连接有支撑架1202,支撑架1202的中部固定连接有冲击泵1203,冲击泵1203的左侧固定连接有加强板1204,加强板1204的左侧固定连接有突出柱1205,液压缸12的后部固定连接有对接机构13,对接机构13的顶模柱1301、复位杆1302、凹槽1303和拉料杆1304,顶模柱1301的前部固定连接有复位杆1302,复位杆1302的上方固定连接有凹槽1303,凹槽1303的前部固定连接有拉料杆1304。
22.本实施例,底板1与紧固柱2之间卡合相连接,且底板1与固定机构3的中轴线之间相重合,通过底板1进行固定,提高设备底部的稳定性,同时提高设备运行时底部的承受力更大,配合紧固柱2进行底部连接,提高连接处的通风性,能够加快内部的热量排出,同时不会对内部的模具受到影响,与前部的固定机构3进行配合,方便操作者进行快速安装设备使用。
23.本实施例,固定块301与固定螺丝302之间紧密贴合,固定螺丝302的数量为两个,且固定螺丝302以中心孔303之间相对称,通过固定块301和固定螺丝302配合使用,提高底部的部件之间牢固性,同时利于设备进行运行操作,更加稳定,与中部的中心孔303进行加固,能够根据设备的使用需求,进行螺丝加固,起到固定保险作用。
24.本实施例,圆筒4的内部尺寸与圆柱5的外部尺寸之间相吻合,圆柱5的数量为多个,且圆柱5以辅助机构6的中轴线之间相对称,在进行运行时,通过模具进行合模时,上方的槽与突出的圆柱5进行对接,在进行对接时与底部的圆筒4进行卡合,能够提高连接处的紧密性,使设备内部更加紧密,能够防止内部的热量散出,同时避免内部的注胶渗出。
25.本实施例,螺栓601与前罩板602之间通过卡合相连接,且前罩板602与框架603之间通过焊接相连接,通过螺栓601和前罩板602配合使用,能够提高上方的顶柱605牢固性,由于在运行时顶柱605的角度呈倾斜式,以便于上方的设备进行合模,配合底部的框架603使用能够提高合模精准度,同时提高操作速度和使用效率。
26.本实施例,卡环7与盖帽8的中轴线之间相重合,且盖帽8与卡环7之间通过卡合相连接,通过卡环7和盖帽8进行连接,能够在内部进行保护作用,内部起到单独的保护,防止内部的设备受到忽冷忽热而导致损坏,需要进行更换,浪费使用时间和操作人力使用,同时
通过连接口9进行注胶口的对接,能够提高连接处的紧密性。
27.本实施例,料仓1001与隔板1002之间紧密贴合,且隔板1002与对接口1003之间通过焊接相连接,在进行运行时,内部的料仓1001进行胶体的储存,提高注胶时的紧密性,使模具内部无气泡产生,同时配合隔板1002内部进行混合,使胶体更加均匀,注胶时更加稳定。
28.本实施例,楔紧块11与液压缸12之间通过卡合相连接,且液压缸12与对接机构13之间构成大于九十度的角,通过楔紧块11进行安装对接,活动楔紧块11由液压缸12带动,合模时,先插型芯,再插活动楔紧块11封锁滑块,压铸过程滑块不会后退,开模时,先抽活动楔紧块11,再抽芯,从而实现抽芯过程。
29.本实施例,防护壳1201与支撑架1202之间通过卡合相连接,且防护壳1201和冲击泵1203的连接处与加强板1204之间构成大小尺寸相吻合的限位槽,通过防护壳1201进行外部防护,能够对内部的冲击泵1203起到防护,避免受到损坏,影响其使用寿命时间,减少资源浪费和成本使用。
30.本实施例,顶模柱1301与复位杆1302的中心线之间相重合,复位杆1302的数量为两个,且复位杆1302以凹槽1303的中心线之间相对称,通过顶模柱1301和复位杆1302配合使用,使与连接的部件之间形成大于九十度的角,能够保障模具的尺寸稳定性,降低模具的受损率。
31.该文中出现的电器元件均与外界的主控器及220v市电电连接,并且主控器可为计算机等起到控制的常规已知设备。
32.在使用时,将设备与外部设备进行对接,通过上方的圆筒4和圆柱5进行紧密贴合连接,然后通过前部的固定机构3进行底部的稳固,同时通过外部设备将内部的对接口1003与外部注胶口进行对接,同时内部设备进行连接,在进行使用时,将内部的抽芯垂直方向,将楔紧块11进行安装,活动楔紧块11由油缸带动,合模时,先插型芯,再插活动楔紧块11封锁滑块,压铸过程滑块不会后退,开模时,先抽活动楔紧块11,再抽芯,从而实现抽芯过程,即可完成操作。
33.综上所述,该油缸互锁式防止型芯后退的压铸模具结构及其成型方法,能成型铸件上与开模方向夹角大于九十度的产品形状,能有效保证产品形状的尺寸稳定性,降低铸件废品率。
34.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。