技术特征:
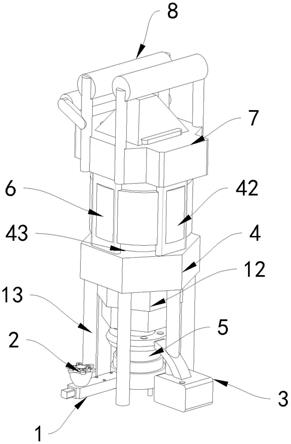
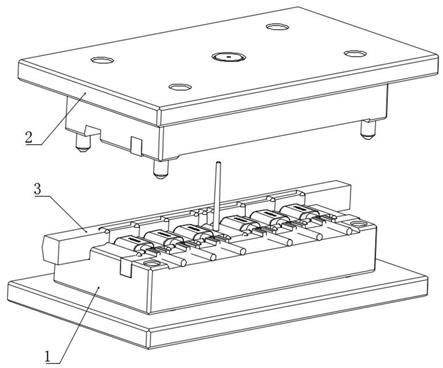
1.油缸互锁式防止型芯后退的压铸模具结构及其成型方法,包括底板(1),其特征在于:所述底板(1)的上方固定连接有紧固柱(2),所述紧固柱(2)的前部固定连接有固定机构(3),所述固定机构(3)包含有固定块(301)、固定螺丝(302)和中心孔(303),所述固定块(301)的前部固定连接有固定螺丝(302),所述固定螺丝(302)的中部固定连接有中心孔(303),所述固定机构(3)的上方固定连接有圆筒(4),所述圆筒(4)的上方固定连接有圆柱(5),所述圆柱(5)的中部固定连接有辅助机构(6),所述辅助机构(6)包含有螺栓(601)、前罩板(602)、框架(603)、上盖板(604)和顶柱(605),所述螺栓(601)的后部固定连接有前罩板(602),所述前罩板(602)的后部固定连接有框架(603),所述框架(603)的上方固定连接有上盖板(604),所述上盖板(604)的上方固定连接有顶柱(605),所述辅助机构(6)的后部固定连接有卡环(7),所述卡环(7)的上方固定连接有盖帽(8),所述盖帽(8)的前部固定连接有连接口(9),所述连接口(9)的左侧固定连接有注射机构(10);所述注射机构(10)包含有料仓(1001)、隔板(1002)、对接口(1003),所述料仓(1001)的上方固定连接有隔板(1002),所述隔板(1002)的上方固定连接有对接口(1003),所述注射机构(10)的左侧固定连接有楔紧块(11),所述楔紧块(11)包含有支柱(1101)、定位板(1102)和连接槽(1103),所述支柱(1101)的右侧固定连接有定位板(1102),所述定位板(1102)的右侧固定连接有连接槽(1103),所述楔紧块(11)的左侧固定连接有液压缸(12),所述液压缸(12)包含有防护壳(1201)、支撑架(1202)、冲击泵(1203)、加强板(1204)和突出柱(1205),所述防护壳(1201)的左侧固定连接有支撑架(1202),所述支撑架(1202)的中部固定连接有冲击泵(1203),所述冲击泵(1203)的左侧固定连接有加强板(1204),所述加强板(1204)的左侧固定连接有突出柱(1205),所述液压缸(12)的后部固定连接有对接机构(13),所述对接机构(13)的顶模柱(1301)、复位杆(1302)、凹槽(1303)和拉料杆(1304),所述顶模柱(1301)的前部固定连接有复位杆(1302),所述复位杆(1302)的上方固定连接有凹槽(1303),所述凹槽(1303)的前部固定连接有拉料杆(1304)。2.根据权利要求1所述的油缸互锁式防止型芯后退的压铸模具结构及其成型方法,其特征在于:所述底板(1)与紧固柱(2)之间卡合相连接,且底板(1)与固定机构(3)的中轴线之间相重合。3.根据权利要求1所述的油缸互锁式防止型芯后退的压铸模具结构及其成型方法,其特征在于:所述固定块(301)与固定螺丝(302)之间紧密贴合,所述固定螺丝(302)的数量为两个,且固定螺丝(302)以中心孔(303)之间相对称。4.根据权利要求1所述的油缸互锁式防止型芯后退的压铸模具结构及其成型方法,其特征在于:所述圆筒(4)的内部尺寸与圆柱(5)的外部尺寸之间相吻合,所述圆柱(5)的数量为多个,且圆柱(5)以辅助机构(6)的中轴线之间相对称。5.根据权利要求1所述的油缸互锁式防止型芯后退的压铸模具结构及其成型方法,其特征在于:所述螺栓(601)与前罩板(602)之间通过卡合相连接,且前罩板(602)与框架(603)之间通过焊接相连接。6.根据权利要求1所述的油缸互锁式防止型芯后退的压铸模具结构及其成型方法,其特征在于:所述卡环(7)与盖帽(8)的中轴线之间相重合,且盖帽(8)与卡环(7)之间通过卡合相连接。7.根据权利要求1所述的油缸互锁式防止型芯后退的压铸模具结构及其成型方法,其
特征在于:所述料仓(1001)与隔板(1002)之间紧密贴合,且隔板(1002)与对接口(1003)之间通过焊接相连接。8.根据权利要求1所述的油缸互锁式防止型芯后退的压铸模具结构及其成型方法,其特征在于:所述楔紧块(11)与液压缸(12)之间通过卡合相连接,且液压缸(12)与对接机构(13)之间构成大于九十度的角。9.根据权利要求1所述的油缸互锁式防止型芯后退的压铸模具结构及其成型方法,其特征在于:所述防护壳(1201)与支撑架(1202)之间通过卡合相连接,且防护壳(1201)和冲击泵(1203)的连接处与加强板(1204)之间构成大小尺寸相吻合的限位槽。10.根据权利要求1所述的油缸互锁式防止型芯后退的压铸模具结构及其成型方法,其特征在于:所述顶模柱(1301)与复位杆(1302)的中心线之间相重合,所述复位杆(1302)的数量为两个,且复位杆(1302)以凹槽(1303)的中心线之间相对称。
技术总结
本发明涉及压铸模具技术领域,提供了油缸互锁式防止型芯后退的压铸模具结构及其成型方法,包括底板,所述底板的上方固定连接有紧固柱,所述紧固柱的前部固定连接有固定机构,所述固定机构包含有固定块、固定螺丝和中心孔。本发明通过底板、紧固柱、固定机构、圆筒、圆柱、辅助机构、注射机构、楔紧块、连接槽和对接机构的相互配合连接使用,解决了设备定模侧难以布置楔紧块封锁滑块,滑块存在后退的现象,导致铸件尺寸不合格,无法连续生产的问题,使设备成型铸件上与开模方向夹角大于九十度的产品形状,能够有效保证产品形状的尺寸稳定性,降低铸件废品率,从而避免资源浪费使用。从而避免资源浪费使用。从而避免资源浪费使用。
技术研发人员:李文巧 李文兵 刘怀志 彭鹏 陈娟 高维刚
受保护的技术使用者:东风(十堰)有色铸件有限公司
技术研发日:2021.08.03
技术公布日:2021/11/4
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。